Bulletin 76-00 B
5
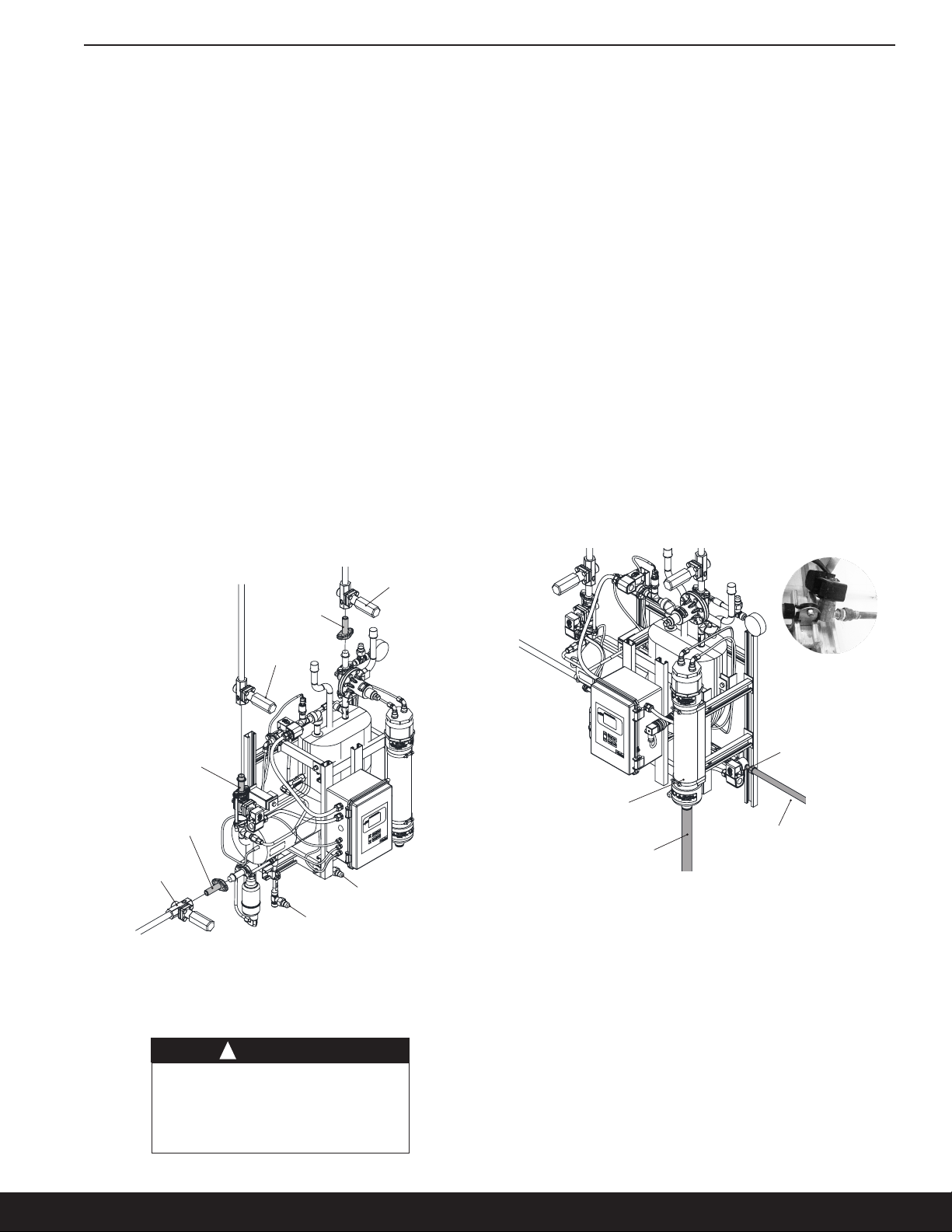
Foul Gas Line
Flange w/ Stub
High Pressure Liquid Line
Flange w/ Stub
Suction Line
Flange w/ Stub
1⁄2" SW
Shut-Off Valve
1⁄2" SW
Shut-Off Valve
1⁄2" SW
Shut-Off
Valve
Oil Drain Valve
(Shell Side)
Oil Drain Valve
(Tube Side)
Water
Line
1⁄4" NPT
Water Solenoid
Bubbler
3⁄4"-14 FPT
Water Drain Line
Under Side View: Water
line connected to the water
solenoid
WARNING
Do not trap the foul gas line prior to
entering the purger. is will cause
the foul gas to condense.
!
Figure 6: Purger Flange Line Connections
Figure 7: Water Line Connections
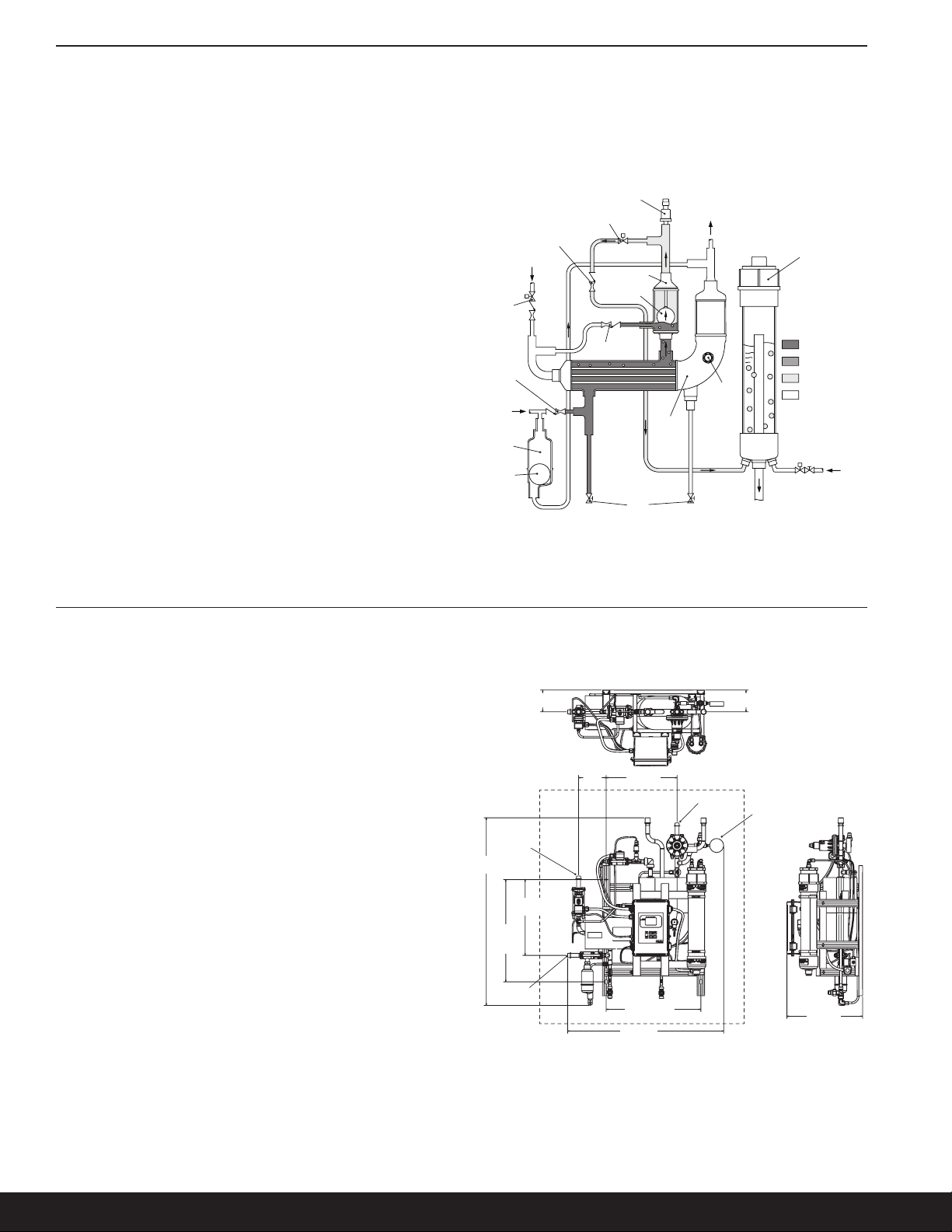
Make sure to leave access for servicing the unit if required. e
recommended clearance zone, as shown in Figure 5, is 254 mm
(10") for the top and sides. e bottom of the purger must be
free of obstructions to allow for water drain and oil removal.
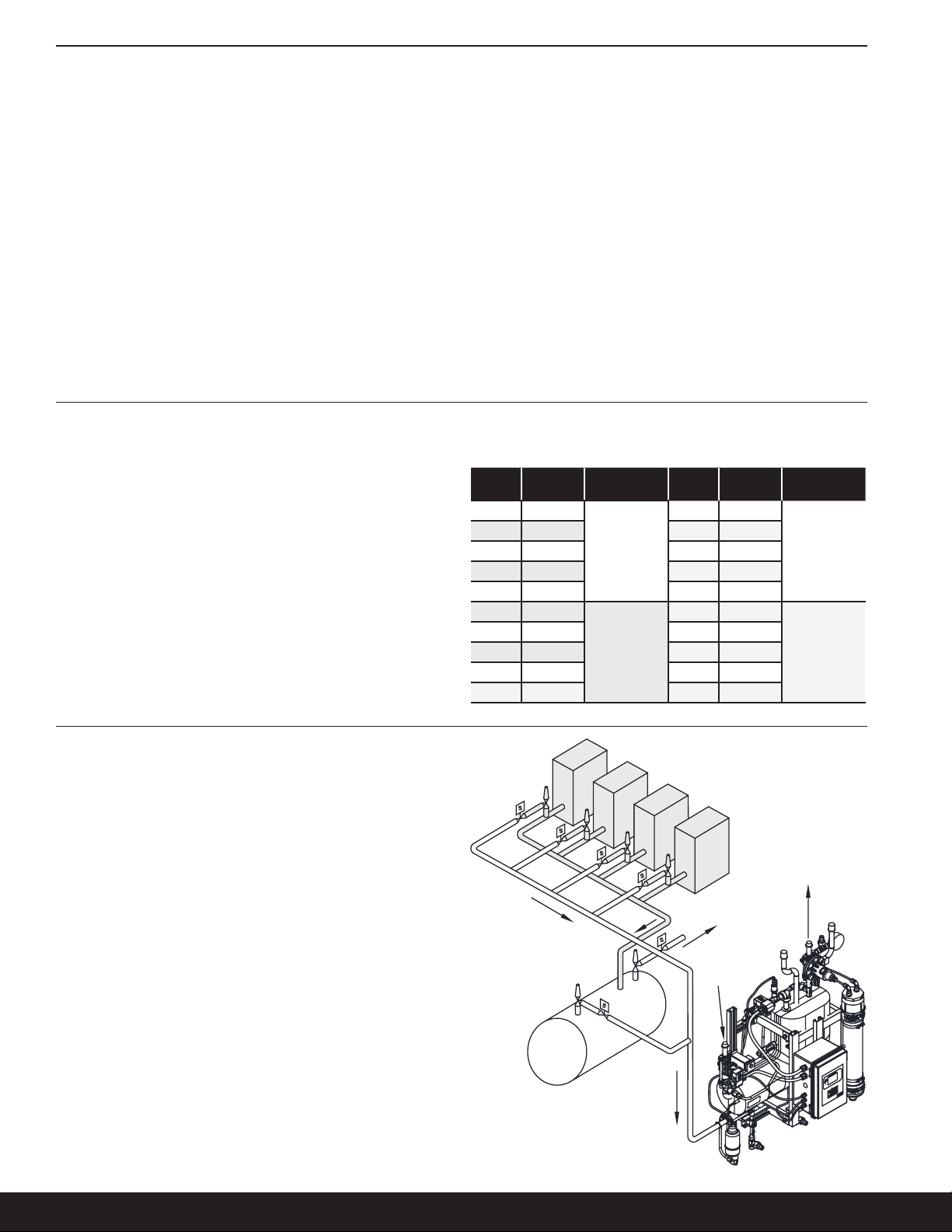
2. Properly locate, support and align the systems high pressure
liquid, foul gas and suction lines with the purger.
Note: To prevent oil from entering the heat exchanger and
reducing performance of the purger, it is recommended to
tie the liquid line in from the side or top of the desired liquid
piping. We also recommended connecting the suction line
from the purger to the low side system suction. is will allow
setting of the A2 regulator for optimal performance down to a
minimum of 0.34 barg (5 psig).
3. Weld in the three 1⁄2" SW shut-off isolation valves. Make sure
the connections are free from debris and corrosion. For more
installation instruction on hand shut-off valves, refer to the
RSBHV safety bulletin located in the purger packet.
Before welding the system’s high pressure liquid, foul gas and
suction lines to the hand shut-off valves, they need to be in the
open position. Normally, it is not necessary to disassemble
valves for welding. However, if welding is prolonged enough
to overheat the body, a wet rag should be wrapped around
the valve bonnet and upper body during welding. e codes
applicable to the welding of socket weld valves require that
the pipe be inserted into the socket until bottomed against the
stop. e pipe is then to be backed out approximately 1⁄16 of an
inch before welding.
4. Remove the purger flange connections, with the welded stubs,
from the high pressure liquid, foul gas and suction line. e
anges are highlighted, in gray, in Figure 6.
5. Wait several minutes before welding the purger anges to
the hand shut-o valves. Be certain the mating surface of the
ange is parallel to the mating ange and perpendicular to the
pipe axis. Again, the hand shut-off valves must be in the open
position prior to welding. Check the connections to make sure
they are free from debris.
6. After the shut-o valves and purger anges have been installed
wait several minutes to cool down from the welding process.
e hand shut-o valves must be put in the closed position to
prevent any ammonia from entering the heat exchanger prior
to nishing the installation. If the valves are closed before the
heat dissipates from the welds, the seat can be damaged.
7. Using the same ange nuts and bolts, reconnect the anges
to the purger and tighten them progressively. For more
information on ange torque specication, please reference
the IIAR 2-2008 Section 10 documentation.
8. Purge the water line to remove any contaminants prior to
connecting it to the water feed solenoid, highlighted in gray in
Figure 7. is will prevent the solenoid valve, ow switch and
water lines from becoming plugged. Apply Teon tape/paste to
the 1⁄4" NPT threaded nipple prior to threading it into the water
solenoid.
9. Install a water drain line for the bubbler. e connection for
the drain line is 3⁄4"-14 FPT. Follow your local codes on how to
properly dispose of the water after a purge.
10. Check and verify both oil drain valves, shown in Figure 6, are
closed by removing the seal cap and turning the adjustment
stem clockwise. If the adjustment stem does not move it means
the valve is fully seated. Do not over tighten; it can damage the
seat and be a potential leak point.
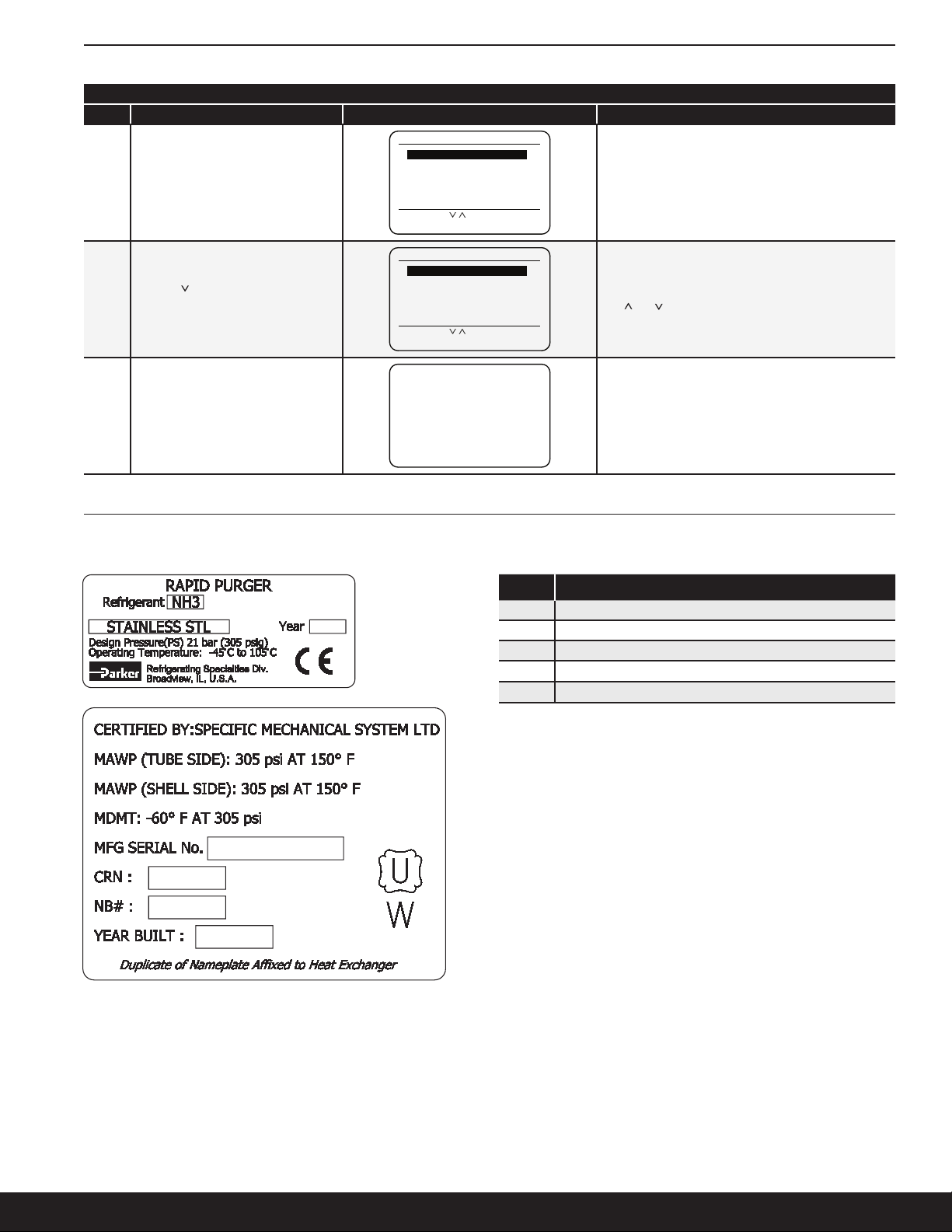
11. Open the purger control panel to start wiring the purge points
and power supply, see Figure 8 for wiring diagram. All common
lines should tie together at the DIN rail terminal blocks.
Coil common, shown in Figure 8, on the purge point solenoids
connections are common to the relay. Incoming line power
(120/240 volts) should be supplied to these terminals. An
incoming neutral should be supplied to one of each of the coil