VACUUM CONVEYORS
5
Exhaust from the vacuum pump
The exhaust air from the conveyor’s vacuum pump
may, in certain applications, constitute a risk and
cause injuries. If the filter is not fully intact when pow-
der with small particles is conveyed, the particles may
penetratethefilterand enter the pump, andfurtheron
out to the atmosphere and possibly contaminate it.
Dangerous gases may also be generated and be car-
ried out together with the exhaust air. In such cases
the pump shall be fitted with a central exhaust with an
external filter. In certain cases, another alternative
could be the use of a sterile-filter unit. Never look di-
rectly into the outlet of the vacuum pump. Do not for-
get to disconnect the supply of compressed air when
cleaning or servicing the vacuum conveyor
Compressed air
We recommend that compressed air of at least quality
class 3 is used (ISO norm 8573.1) for PIAB’s vacuum
pumps. This means that only a maximum of 5 mg/m3
of a maximum of 5 µ size particles may be present in
the compressed air.
For the USDA conveyor to conform to the American re-
quirements of the authorities, the air for the air shock
must be delivered according to 3-A Accepted Practice
No. 604-04. This means, among other things, that the
air shall be free from oil and be filtered.
Preventing pressure-drops in
the air supply
It is important to correctly dimension the compressed-
air hose that supplies the conveyor so that unneces-
sary pressure drops do not occur. The longer the hose,
the larger the dimension required. Also remember
thatpush-inconnections with built-innon-returnvalves
may cause pressure drops. Also, take into consider-
ation that there may be other devices in the com-
pressed-air network that might consume compressed
air.
Dimensioning of the compressed-air pipeline
A very important part of a vacuum system is correctly
dimensioned hoses and connections. In order to get
the highest possible performance from each vacuum
pump, the table below that recommends hose diame-
ters in mm (inner diameter) should be used.
The above compressed-air connections apply for pipe-
lines that are shorter than 10 m (33 ft). If the pipeline
is longer than 10 m (33 ft), select a pipeline of a larger
diameter.
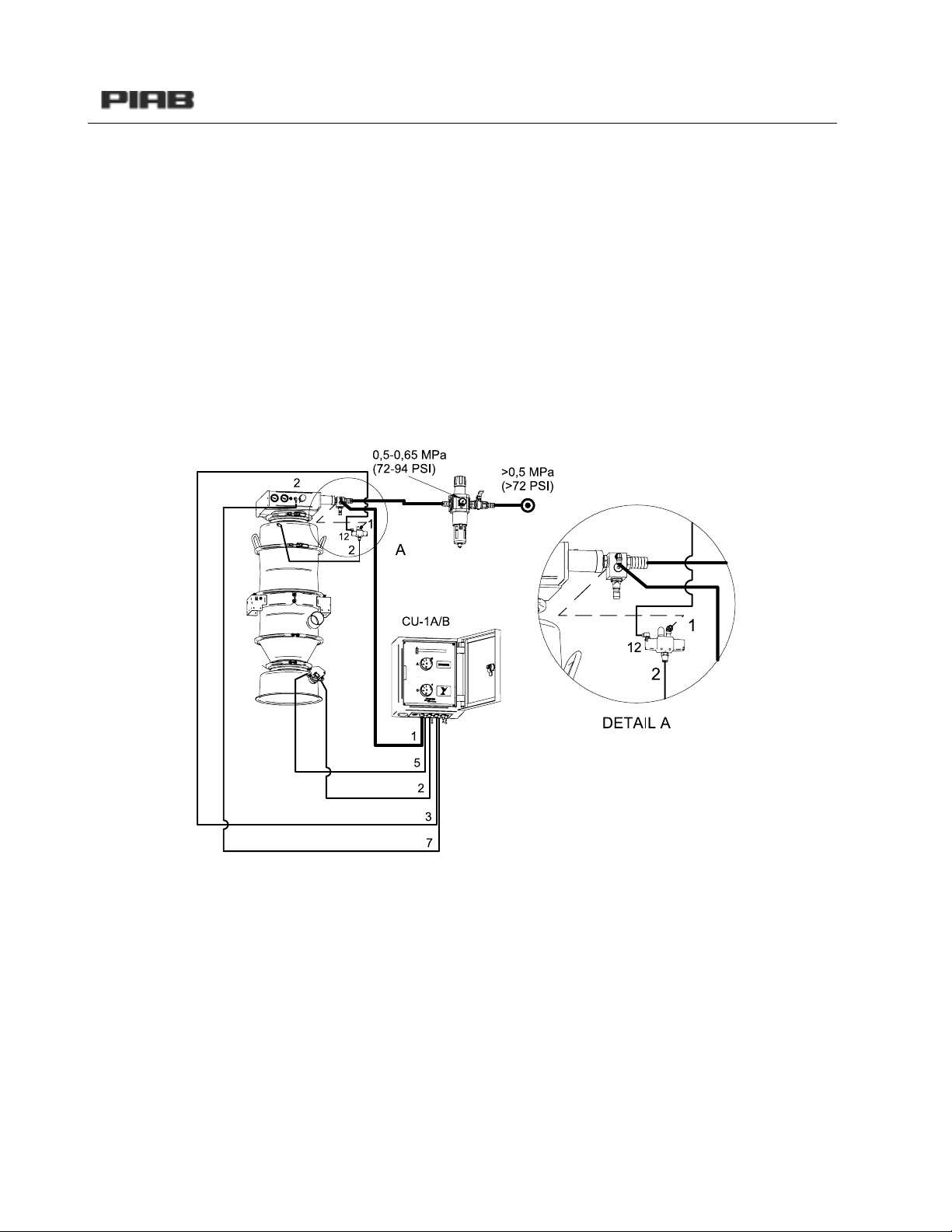
Installation of compressed air
The feed pressure of the compressed air is between
0.4(58)and0.6 (87 psi) MPaforPIABvacuum convey-
orsandpumps.Careless usage ofcompressedairmay
cause injuries.
The compressed air may not be used for any other pur-
pose than specified.
All applicable safety regulations for installation, opera-
tion and maintenance must be followed.
Always disconnect the supply of compressed air when
cleaning or servicing the vacuum conveyor.
You are responsible for your own and other people’s
safety at the place of work.
Contact your local PIAB distributor if you have any
questions.
Pump model Compressed-air
connection
Exhaust connec-
tion (mm)
Maxi L100 1/2" 75
Maxi L200 1/2" 75
Maxi L400 1/2" 75
Maxi L600 1" 2x75
Maxi L800 1" 2x75
Maxi L1200 1" 2x75
Maxi L1600 1" 2x75