2.1. ELECTRICAL SAFETY
WARNING! It is the responsibility of the owner and the operator to read, understand and comply with the following:
You must check all electrical products, before use, to ensure that they are safe. You must inspect power cables, plugs, sockets and any
other connectors for wear or damage. You must ensure that the risk of electric shock is minimised by the installation of appropriate
safety devices. A Residual Current Circuit Breaker (RCCB) should be incorporated in the main distribution board. We also recommend
that a Residual Current Device (RCD) is used. It is particularly important to use an RCD with portable products that are plugged into a
supply which is not protected by an RCCB. If in any doubt consult a qualified electrician. You may obtain a Residual Current Device by
contacting your Sealey dealer.
You must also read and understand the following instructions concerning electrical safety.
2.1.1. The Electricity at Work Act 1989 requires that all portable electrical appliances, if used on business premises, are tested by a
qualified electrician, using a Portable Appliance Tester (PAT), at least once a year.
2.1.2. The Health & Safety at Work Act 1974 makes owners of electrical appliances responsible for the safe condition of those
appliances and the safety of the appliance operators. If in any doubt about electrical safety, contact a qualified electrician.
2.1.3. Ensure that the insulation on all cables and on the appliance is safe before connecting it to the power supply. See 1.1.1. and 1.1.2.
and use a Portable Appliance Tester.
2.1.4. Ensure that cables are always protected against short circuit and overload.
2.1.5. Regularly inspect power supply cables and plugs for wear or damage and check all
connections to ensure that none is loose.
2.1.6. Important: Ensure that the voltage marked on the appliance matches the power supply to
be used and that the plug is fitted with the correct fuse - see fuse rating at right.
2.1.7. DO NOT pull or carry the appliance by the power cable.
2.1.8. DO NOT pull the plug from the socket by the cable.
2.1.9. DO NOT use worn or damaged cables, plugs or connectors. Immediately have any faulty
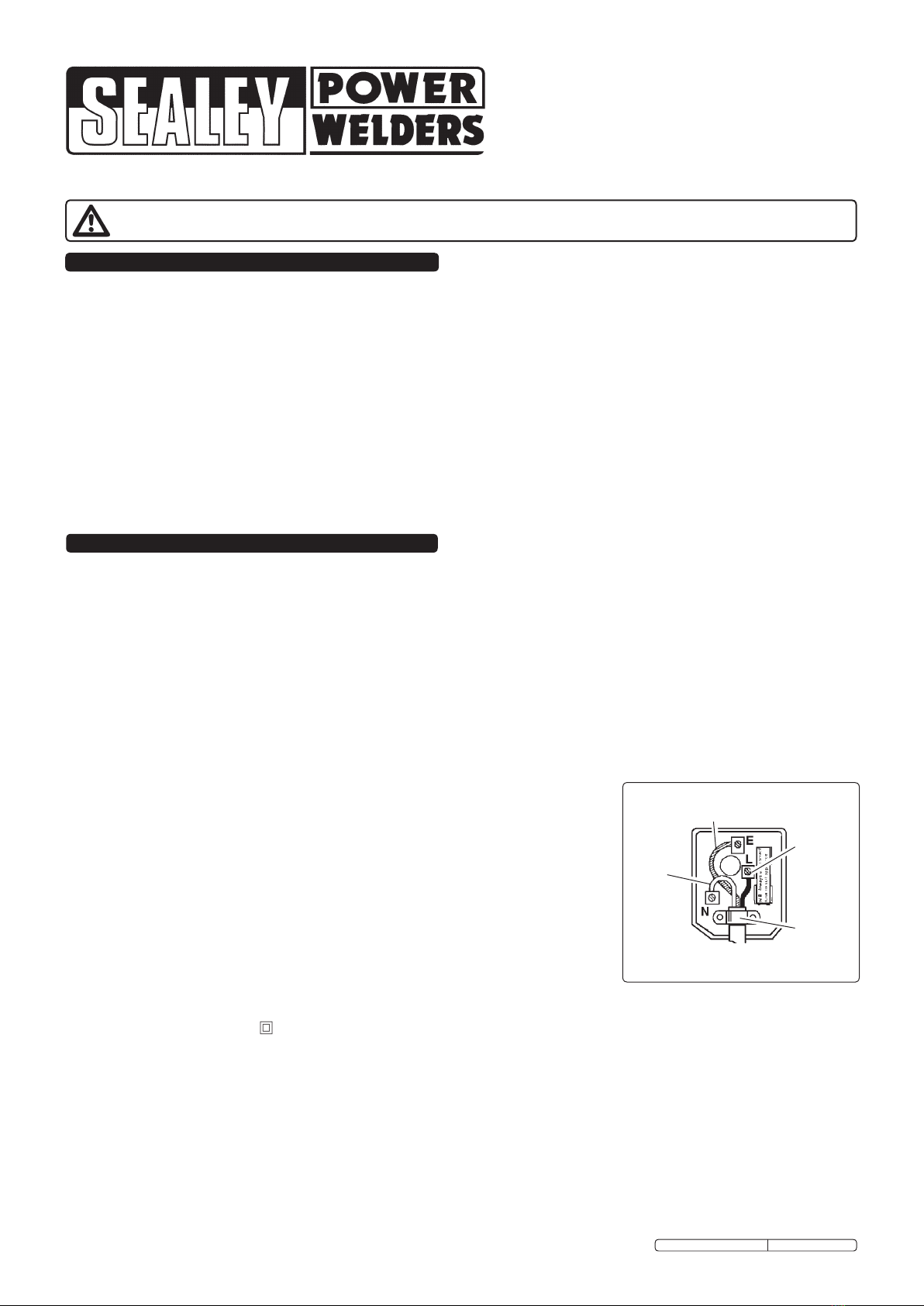
item repaired or replaced by a qualified electrician. When a BS 1363/AUK 3 pin
plug is damaged, cut the cable just above the plug and dispose of the plug safely.
Fit a new plug according to the following instructions (UK only).
a) Connect the GREEN/YELLOW earth wire to the earth terminal ‘E’.
b) Connect the BROWN live wire to the live terminal ‘L’.
c) Connect the BLUE neutral wire to the neutral terminal ‘N’.
d) After wiring, check that there are no bare wires, that all wires have been correctly connected, that the cable outer
insulation extends beyond the cable restraint and that the restraint is tight. Double insulated products, which are always
marked with this symbol , are fitted with live (brown) and neutral (blue) wires only. To rewire, connect the wires as indicated
above. DO NOT connect either wire to the earth terminal.
2.1.10. Products which require more than 13 amps are supplied without a plug. In this case you must contact a qualified electrician to
ensure that a suitably rated supply is available. We recommend that you discuss the installation of an industrial round pin plug and
socket with your electrician.
2.1.11. If an extension reel is used it should be as short as possible and fully unwound before connection. A reel with an RCD fitted is
preferred since any appliance plugged into it will be protected. The cable core section is important and should be at least 1.5mm²,
but to be absolutely sure that the capacity of the reel is suitable for this product and for others which may be used in the other output
sockets, we recommend the use of 2.5mm² section cable.
INSTRUCTIONS FOR:
PLASMA INVERTERS
MODELS:PP25.V2, PP25PLUS.V2
Thank you for purchasing a Sealey plasma inverter. Manufactured to a high standard this product will, if used according to these instructions and properly
maintained, give you years of trouble free performance.
IMPORTANT: BEFORE USING THIS PRODUCT, PLEASE READ THE INSTRUCTIONS CAREFULLY. MAKE CAREFUL NOTE OF SAFETY INSTRUCTIONS, WARNINGS
AND CAUTIONS. THIS PRODUCT SHOULD ONLY BE USED FOR ITS INTENDED PURPOSE. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL NJURY
AND WILL INVALIDATE THE WARRANTY. RETAIN THESE INSTRUCTIONS FOR FUTURE USE.
2. SAFETY INSTRUCTIONS
The PP25 and PP25PLUS are inverter power supplies fitted with plasma inverter control circuitry. Features include an LED information panel
covering torch under voltage, air fault, general fault (thermostat, over/under voltage, over current) and power on. PP25PLUS has a built-in
compressor, making it a self-contained unit. The plasma inverters are suitable for cutting steel, stainless steel, aluminium, copper and brass.
PP25 includes an integrated air filter and regulator with pressure gauge.
When the torch trigger is depressed a pilot arc is initiated within the torch which then transfers to the workpiece. The combination of the
electrical arc and the fast flowing air generates a plasma (very hot gas) jet which cuts the workpiece.
MODEL NO: ........................................... PP25.V2.......... PP25PLUS.V2
Duty Cycle .........................................20% @ 25A............... 20% @ 23A
.........................................................100% @ 12A...............35% @ 15A
Air Flow ................................................ 100ltr/min...........Integral Comp.
Air Pressure...............................................5-6 bar...........Integral Comp.
Supply Voltage ................................... 230V - 1ph................ 230V - 1ph
Power Absorbed ......................................... 2.8kW ........................ 2.8kW
Insulation Class ..................................................H................................H
Protection ......................................................IP23...........................IP23
Weight ......................................................... 6.2kg....................... 12.5kg
MODEL NO: ........................................... PP25.V2.......... PP25PLUS.V2
Cutting Current ............................................5-25A.........................5-23A
Max. Cutting Capacity (Carbon Steel).......... 8mm.......................... 6mm
Torch:
Gas........................................Dry compressed air...Dry compressed air
Air Pressure............................................... 5.5 bar.......................2.5 bar
Cooling Flow Rate................................ 100ltr/min.................... 30ltr/min
Striking System .......................................Contact......................Contact
Cutting Current ............................................7-25A.........................7-25A
1. INTRODUCTION & SPECIFICATIONS
Blue
Neutral
Wire
Yellow & Green
Earth Wire
Cable
Restraint
Brown
Live
Wire
FUSE RATING 13 AMP
Original Language Version PP25.V2, PP25PLUS.V2 Issue: 6 - 17/01/10