Contents
1 Summary.......................................................................................................................................... 4
1.1 Product Advantages ..............................................................................................................4
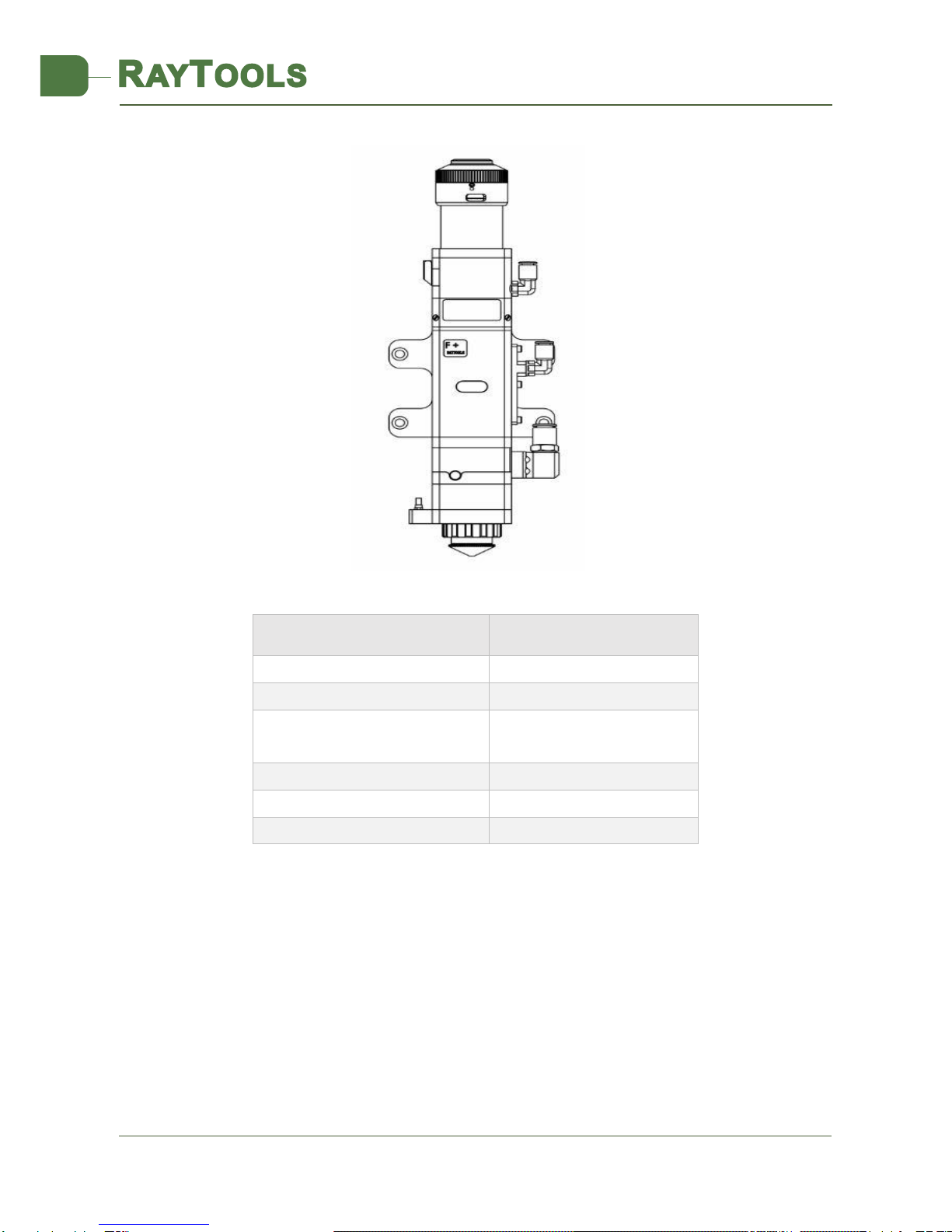
1.2 Structure & Function ............................................................................................................5
2 Machinery Installation ..................................................................................................................... 6
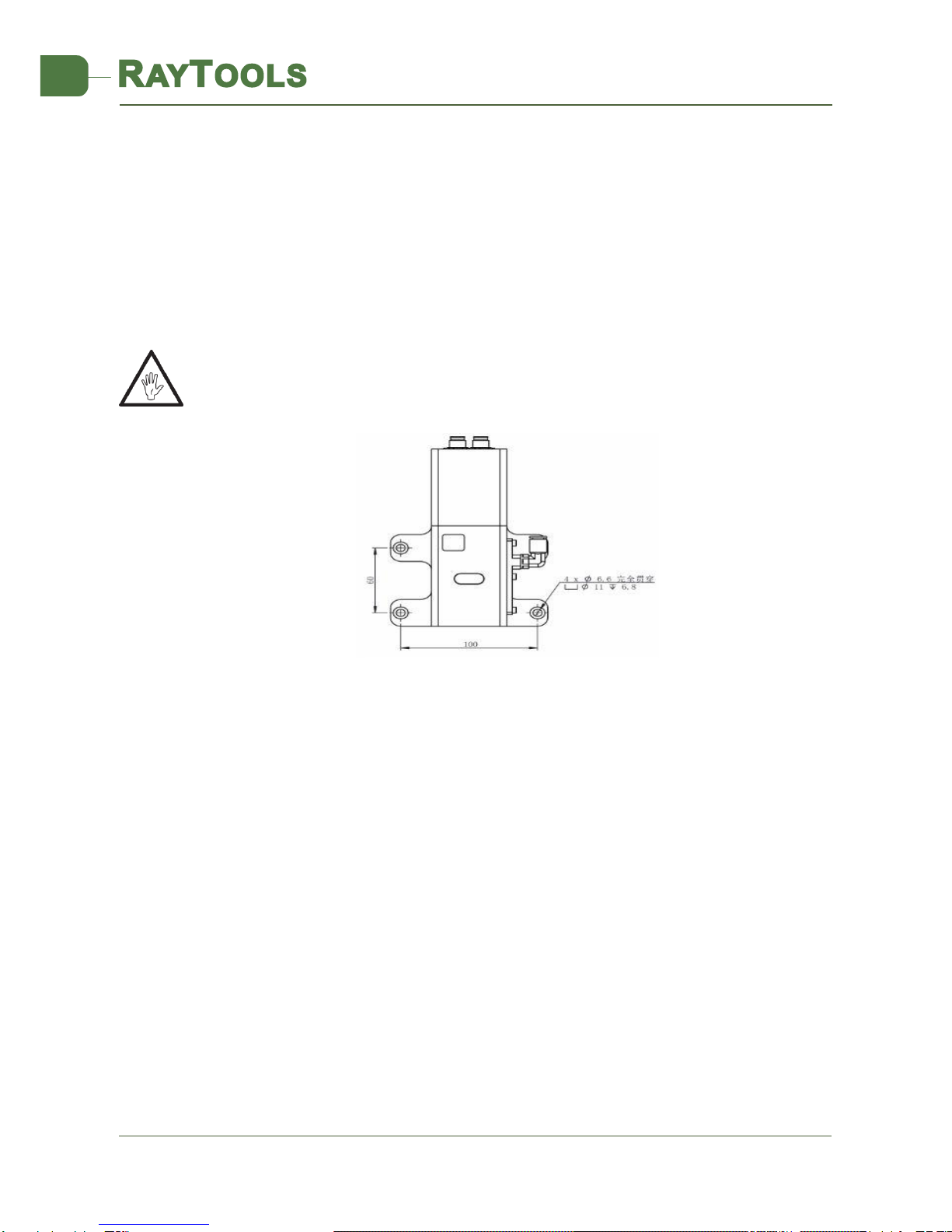
2.1 Hole Site installation .............................................................................................................6
2.2 Connection of Water Pipe and Gas Pipe...............................................................................6
2.2.1 Water-cooled Interface .................................................................................................6
2.2.2 Assist Gas Interface....................................................................................................7
2.3 Connection of Cutting Head Cable........................................................................................8
2.3.1 Connection of Cutting Head and Cable.........................................................................8
2.3.2 Connection Cable and Driver Connection..................................................................9
2.4 Fiber Input Interface .............................................................................................................9
2.5 Fiber Insertion and Interface Direction Adjustment.............................................................9
3 System Installation Commissioning ............................................................................................... 11
3.1 Non-bus Position Loop-BC ..................................................................................................11
3.1.1 Distribution .................................................................................................................11
3.1.2 Software Settings ........................................................................................................12
3.1.3 Interface Operation.....................................................................................................12
4 Beam Adjustments and Focusing...................................................................................................14
4.1 Beam Adjustments (QBH Interface)....................................................................................14
4.2 The Focus Position Adjustment ..........................................................................................15
5 Maintenance .....................................................................................................................................16
5.1 Cleaning Lens ......................................................................................................................16
5.2 Removal and Installation of Lenses ....................................................................................17
5.2.1 Removal and Installation of Protective Lenses ...........................................................17
5.2.2 Removal and Installation of Collimating Protective Glasses....................................17
5.2.3 Removal and Installation of Collimating Lenses .........................................................18
5.3 Replace Nozzle Connector ..................................................................................................21