HP-160L/ HP-200PP /HP-250PP RO IR
Quick Start Guide. -Welding
Be sure to use the-correct safety equipment.
Keeploose clothing/hairfree fromthe work area.
You must.wear awelding mask to avoid. permanent damage
to your eyes.
Do notallow bystanders
to look at the welding.area without the use of awelding
mask.
Duringwelding do not tamper with any plugs or cables, doing so-may be life-
threatening and may severely. damage the machine.
TIG Welding
Tungsten Inert Gas welding uses a.gas supply to create an oxygen free shroud around
the weld area. Afiller rod, inserted into atungstentip, is used to. create the weld join.
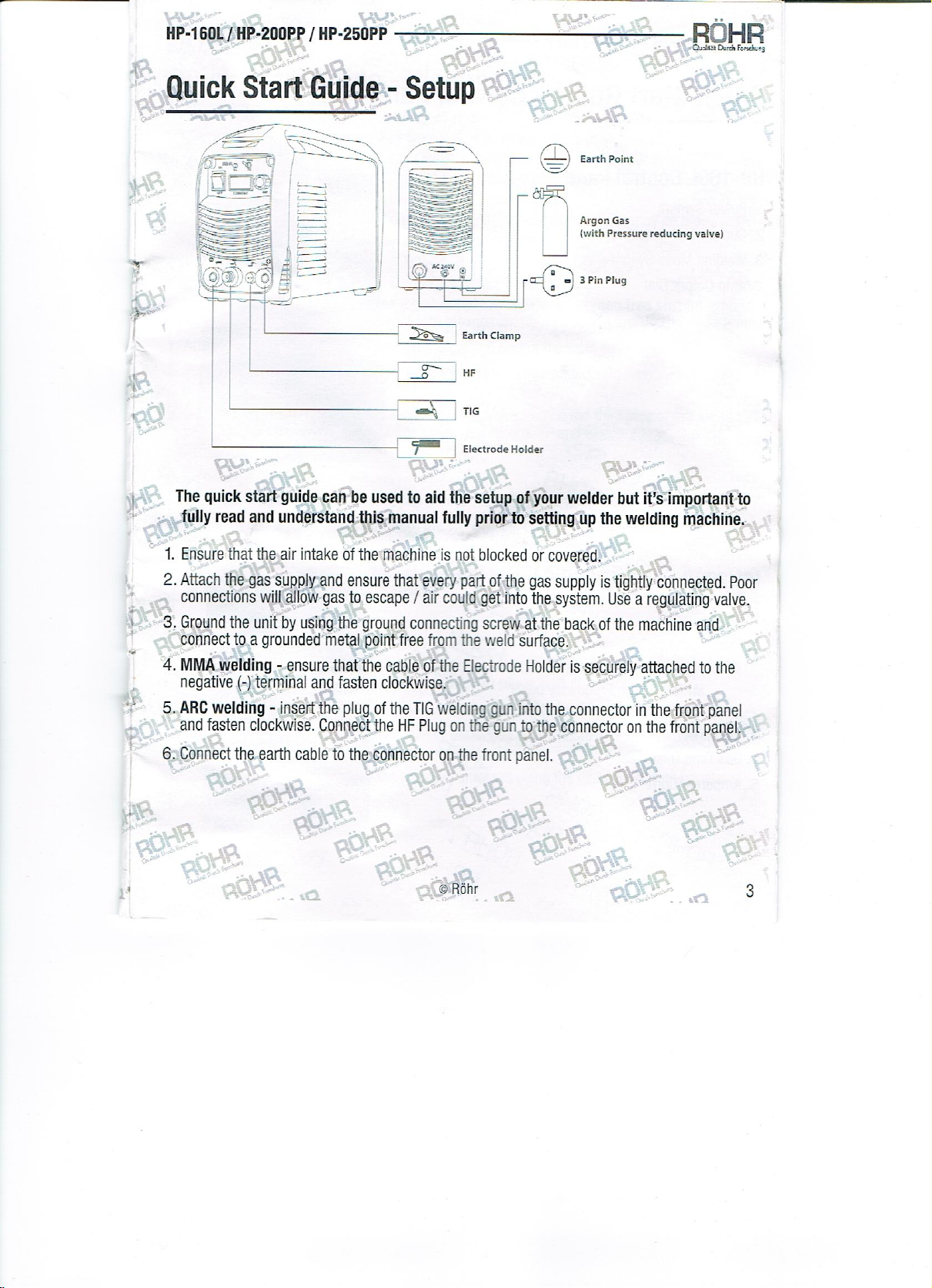
1. Attach the earth clampto aconductive connected part of the weld-surface.
2. Plugin the unit to the mains power supply:(must
be single phase) and then switch on the
unit.
3. Set the switch to TIG and set the required amperes, based on thethickness of the metal to
be welded, using the dial-on the frontpanel. For HP-200PP and-HP-250PP models, choose
the correct pulse function with the switch.
4. Turn on the gas. supply.
5. Press the trigger on.the torch for several seconds until.all air is drained from the system:
6. Hold tungsten electrode 2-4 mm from the work piece, press the trigger and strike-an arc, the
sound of arc-striking will diminish and you can now weld.
7. When welding is.complete, argon-willcontinue to flow for several seconds. Thetorch should
be kept safe untilthe-arc is extinguished.
MMA Welding
Manual Metal Arc welding uses anelectrode stick to create.a contact between the
material to be welded. This is held in place with the stick clamp.
1..Attach the earth-clamp to aconductive connected part of the weld surface.
2. Plug.inthe unit to the mains power supply (must be single phase) and then switch on‘the
unit.
3. Set the switch to MMA and set the required amperes using the dial.on the front panel.
4. You are now ready to start.welding.
@Rohr 5