MIG-200MI / MIG-250MI
© Röhr
4© Röhr
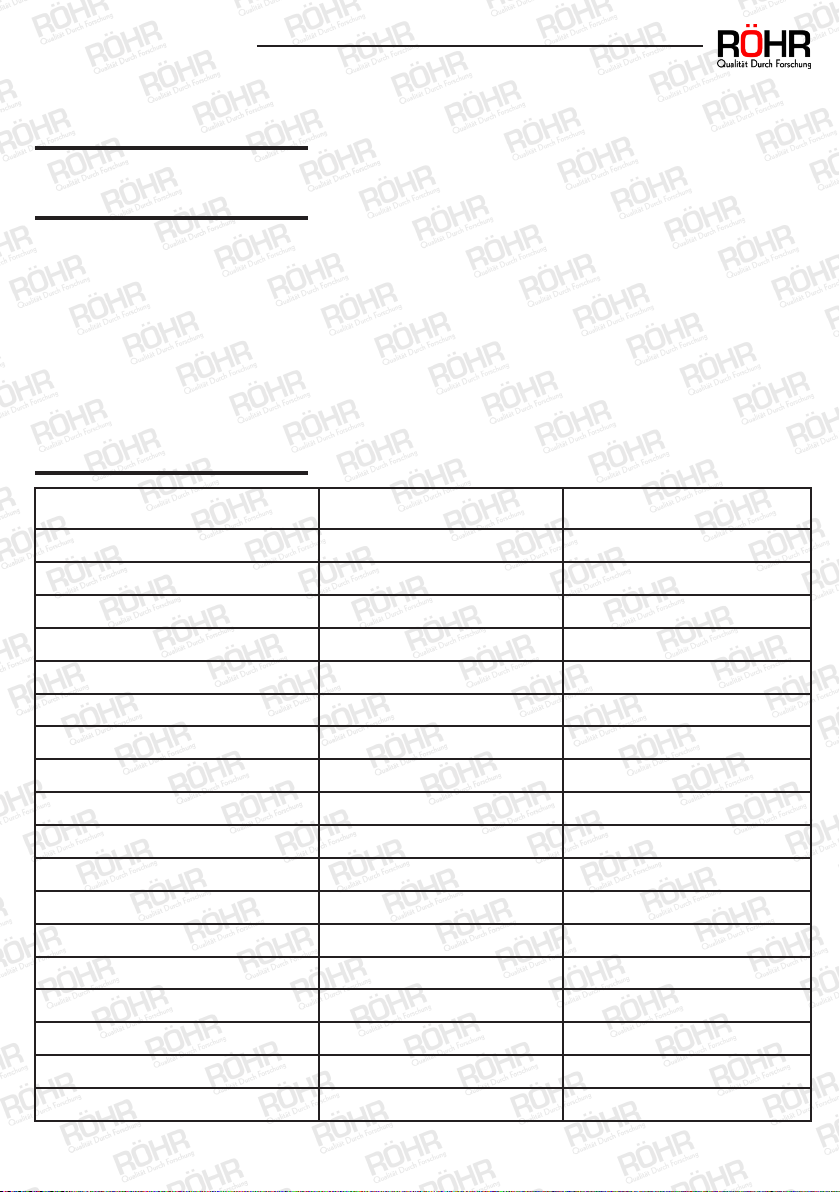
MIG MAG Welding
MMA Welding
Manual Metal Arc welding uses an electrode stick to create a contact between the
material to be welded. This is held in place with the stick clamp.
1. Attach the stick clamp to the positive terminal and the earth clamp to the negative terminal.
2. Attach the earth clamp to a conductive connected part of the weld surface.
3. Ground the unit by using the ground connecting screw at the back of the machine and
connect to a grounded metal point free from the weld surface.
4. Set the switch to MMA and set the required amps required based on the thickness of the
metal to be welded.
5. Plug in the unit to the mains power supply (must be single phase) and switch on the unit.
6. You are now ready to start welding.
Metal Inert Gas welding uses a gas supply to create an oxygen free shroud around the
weld area. A consumable wire is used to create the weld.
1. Attach the wire onto the wire spool and feed the wire into the wire feed pipe.
2. Adjust the thickness adjustment dial to the correct wire thickness.
3. Insert the wire into the MIG torch and connect the torch to the torch connection terminal.
4. Gas Welding: connect the gas supply to the gas supply nozzle via a regulating valve.
Connect the link cable (Fig.3 / Page 5) between the link cable terminal and the positive
terminal (Fig.1 / Page 5).
5. Gasless Welding: connect the link cable (Fig.3 / Page 5) between the link cable terminal
and the negative terminal (Fig.2 / Page 5).
6. Connect the earth clamp to the negative terminal and attach to a conductive part of your
weld surface.
7. Ground the unit by using the ground connecting screw at the back of the machine and
connect to a grounded metal point free from the weld surface.
8. Set the wire feed speed on the front dial and set the toggle switch to MIG.
9. Set the voltage required using the MIG voltage dial.
10. Plug in the unit to the mains power supply and turn the unit on.
11. Turn on gas supply and set the ow rate.
12. Press the trigger on the torch for several seconds until all air is drained from the system.
13. Start your weld. Try to maintain a relatively constant tip-to-work distance and try to avoid
touching the gun tip on the weld surface.