V1.1 Shanghai Empower Technologies Co., Ltd. © Copy Right
BM114 SERIES 6KW Laser Cutting Head User Manual
Index
1 Summary......................................................................................................................................4
1.1 Product Advantages................................................................................................................. 4
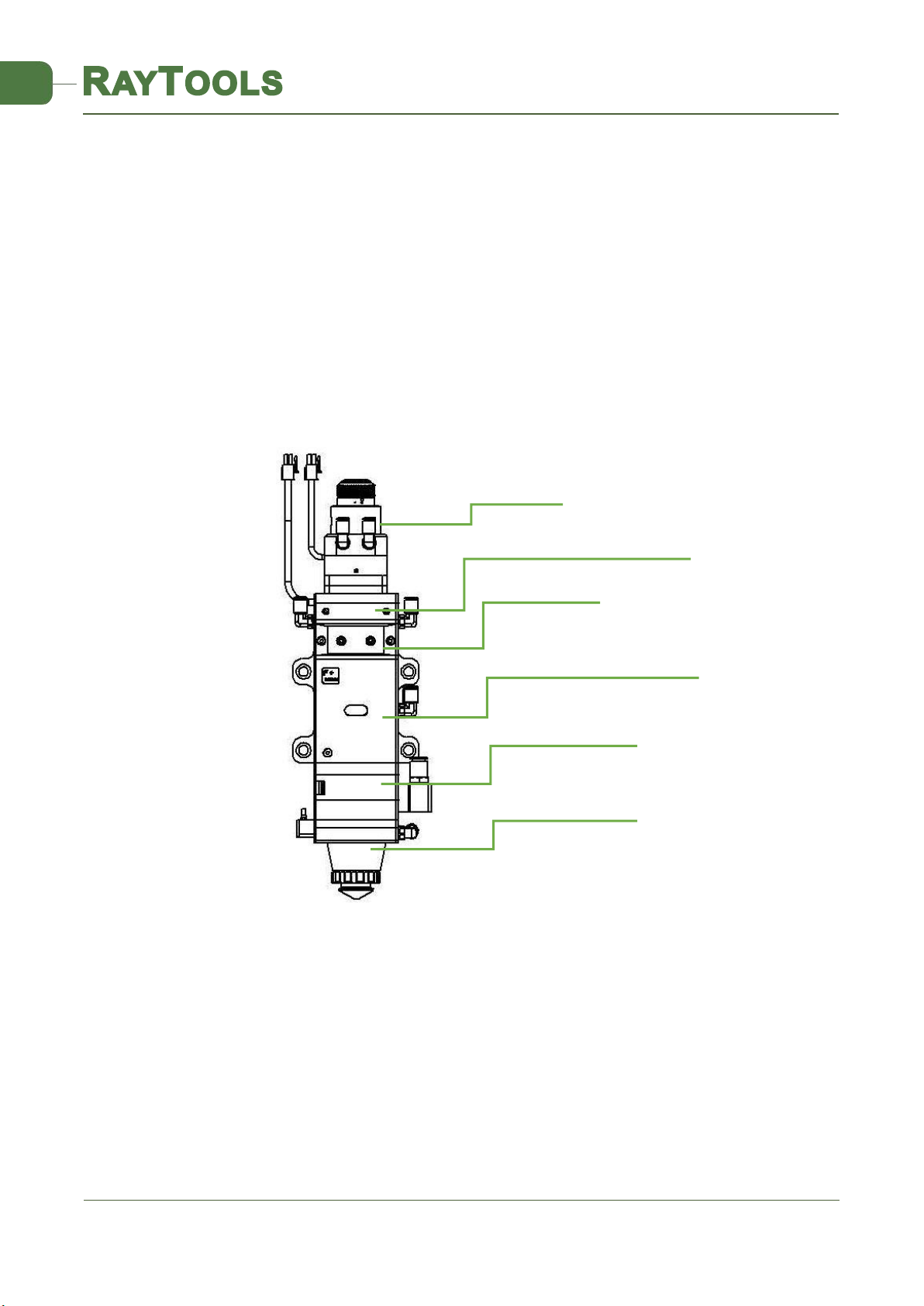
1.2 Structure & Function................................................................................................................ 5
2 Machinery Installation.................................................................................................................6
2.1 Hole site installation installation.............................................................................................. 6
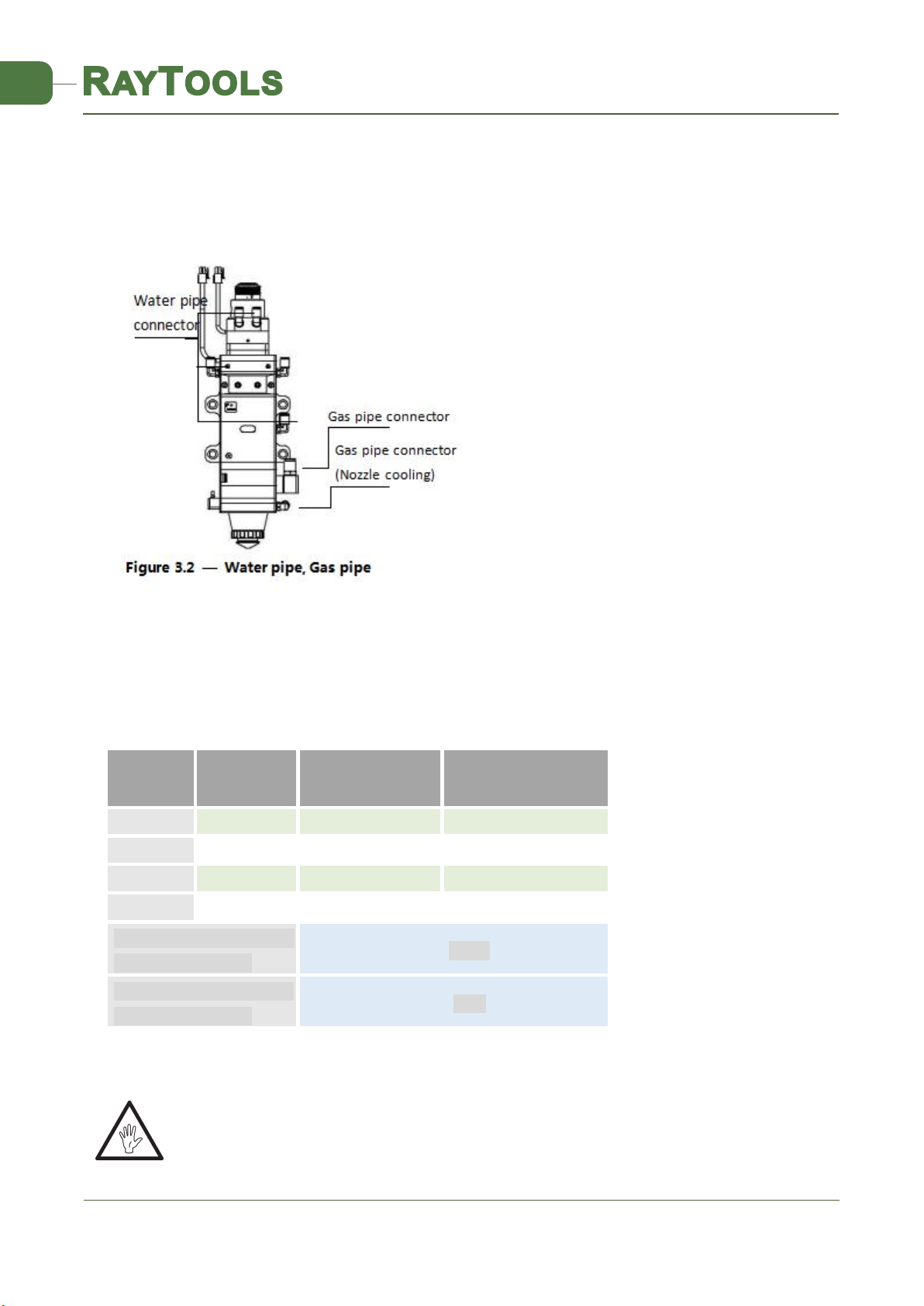
2.2 Connection of Water Pipe and Gas Pipe.................................................................................. 6
2.2.1 Water-cooled interface..........................................................................................6
2.2.2 Assist gas interface................................................................................................ 7
2.3 Connection of Cutting Head Cable........................................................................................... 8
2.3.1 Connection of Cutting Head and Cable................................................................. 8
2.3.2 Cable Connection and Driver Connection............................................................. 8
2.4 Fiber Input Interface.................................................................................................................8
2.5 Fiber Insertion and Interface Direction Adjustment................................................................ 9
3 System Installation Commissioning...........................................................................................10
3.1 EtherCAT Installation.............................................................................................................. 10
3.1.1 Distribution..........................................................................................................10
3.1.2 Configure the Hardware...................................................................................... 10
3.1.3 eInterface Settings and Adjustments.................................................................. 11
3.1.4 Cutting Parameter Setting................................................................................... 13
3.2 BC with position mode........................................................................................................... 14
3.2.1 Distribution..........................................................................................................14
3.2.2 Software Settings.................................................................................................14
3.2.3 Interface Operation............................................................................................. 15
3.3 BC with velocity mode............................................................................................................16
3.3.1 Distribution..........................................................................................................16
3.3.2 Software settings.................................................................................................16
3.3.3 Interface Operation............................................................................................. 17
4 Beam Adjustments and Focusing.............................................................................................. 18
4.1 Beam Adjustments (QBH interface)....................................................................................... 18
4.2 The Focus Position Adjustment..............................................................................................19
5 Maintenance..............................................................................................................................19
5.1 Cleaning Lens..........................................................................................................................19
5.2 Removal and Installation of Lenses........................................................................................20
5.2.1 Removal and Installation of Collimating Protective Lenses................................ 20
5.2.2 Removal and Installation of Collimating Lenses..................................................20
5.2.3 Removal and Installation of Collimating Lenses..................................................21
5.2.4 Removal and Installation of Focus Lenses...........................................................22
5.3 Replace Nozzle Connector......................................................................................................23