8 | Install Slide Rail — Assembly | Flextrac Series
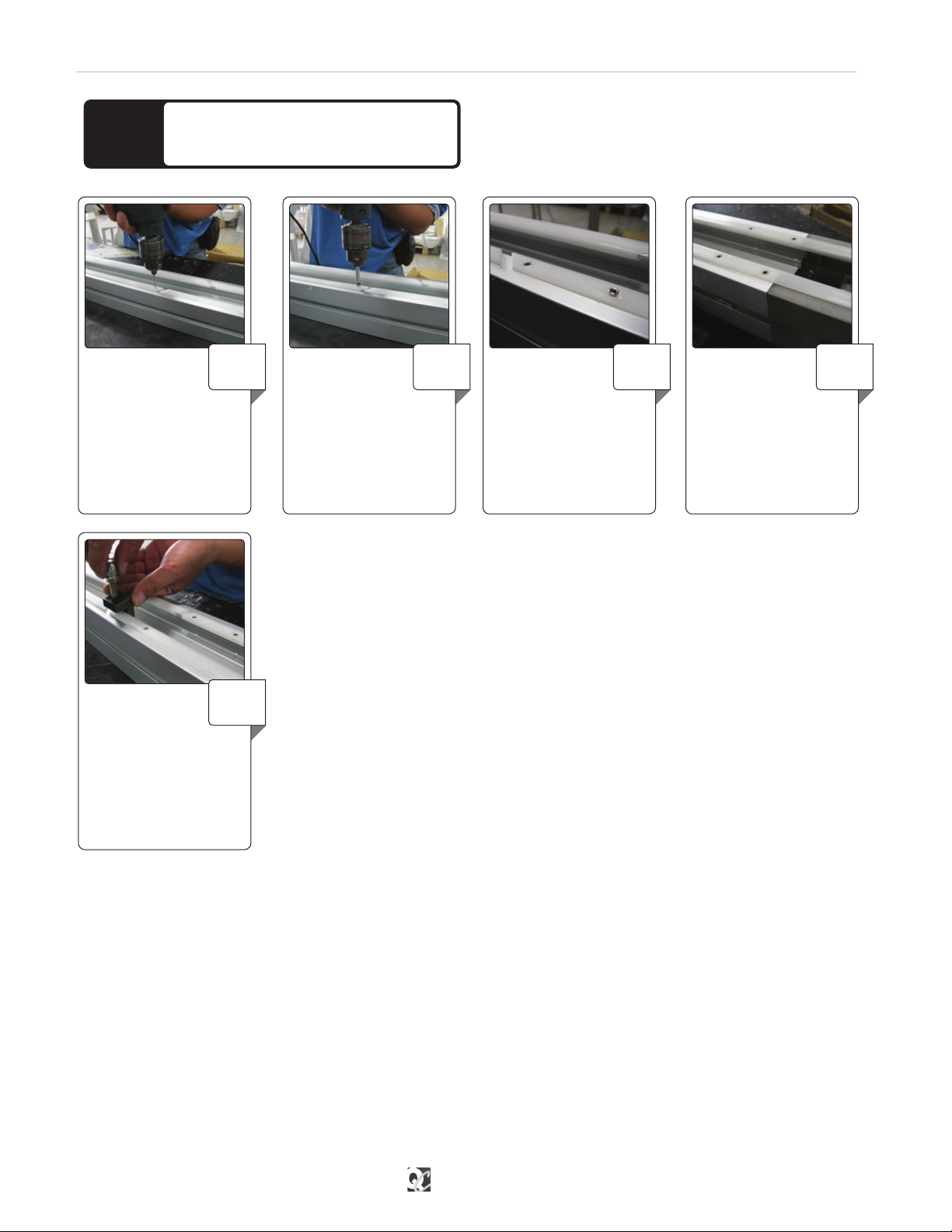
Install Slide Rail ASSEMBLY
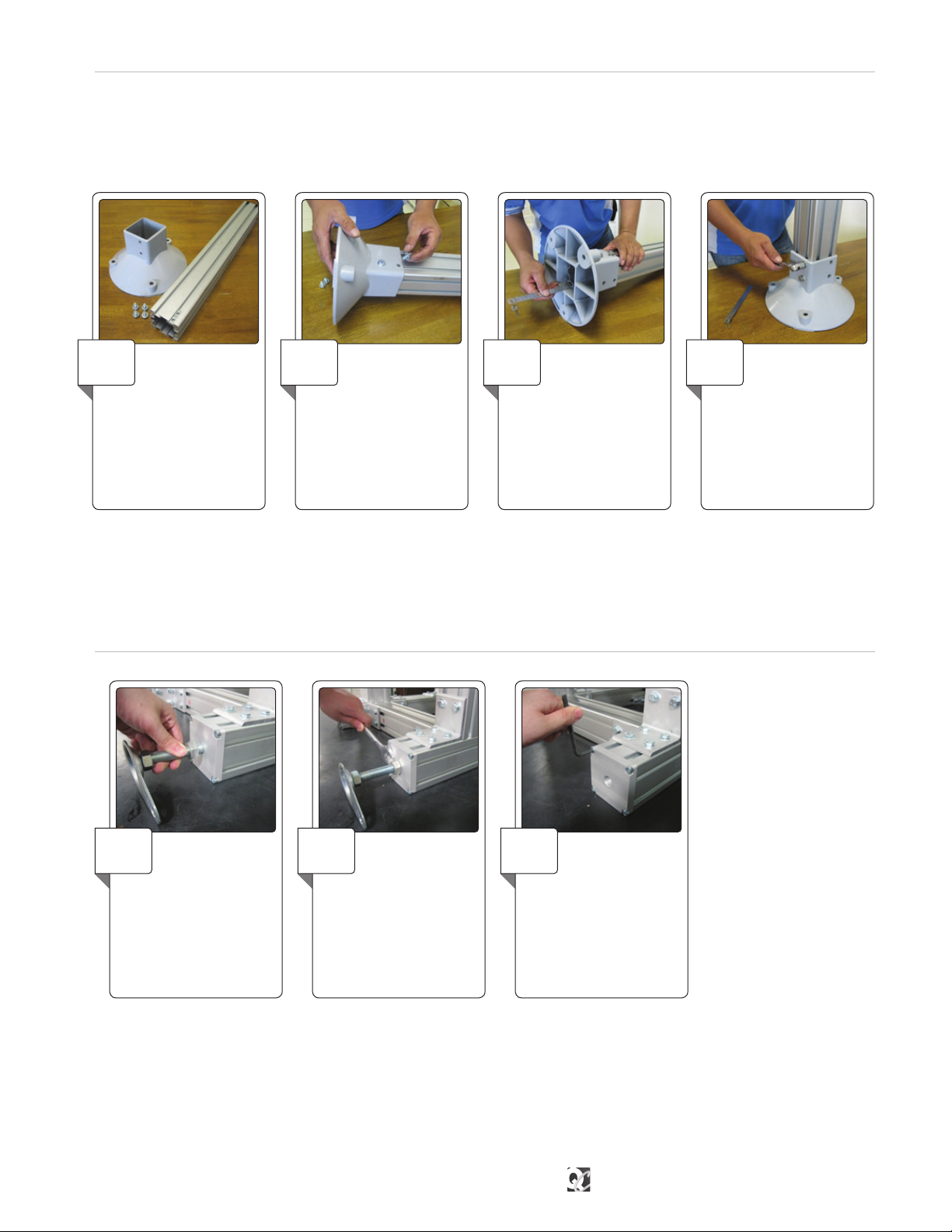
Joining Slide Rail
Start the slide rail assembly
at an idler end unit.
Separate the top and bottom
ange of the slide rail at the end of
the rail and press into place.
1
Cut both slide rail ends at
45° angle. The beginning
of the new slide rail section in the
direction of travel should receive
a second cut at a slightly steeper
angle.
1
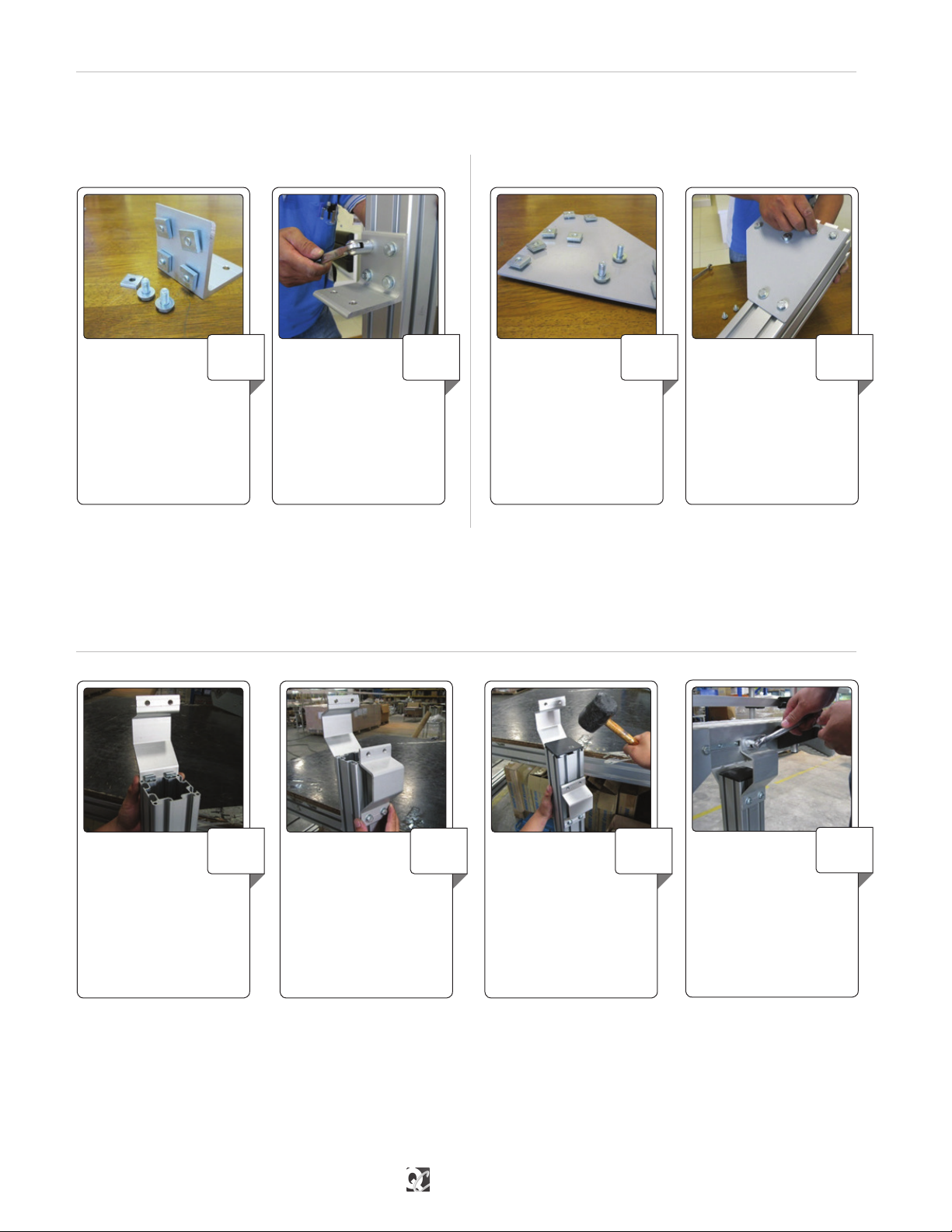
Ensure the slide rail is
properly mounted and
snaps onto the beam. The anged
edge of the siderail should snap
over the ange on the inner edge
of the beam.
2
Allow a space of
approximately 10mm
between two slide rail ends.
2
Use the slide rail assembly
tool to press the slide rail
into place. One end of the tool is
used when slide rail is mounted
onto rst side of the beam and the
other end is used when mounting
slide rail onto the second side.
3
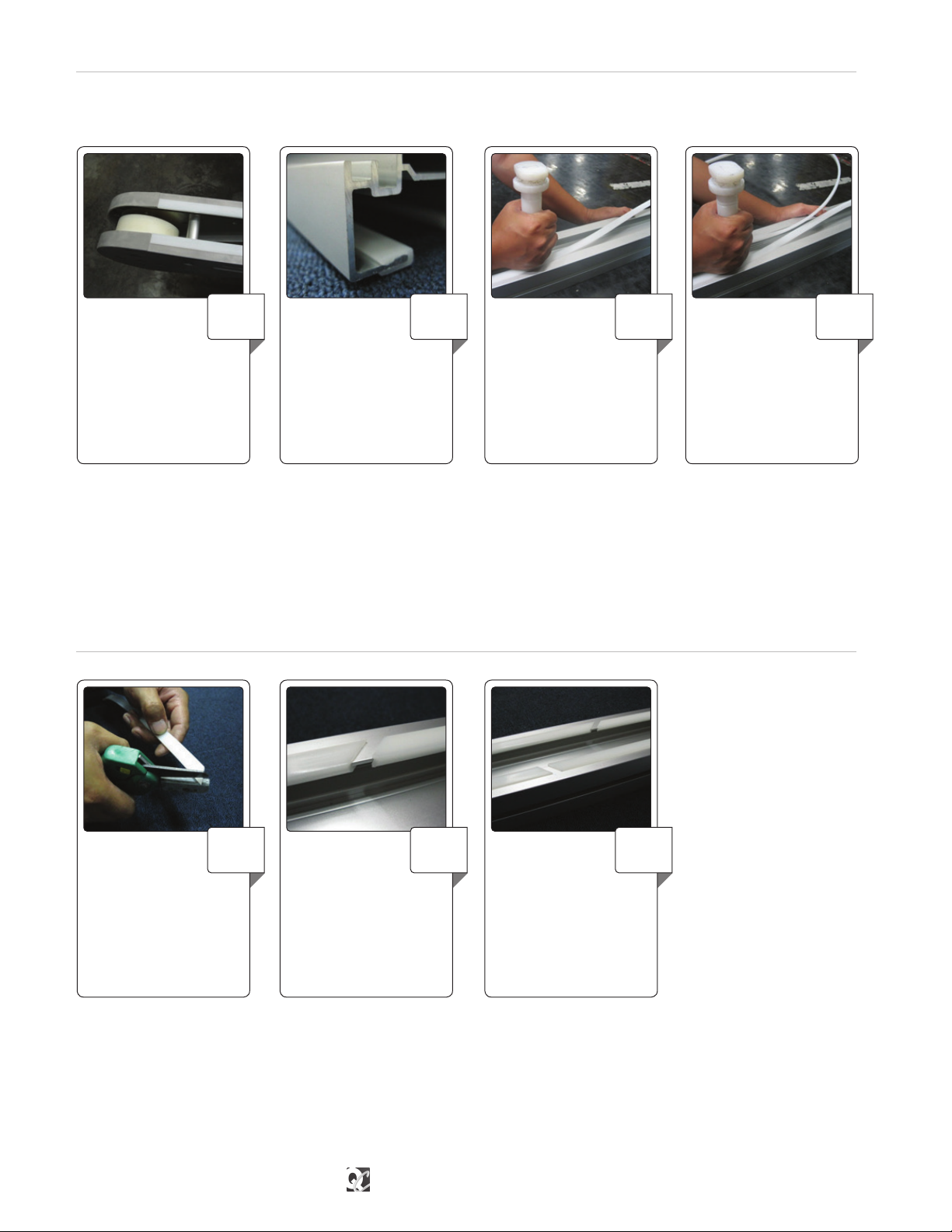
Do not place two slide rail
joints opposite each other.
Make sure there is a distance of
at least 100mm between them to
make sure the chain run smoothly
(this does not apply at idler end or
drive unit; these joints are always
parallel).
3
Slide rail should be
installed on both top
and bottom of beam (unless top
running chain only).
4
The slide rail is attached to the sides of the conveyor beam to reduce chain friction where the chain would otherwise be in direct
contact with the beam prole. It is very important that the slide rail is installed properly, so that the chain can run without disruption.