4. RULES FOR CONDUCTING SERVICE WORK
1. In order to avoid deficient reassembly, know normal status of installation before removing or
disassembling any part. Level check or replacement of vibrator oil should be carried out on level
ground.
2. Each time disassembly is made involving oil seal, gasket, packing, o-ring, lock washer or the like, be
sure to replace them with new ones.
3. Mating surfaces of vibrator case and compaction plate should be sealed with liquid gasket (Clean
and de-grease the mating surfaces thoroughly).
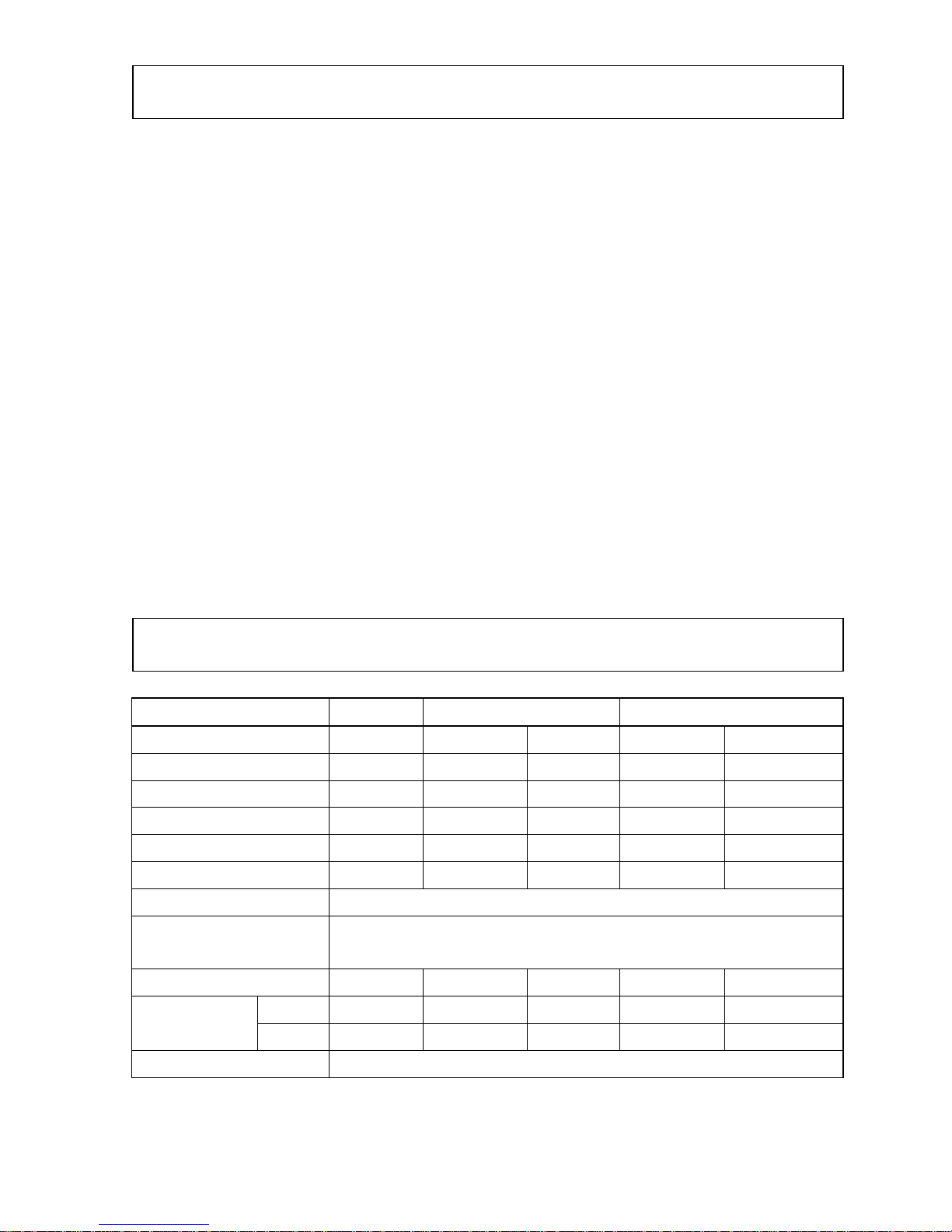
4. For tightening bolt and nut, use the specified standard torque andbonding agent (Loctite or the
like). For such bolt and nut that are not specified, see Table of Tightening Torque. (Before
coating with Loctite, clean the screws thoroughly.)
Note) All the screwsin use with this machine are right handed.
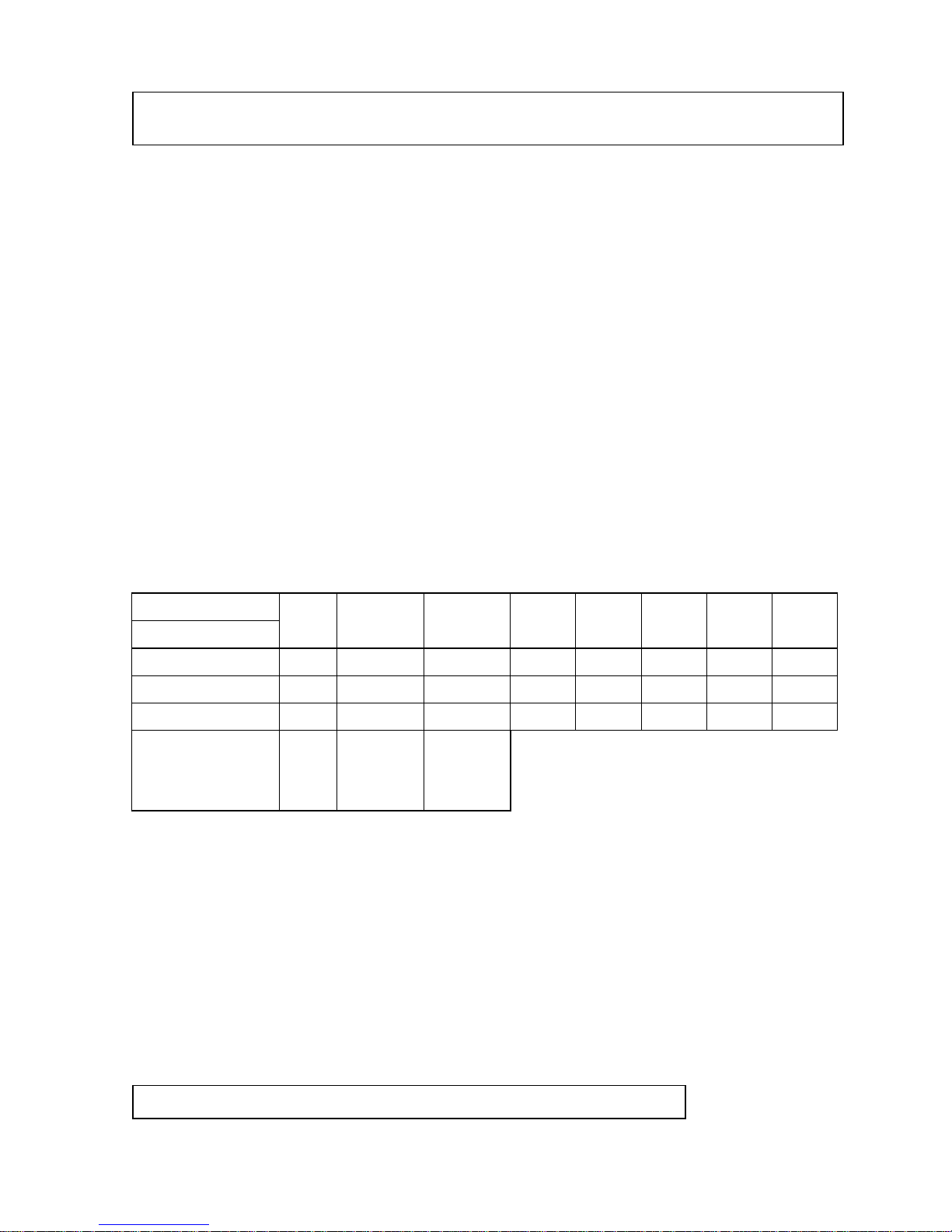
Table of Tightening Torque (kgf-cm) Table 2
Screw diameter
Material 6mm 8mm 10mm 12mm 14mm 16mm 18mm 20mm
4T(SS41) 70 150 300 500 750 1,100 1,400 2,000
6-8T(S45C) 100 250 500 800 1,300 2,000 2,700 3,800
11T(SCM3) 150 400 800 1,200 2,000 2,900 4,200 5,600
In case counter
part is made from
aluminum
100 300〜350 650〜700
※For indication in SI Unit (International Unit System), use the conversion of 1kgf-cm=9.80665N-cm
5. Disassembly work should be conducted where it is free from dust.
6. Where bonding agent such as Loctite has been in use and screw is hard to loosen, heat it with torch
lamp or the like. Such heated bolt must be replaced with new one, which is of high-tension type as
specified.
7. Use proper tool in proper manner.
Hydraulic hose tightening torque: Screw size 1/4 380kgf‑cm
3