HEATING MAIN MONTAGE INSTRUCTIONS CV4.04
If main heating pipeline is deep enough,
then fitting branch can be placed with an
uplift and then trench will be deeper by H:
H = D + h,
If the depth of the main heating pipeline is
not deep enough, then T-piece should be
diverted to the bottom and piece trench
should be deeper then H.
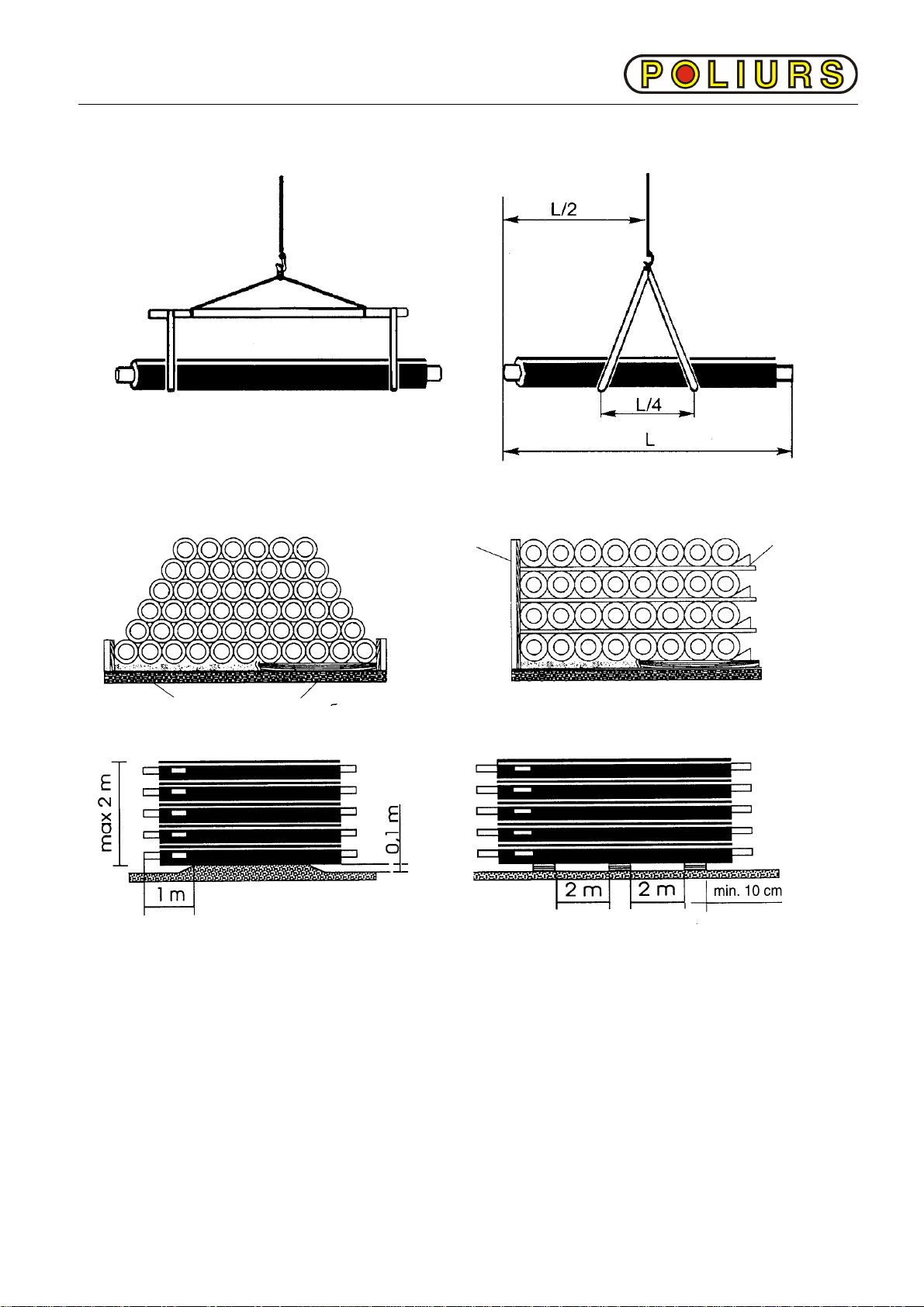
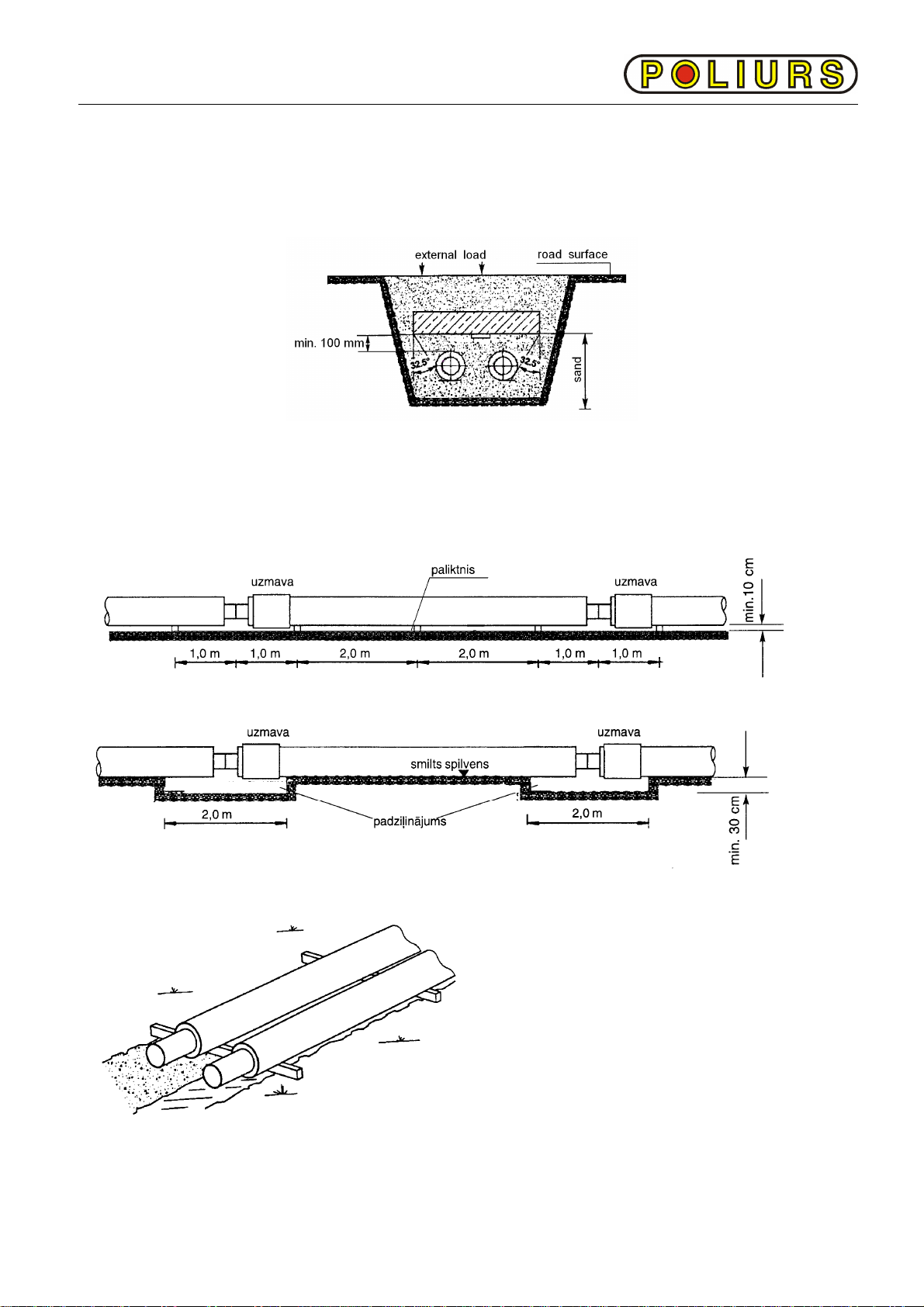
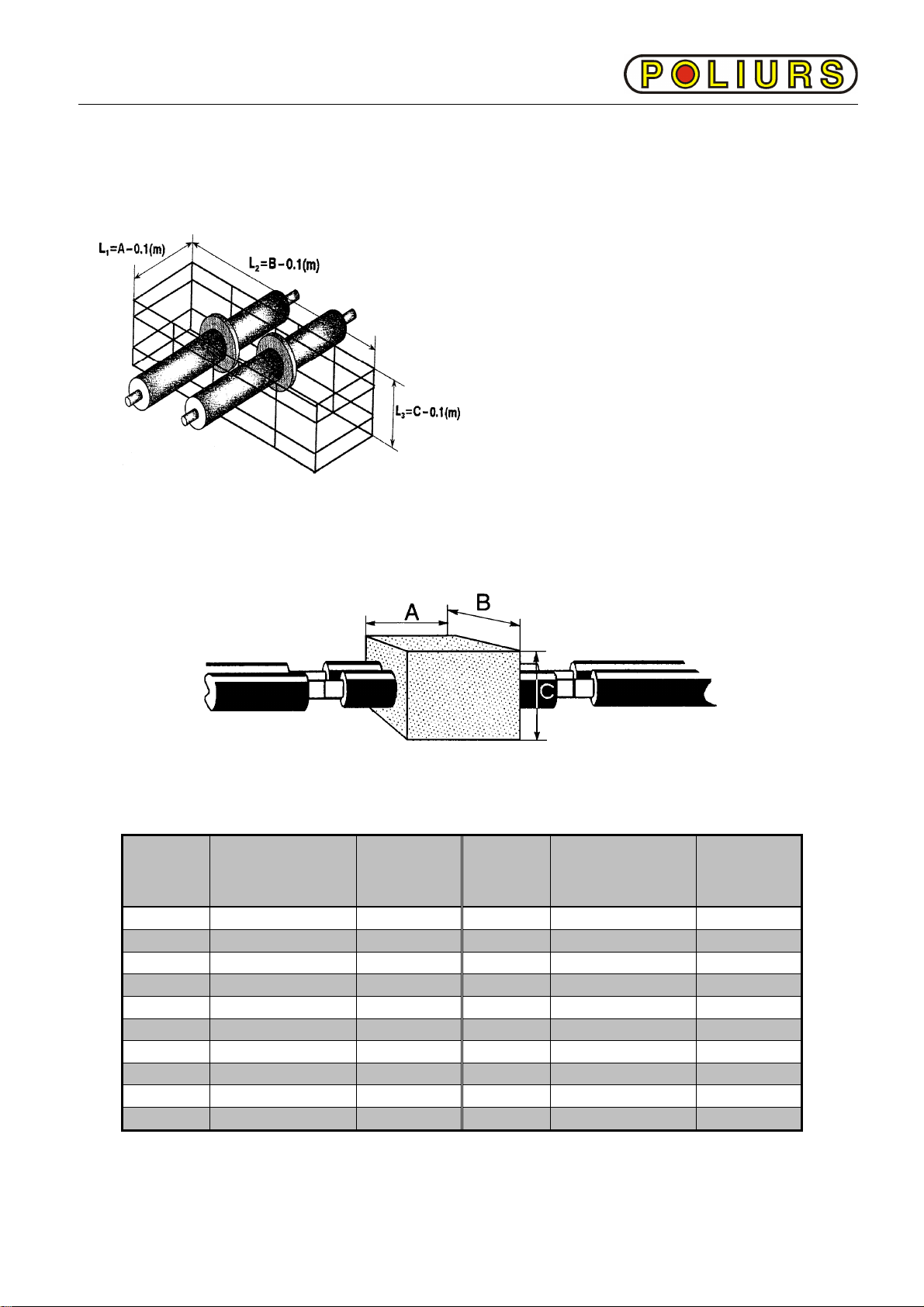
In places where compensation pillows are
placed, trench width should be increased,
depending on pillow amounts and location.
Trench widening shall comply with
compensation pillow length and thickness.
For above ground main pipeline is from
galvanized iron. During montage process
pipes are held together by sliding support.
Pipe is fixed to the sliding support with help
of clamp and non-metallic padding.
The welder should be certified according to the LVS EN 287 standard and according to
technology, which corresponds to LVS EN ISO 15607 demands.
Before steel pipe welding, on cover pipe should be put on cylindrical polyethylene (PE)
sleeves, which are use for connection montage.
To avoid damage of burning of the isolation material, ends of the pipe should be covered
or protected, for example with aluminum protectors. Protective materials should be
removed right after the welding is done and sleeve should get moved over the joining line.
After welding of the steel pipe check PE sleeve before placing it over the joining line.
Before montage, while performing montage and after, it is required so that pipes from
inside would be clean, dry and would not contain any foreign materials.
If after performing montage pipes require cleaning, then rinse them with water.
2.3.