Technische Daten
AD983-XFD...........983-XF......................D883-XF...............................................lledoM
BohrleistungStahlmm .............................................32 ........................................32
Motor Volt ..............................................................400 ......................................400
MotorKw ..............................................................0.75 .......................................1.5
DrehzahlenUpm2x 6Stufen ..........50-1250/ 100-2500 ..............50-1250/ 100-2500
Bohrhubmm ..........................................................120 ......................................120
Spi
Automatischer Pinolenvorschub U/min.................... - .......................................... -
ndelkonusMK .......................................................3 .......................................... 3
Spindeldurchmessermm..........................................75 ........................................ 75
Tischgrössemm ...........................................210 x 730 ............................ 240 x 820
X - YAchse mm ............................................285 x 410 ........................... 350 x 520
T-Nutenbreitemm.....................................................16 ........................................16
Masse (max) h/l/b mm .................. 1090 x 1090 x 1060 ............. 2025 x 1790 x 1140
Gewicht kg............................................................. 440 ...................................... 690
Lärmtest imZusammenhang mit demPunkt1.7.4der Maschinenrichtlinien89/392.
Beinormaler,gleichmässigerBelastungderBohrmaschineistderLärmpegel(IEC651-IEC804)unter70dB.Der
Pegel kann jedoch bei verschieden problematisch spanbaren Materialien ansteigen, so dass sich das Bedie-
nungspersonalmiteinemLärmschutzausrüstenmuss.
Maschinenbeschrieb
Mit der Bohr-/Fräsmaschine FX-388D, FX-389D und FX-389DA steht einuniversellesBearbeitungszentrumzur
Verfügungmit demdievielfältigstenZerspanungsarbeitendurchgeführtwerdenkönnen,wofürsonstmehrere
Maschinenerforder- lich sind. Bei richtiger Bedienung und Wartung ist die sichere Funktion und die hohe
Arbeitsgenauigkeit überJahrehinausgewährleistet.
DieMaschinesolltenurnach eingehendemStudiumderBedienungsanleitungundnur, wennalleHandgriffe,die
zurBedienunggehören,sicherverstandenund beherrschtwerden,inBetriebgesetztwerden.
DazusolltedieMaschineinihreneinzelnenFunktionendurchgefahrenwerden,ohnedassdabeidieMaschinein
Betrieb gesetzt wird.
MERKMALE
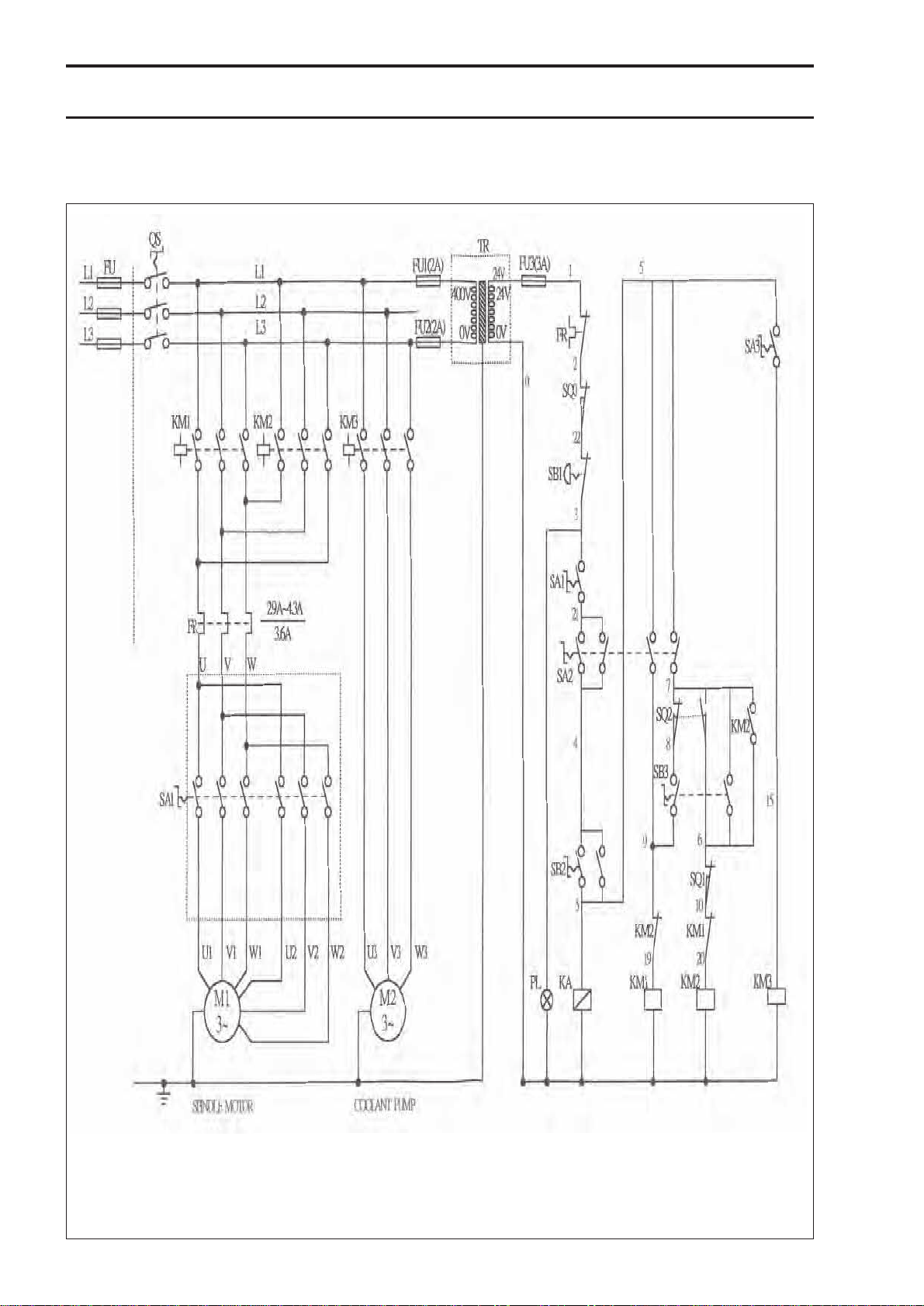
1. DieBauartdieserMaschineerlaubtdasBohrenundFlächenfräsenund Vertikalfräsenmitverschiedensten
Werkzeugen.DieMaschineistmiteinemzweitourigenMotorundeinem6-stufigenUntersetzungsgetriebezur
RegulierungderSpindelgeschwindigkeitenausgerüstet.
2. DieMaschineist präziseverarbeitetundsetzterfahrenemBedienungspersonaldurch dieeinfacheHand-
habungkeineGrenzeninderAnwendung.
3. DerBohrvorgangkanndurchfolgendeMethodeerfolgen:DirektemanuelleSpindelhubbewegungfürden
BohrvorgangodermanuellerFeinvorschubüberdasUntersetzungsgetriebe.
4. DiestabileSchwalbenschwanzsäuleverleihtderMaschineeinehoheSteifigkeitgegenVerzugund gewährlei
stetdiehoheGenauigkeit.
5. DerMaschinenkopfausdichtem,gealtertemGraugussgewährleistetdieBeibehaltungderGenauigkeit,
diedurch die Bearbeitung,wie Schleifenund Präzisionsbohrengegebenist. Der Kopfist durch Versteifungs-
rippenverstärkt.
6. ZumGewindeschneidenist die Maschinemit einerUmkehrschaltungausgerüstet.
................................42
..............................400
...............................1.5
..50-1250 / 100 - 2500
..............................120
..................................4
...........0.1 / 0.18 / 0.28
................................75
....................240 x 820
....................350 x 520
................................16
........2025 x 950 x 965
.............................690