Rhein-Nadel Automation GmbH 2
VT-BA-FP120-EN_2020 / 02.03.2020 SJ
Table of Contents
1. Technical data........................................................................................................................4
1.1. Table...................................................................................................................................4
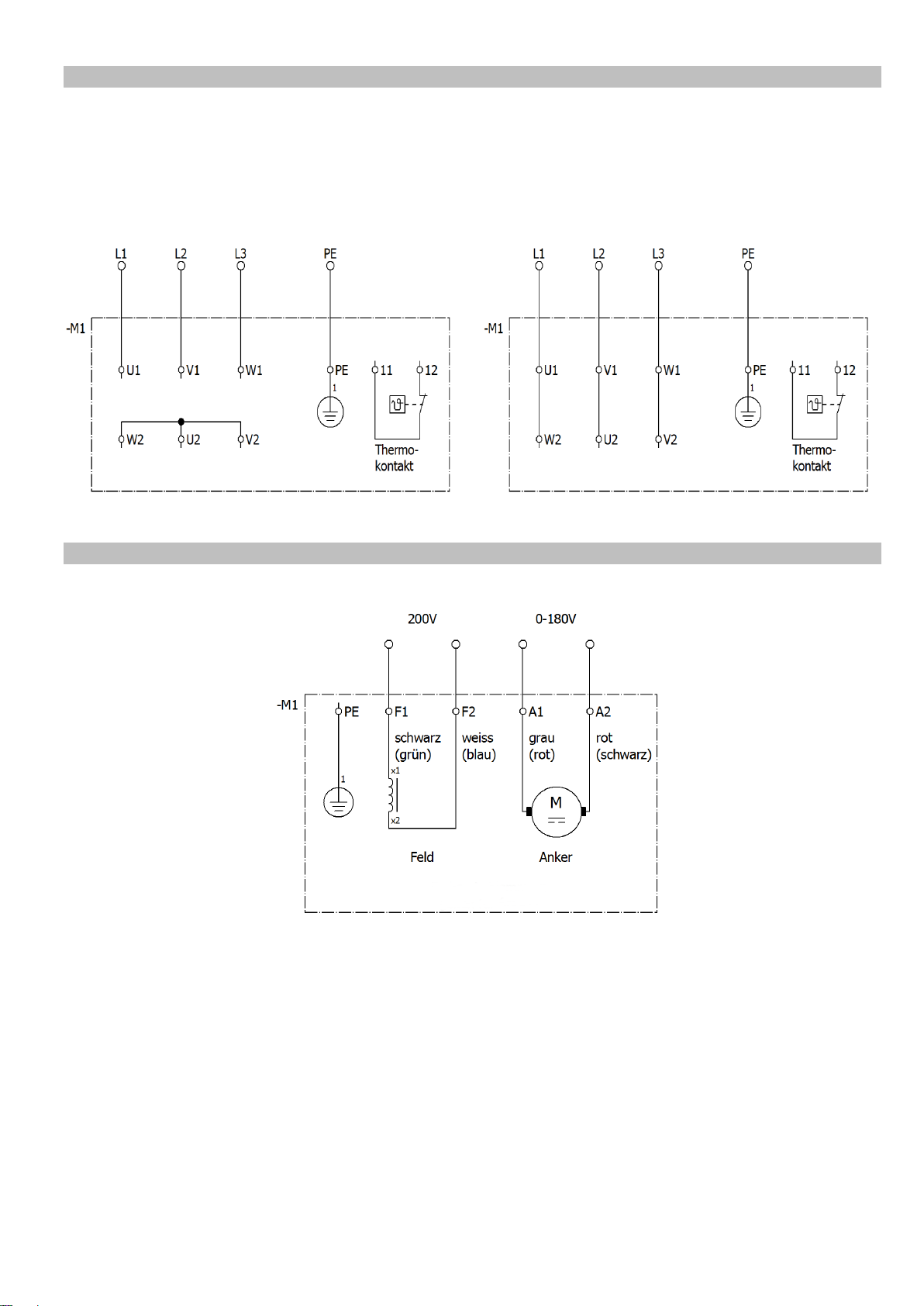
1.2. Motor connection diagrams.................................................................................................5
1.2.1. Constant-speed three-phase motor..............................................................................5
1.2.2. Constant-speed A.C. motor (with capacitor)................................................................. 5
1.2.3. Variable-speed three-phase motor...............................................................................6
1.2.4. D.C. motor....................................................................................................................6
2. Safety directives.....................................................................................................................7
2.1. Applicable directives and standards....................................................................................9
3. Design and functional description of belt conveyors ..............................................................9
4. Shipment and installation.....................................................................................................11
4.1. Shipment...........................................................................................................................11
4.2. Installation.........................................................................................................................11
4.2.1. One-piece belt feeders...............................................................................................11
4.2.2. Installation of multi-segment belt feeders...................................................................11
4.2.3. Installation on RNA supports......................................................................................13
4.2.4. Drive system (belt conveyors without RNA control units)...........................................14
4.2.5. Preliminary adjustment of belt tracking.......................................................................14
5. Commissioning.....................................................................................................................15
5.1. Adjustment of belt return station .......................................................................................15
5.2. Adjusting the center drive station......................................................................................16
5.3. Adjusting at the head drive station (reserved only for exceptional situations)...................16
5.4. Changing the sense of rotation.........................................................................................16
6. Belt replacement..................................................................................................................17
6.1. Replacing a belt with head drive station............................................................................17
6.2. Replacing a belt with center drive station..........................................................................17
7. Maintenance.........................................................................................................................18
7.1. Belt....................................................................................................................................18
7.2. Motor.................................................................................................................................18
7.3. Gearbox............................................................................................................................18
7.4. Chain drive system ...........................................................................................................19
7.5. Return, drive and supporting rollers..................................................................................19
7.6. Environmental effects .......................................................................................................19
8. Spare parts and customer service........................................................................................19