1Parker Hannifin Corporation
Tube Fittings Division
Columbus, OH
www.parker.com/tfd
Bulletin 4391-B26 Hydraulic Tube Bender
Introduction
Parker Hydraulic Tube Bender
Model HB632
For 3/8" – 2" (10-50mm) tubing
and 3/8 to 1-1/2 IPS Pipe
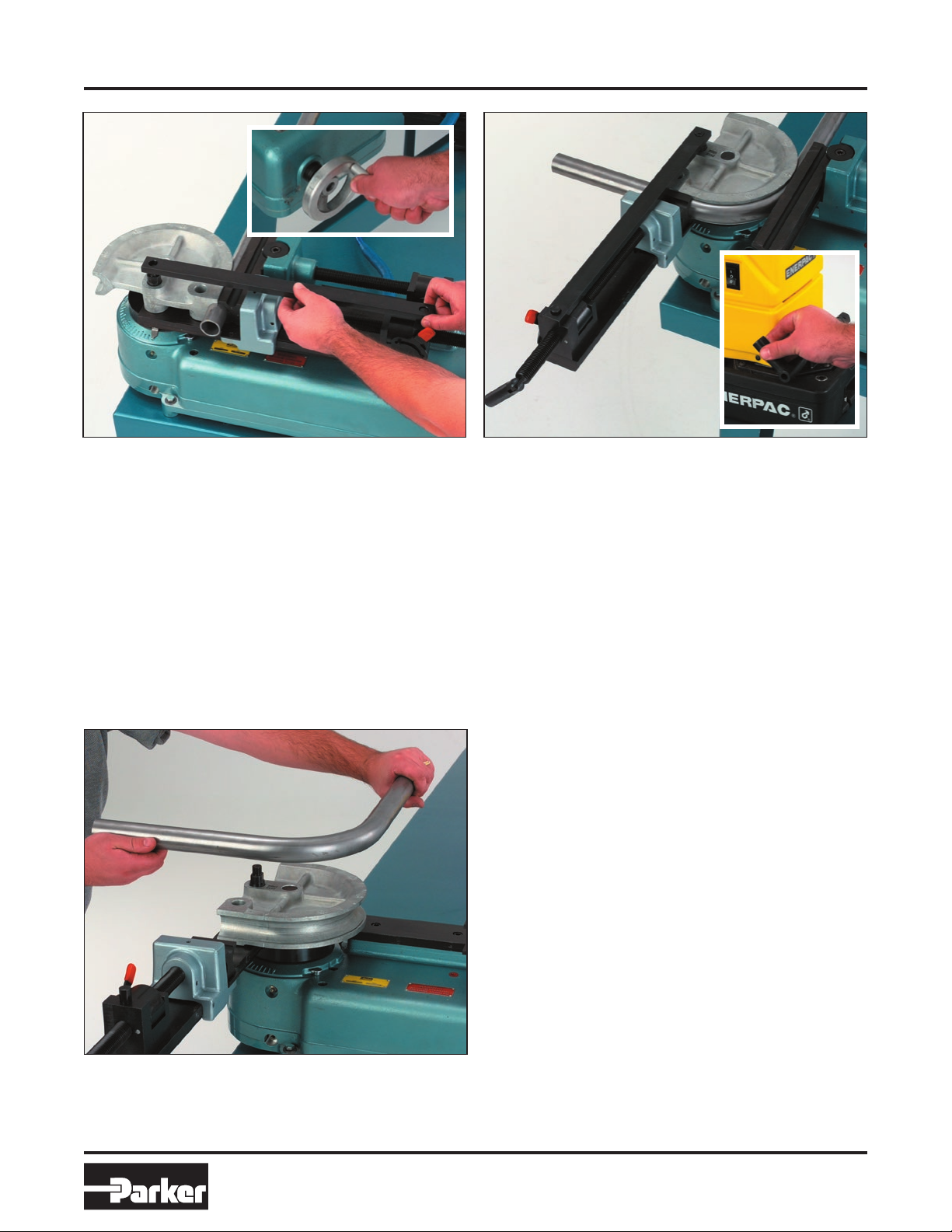
The Parker Model HB632 Tube Bender is a
hydraulically operated bender for bending
annealed steel and stainless steel tubing
from 3/8" O.D. through 2" O.D. It is oper-
ated by means of a separate power source
producing 10,000 psi hydraulic pressure. It
can be operated without bolting to a table or
bench if no mandrels are required, making it
an excellent unit to move about and use
at the point where the tubing installation is
being made. It can also be attached to a
table and used with mandrels.
Capacity
Table 1 at right assigns a Model Code for
each model of Parker tube benders. Table 2
gives the capacity for all Parker benders. The
Model HB632 is represented by model code
C so you can easily check for its capabilities in
Table 2.
Part No.: 631050
Bender Construction
The bender consists of a cast aluminum housing, with a hydraulically
actuated drive mechanism which enables an operator to make bends up to
180° in one continuous smooth operation on tubing up to 2" in diameter.
Specifications:
1) Min. tube size 3/8"
2) Max. tube size 2"
3) Min. bend radius 1-1/8"
4) Max. bend radius 12" (special order)
5) Max. tube bend 180°
6) Weight — 170 lbs. (77.1 kg) without accessories
7) Minimum tube wall thickness (% of O.D.) 4% with
mandrel, 7% without mandrel
8) The HB632 is capable of bending 1/2" O.D. and
under fully annealed steel and stainless steel tubing
with no limit on tube wall thickness
9) The HB632 is capable of bending SOFT aluminum
and copper tubing with no limit on wall thickness.
10) For HARD copper, ALLOY STEEL, and HIGH
STRENGTH aluminum, use the tabulations shown
for stainless steel.
Tube Bender Model Codes
Model
Code
Model
No.
Tubing O.D.
Capacity
Bender
Type
Rated Torque
(in./lbs.)
A 412 1/4" – 3/4" Worm & Gear 2,700
B 424 1/4" – 1-1/4" Worm & Gear 11,000
C HB632 1/4" – 2" Hydraulic 52,000
D CP432 3/8" – 2" Hydraulic N/A
Table 1 – Tube Bender Model Codes
Tube Benders Maximum Capacity Guide*
Tube
O.D.
(in.) Material
Tube Wall Thickness (inches)
0.035 0.049 0.058 0.065 0.072 0.083 0.095 0.109 0.120 0.134 0.156 0.188
Tube Bender Model Codes
3/4 S ABCD ABCD ABCD ABCD BCD BCD BCD BCD BCD BCD BCD BCD
SS BCD BCD BCD BCD BCD BCD BCD BCD BCD BCD BCD BCD
1S BCD BCD BCD BCD BCD BCD BCD BCD BCD BCD BCD BCD
SS BCD BCD BCD BCD BCD BCD BCD BCD BCD BCD CD CD
1-1/4 S BCD BCD BCD BCD BCD BCD CD CD CD CD CD CD
SS BCD BCD BCD BCD BCD CD CD CD CD CD C C
1-1/2 S BCD BCD BCD BCD BCD CD CD CD CD CD CD CD
SS BCD BCD CD CD CD CD CD CD CD CD C C
2S CD CD CD CD CD CD CD CD CD CD CD CD
SS CD CD CD CD CD CD CD CD CD CD — —
Table 2 – Tube Benders Maximum Capacity Guide * See page 3 for pipe bending capabilities