2
Quick-Acting Pipe Welding Clamp Instructions
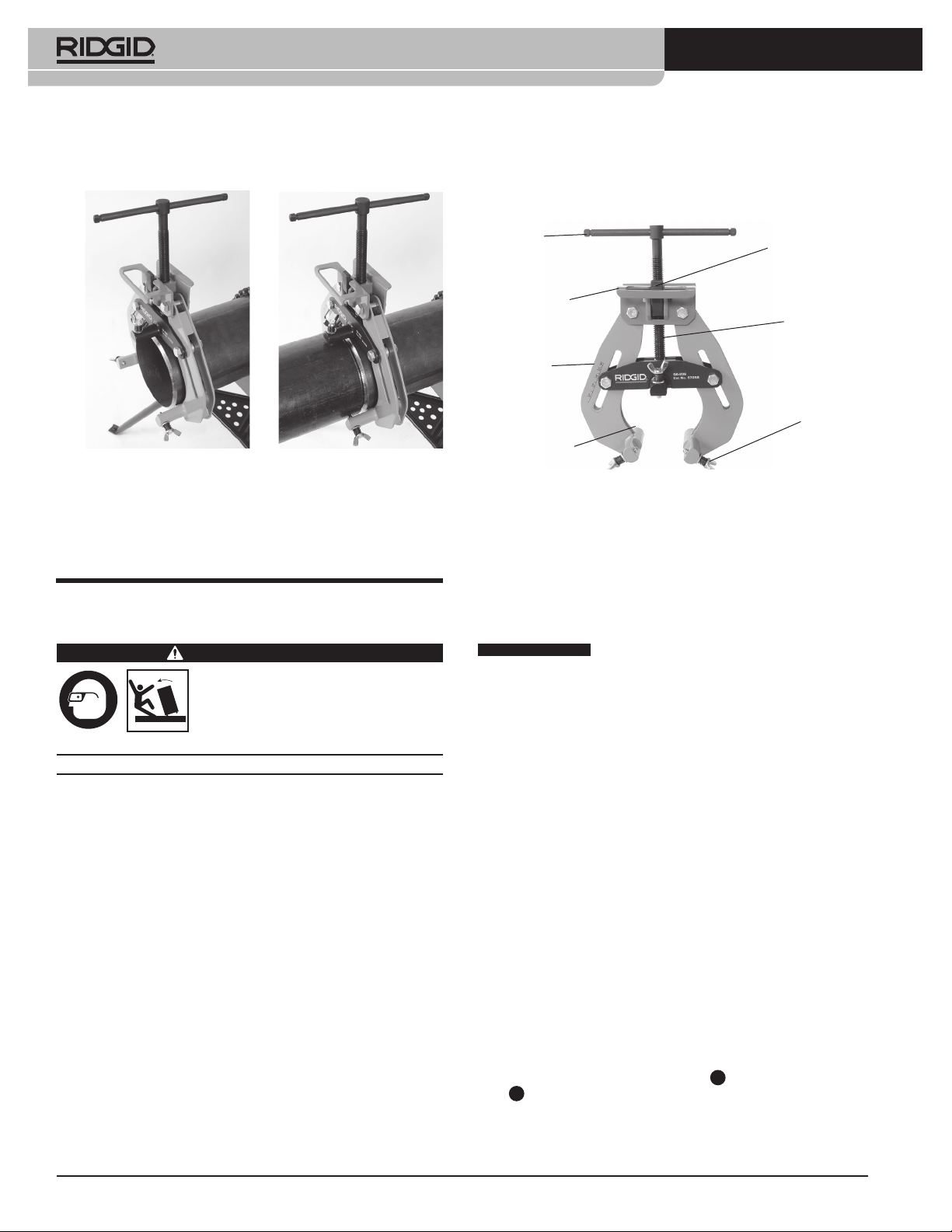
See Figure 5. If needed, the wing bolts can be used to
adjust alignment. If the second workpiece is a different
size from the first, start adjustment by turning each wing
bolt an equal number of turns.
Confirm that the workpieces are properly supported and
that the pipe clamp is not supporting the workpieces.
8. To remove the pipe clamp, loosen the handle 2 turns and
open the clamp (Figure 2) .
Utilisation de la pince de soudage
rapide pour tuyaux
AVERTISSEMENT
Avant d’utiliser cet outil et afin de
limiter les risques de grave lésion
corporelle, familiarisez-vous avec
les instructions et consignes de
sécurité suivantes, ainsi que celles
visant l’ensemble du matériel et des matériaux utilisés.
CONSERVEZ CES INSTRUCTIONS !
• Prévoyez les équipements de protection appropriés.
Portez systématiquement une protection oculaire et
des chaussures de sécurité. Un masque à poussière,
une visière et une protection auditive font partie des autres
équipements de protection individuelle qui peuvent être
éventuellement nécessaires.
• Ne jamais utiliser cette pince pour le levage, soutient ou
transport des tuyaux. Elle n’est pas prévue pour ce type
d’utilisation et risquerait de laisser la pièce s’échapper et
provoquer de graves blessures. N’utilisez la pince que selon
les instructions ci-présentes.
• Soutenez les tuyaux de manière appropriée. Servez-
vous de porte-tubes, de tables, d’étaux ou d’autres
moyens pour les soutenir. Les tuyaux mal soutenus ris-
queraient de tomber et provoquer de graves blessures.
En cas de questions visant ce produit RIDGID®, veuillez :
– Consulter votre distributeur RIDGID local.
– Visiter RIDGID.com pour localiser le représentant RIDGID
le plus proche.
– Consultez les services techniques de Ridge Tool par courriel
des Etats-Unis ou du Canada, en composant le (800) 519-
3456.
Figure 4 – Wing Bolts Ex-
tended Past End
of Workpiece
Figure 5 – Aligning
Workpieces
Description
Les pinces de soudage RIDGID®servent à aligner les tuyaux,
raccords et autres éléments cylindriques à souder. Elles offrent
un système d’engagement rapide qui facilite leur installation et
utilisation. Les boulons papillon qui retiennent le tuyau sont en
acier inoxydable.
Figure 1 – Pince de soudage rapide pour tuyaux
Caractéristiques techniques
Modèle ................. QA-206 QA-412
Réf. Catalogue
.....57258 57263
Capacité............... 2" à 6" 4,5" à 12”
50 à 150 mm 112 à 300 mm
Poids .................... 11 lbs (5 kg) 16,7 lbs (7.6 kg)
Dimensions.......... 8.5" x 12.75" x 4.25" 13.75" x 18" x 4.25"
(fermé) (216 x 324 x 108 mm) (349 x 457 x 108 mm)
L’utilisation de ce matériel à la fois pour les
tuyaux acier et acier inox risque de contaminer l’acier inoxy-
dable. Une telle contamination risquerait de corroder le tuyau et
entraîner sa défaillance prématurée. Afin de limiter les risques de
contamination ferreuse des tuyaux en acier inoxydable, servez-
vous d’outils dédiés. Vous pouvez, alternativement, utiliser une
brosse en acier inox pour nettoyer la pince avant de changer de
type de matériaux.
Inspection et maintenance
Nettoyez la pince cylindrique afin d’en faciliter l’inspection et la
manipulation. Décrassez ses points de contact à l’aide d’une
brosse métallique. Assurez-vous de l’intégralité de l’outil et
examinez-le pour signes d’usure, de détérioration, de modifica-
tion ou autres anomalies susceptibles de nuire à sa sécurité en
cours d’utilisation. Le cas échéant, n’utilisez la pince qu’après
les avoir rectifié.
Lubrifiez les mécanismes à l’aide d’une huile minérale légère du
commerce. Essuyez l’outil afin d’éliminer toute huile résiduelle.
Préparation et utilisation
1. Assurez-vous que les tuyaux sont correctement arrimés et
ne risquent pas de tomber.
2. Desserrez les trois vis papillon. Aucune des pointes de vis
papillon ne doit entrer en contact avec le tuyau lors de son
installation initiale.
3. Pour ouvrir la pince, tenez-la d’une main, puis appuyez sur
la détente de vis d’avancement . Tirez sur sa poignée
de l’autre main pour ouvrir ses mâchoires. Eloignez vos
mains des mécanismes (Figure 2).
Poignée
Vis
papillon
Vis
d’avancement
Détente de vis
d’avancement
Point de
contact
Mâchoires
Prise-en-main
AVIS IMPORTANT
1
2




















