Maintenance, Fault Finding and Warranty.
Used correctly, you can expect a long life from a Parker
Torchology Pull-Mig torch, but in order to ensure this
long life, there are a few precautions you should take
note of when using and servicing your torch.
We would recommend that you should pay attention to
the following:
O Ring care
Swan necks are fitted with O-rings to seal both water
and gas channels. The condition of these rings is critical
to the smooth operation of a Parker Torchology Pull-
Mig torch. Damage to these O-rings may affect the weld
performance.
Great care should always be taken when removing or
replacing the neck. Each time the neck is withdrawn from
the body, the O-rings should be inspected. If any wear or
damage is suspected, the O-rings must be replaced.
Any suitable lubricant designed for O-Ring assembly
should always be applied to the O-rings whenever the
neck is removed, or when fitting replacement O-rings.
When applying lubricant,care should be taken not to
block any of the gas or water passage holes.
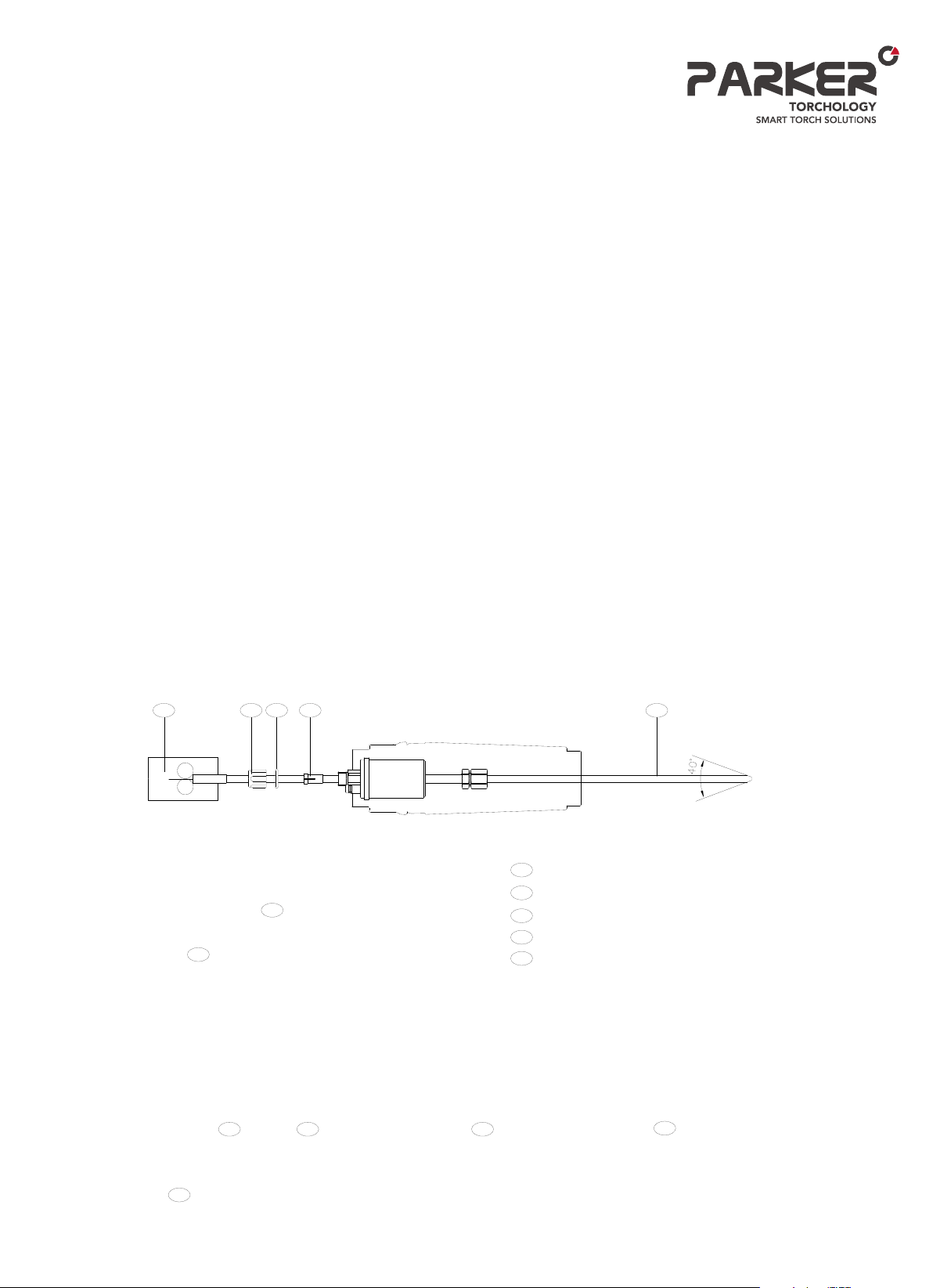
Front-end consumables
The nozzle, contact tip and diffuser all run at very high
temperatures and you should regularly inspect them
for wear and operational damage. When changing a
contact tip, always use a contact tip spanner to prevent
over tightening. Repeated over tightening will destroy the
threads in the tip adaptor.
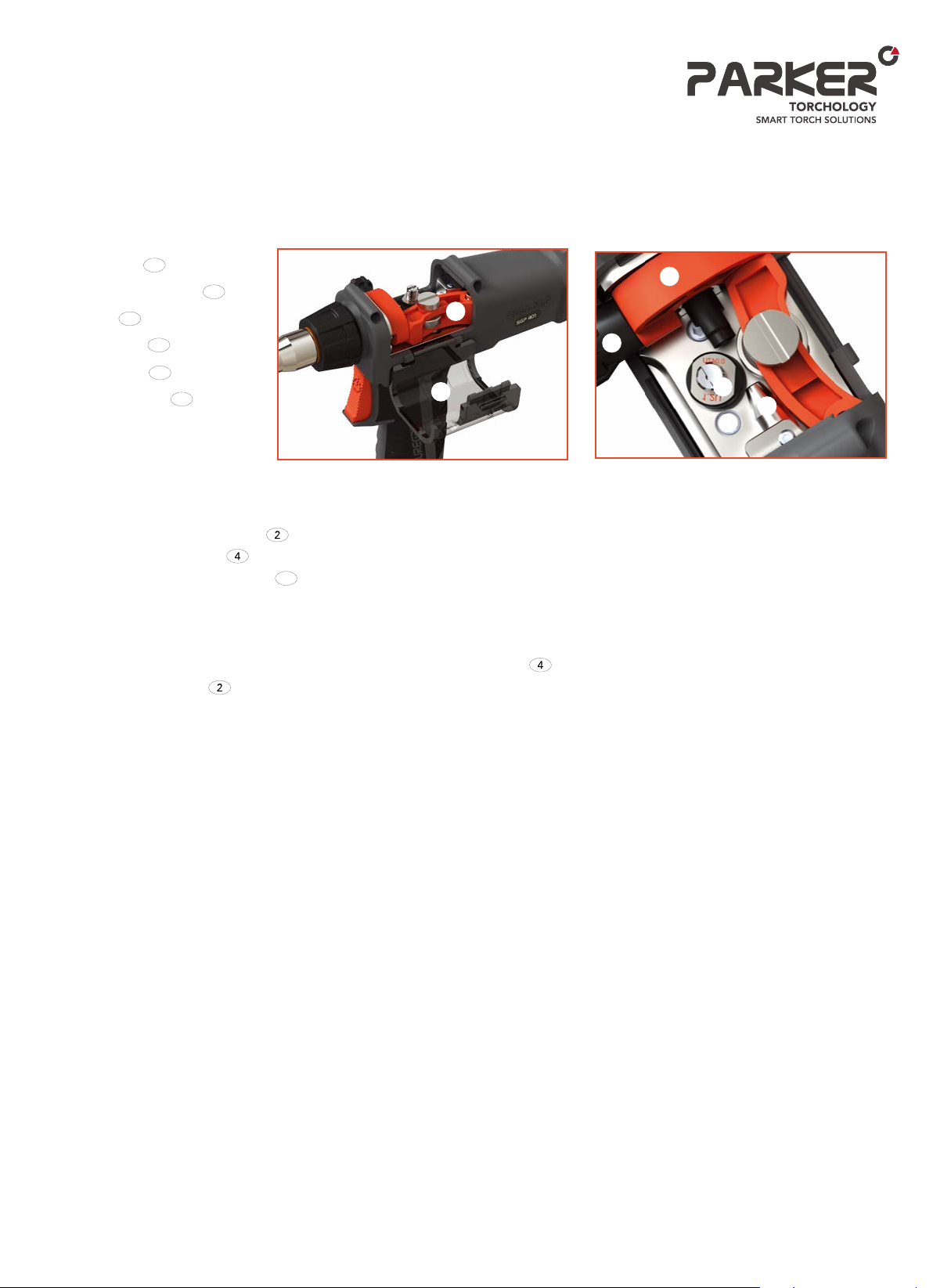
Drive Rolls
Always make sure you have the correct drive roll for the
type and size wire you are using and note that the drive
roll threads are Left-Hand and the drive roll can be
inverted to double its life.
The drive roll and pressure roll should be inspected
regularly for wear. Run the gun in a quiet place, without
wire feeding and listen for any unusual noises. You can
eliminate pressure roll from drive roll noise by releasing
the pressure arm. If you suspect something is wrong,
you should contact your distributor or dealer.
The area around the drive roll should be regularly
dusted off to prevent dust and workshop debris from
accumulating. We do not recommend lubricating the
drive shaft or pressure roll. These are sealed for life
units and lubrication oils or greases will only pick up dust
and turn these oils and greases into a grinding paste. A
simple dust off is all that is required.
The gearbox, drive motor and shaft top bearing are also
sealed for life. No maintenance is required.
Parker Torchology Pull-Mig Warranty
Every Parker Torchology Pull-Mig welding torch is
manufactured to the highest standards and carries a 3
month warranty from the date of sale to the end user. The warranty
covers and is limited to, a fault developing as a result of faulty
workmanship or faulty
materials.
What is covered?
• Defective materials used in the manufacture of the product.
• Faulty workmanship in the manufacture of the product
What is not covered?
• Incorrect use or damage.
• Normal wear and tear to either the product or the
consumables supplied with the product.
• Faults arising from using non-Parker Torchology
spare parts.
• Direct or indirect costs of any form arising as a result of
a suspected, or actual, defective product.
How to make a claim.
This warranty is limited to the original purchaser of the product, it
is not transferable. If a fault is suspected, the dealer or ourselves
must be contacted and informed of the fault before the product is
returned.
You can contact us by
Mail: sales@parkertorchology.com
How will we handle any claim?
Parker Torchology's sales office may ask you to return the product
with a copy of your proof of purchase, (If you are the end-user) or a
copy of proof of sale (If you are a distributor).
Depending on the nature of the claim, we may ask one of our
technical staff to discuss the problem with you to get a quick
resolution.
Once the cause of the problem is established and at our
discretion, we will either repair or replace the defective product
free of charge.
We will refund the costs incurred in returning the product if a
defect is found, but will only refund normal transport costs. We
will not pay for UPS, Express deliveries or any other high speed
carriers.
If we believe the product failure is as a result of any reason other
than defective materials or manufacture, we will issue a written
report to you detailing our findings.
Other issues.
Whilst Pull-Mig welding torches will give long and lasting
service, we do understand the harsh and demanding working
environment in which our products operate, therefore Parker
retain the right to deal with any fault in a manner that best suits
Parker Torchology.
This warranty is an addition to Parker’s standard terms and
conditions and Parker's standard Terms and Conditions of Sale
will take precedence over this warranty.
Maintenance, Fault Finding, and Warranty.
8