Sincro EW-AC User manual
SERIE EW-AC
Manuale di uso e manutenzione
Use and Maintenance manual
Manuel d’utilisation et de maintenance
Bedienungs- und Wartungsanleitungen
Manual de uso y mantenimiento
103636
REV01
09/2012

2
INFORMAZIONI GENERALI
La manutenzione della saldatrice, veri-
fica e sostituzione di parti deve essere
effettuata esclusivamente da personale
qualificato.
VERIFICHE PRELIMINARI
Prima dell’utilizzo si raccomanda di
esaminare la saldatrice per verificare
che non abbia subito danni durante il
trasporto.
IMMAGAZZINAGGIO
In caso di inutilizzo prolungato, la sal-
datrice deve essere immagazzinata in
luogo asciutto e coperto.
Prima della messa in servizio, dopo
lunghi periodi di inattività, controllare
la bontà d’isolamento di tutti gli avvolgi-
menti; valori accettabili devono essere
maggiori di 2MΩ.
In caso contrario si deve procedere
all’essiccazione della sola saldatrice in
forno (60÷70°C).
INSTALLAZIONE
Prima della messa in funzione, verifi-
care l’esecuzione dei collegamenti, e
l’assenza di impedimenti alla rotazione
del rotore.
Fare attenzione che le aperture per
l’aspirazione e espulsione dell’aria non
siano ostruite o danneggiate, evitare
inoltre che la saldatrice aspiri l’aria cal-
da espulsa dalla saldatrice stessa e/o
dal motore.
COLLEGAMENTO ELETTRICO
Rispettare le norme di sicurezza vigenti
del paese d’utilizzo.
Verificare che i dati di targa siano con-
formi alle caratteristiche dell’impianto a
cui la macchina verrà collegata.
Provvedere al collegamento a terra del
gruppo.
MANUTENZIONE
Verificare che non ci siano anomalie,
come vibrazioni - rumori - uscite d’aria
ostruite.
SMALTIMENTO
La saldatrice è costituita in massima
parte da acciaio, rame, alluminio. Al
termine dell’utilizzo della macchina ri-
volgersi ad una agenzia di smaltimento
di materiali, ed evitare di disperdere
nell’ambiente.
GENERAL INFORMATION
All maintenance and controls on the wel-
der and any part replacements must be
carried out exclusively by qualified staff.
PRELIMINARY CHECKS
Before using the welder be sure to con-
trol it for transport damage.
STORAGE
In the event of prolonged disuse, the
welder must be stored in a dry, shelte-
red location.
Before starting it up after a long
shutdown period, control the efficiency
of the insulation on the windings; values
over 2MΩ can be considered accepta-
ble.
If this is not the case, the welder alone
should be oven dried at 60-70°C.
INSTALLATION
Before starting up the welder, check
the wiring connections and that the ro-
tor can rotate freely.
Make sure that the air suction and di-
scharge vents are not clogged or dama-
ged, what’s more ensure that the wel-
der does not intake hot air discharged
by the welder and/or motor.
POWER CONNECTIONS
Respect the country’s statutory safety
standards.
Make sure that the ID plate data con-
form with the electricity plant’s cha-
racteristics before connecting.
Connect the unit to earth.
MAINTENANCE
Check for irregularities, such as vibra-
tions – odd noises – clogged air outlets.
DISMANTLING
Large part of the welder is made of
steel, copper and aluminium. When di-
scarding the machine contact a scrap
dealer, and do not dispose of any parts
of the welder in the environment.
INFORMATIONS GÉNÉRALES
La maintenance de la soudeuse, le
contrôle et le remplacement de pièces
doivent être effectués exclusivement
par du personnel qualifié.
CONTRÔLES PRÉLIMINAIRES
Avant l’utilisation, nous recommandons
d’examiner la soudeuse pour vérifier
qu’elle n’a pas subi de dommages du-
rant le transport.
STOCKAGE
En cas de non-utilisation prolongée, la
soudeuse doit être stockée dans un
endroit sec et couvert.
Avant la mise en service, après de
longues périodes d’inactivité, contrôler
l’efficacité de l’isolement de tous les
enroulements ; les valeurs acceptables
doivent être supérieures à 2 MΩ.
En cas contraire, il faut procéder au
séchage uniquement de la soudeuse au
four (60÷70°C).
INSTALLATION
Avant la mise en marche, vérifier toutes
les connexions et que rien n’empêche la
rotation du rotor.
Veiller à ce que les ouvertures pour
l’aspiration et l’expulsion de l’air ne so-
ient pas bouchées ou endommagées,
éviter en outre que la soudeuse aspire
l’air chaud expulsé par la soudeuse pro-
prement dite et/ou par le moteur.
BRANCHEMENT ÉLECTRIQUE
Respecter les normes de sécurité en
vigueur dans le pays d’utilisation.
Vérifier que les données de la plaque
sont conformes aux caractéristiques
de l’installation à laquelle la machine
sera branchée.
Effectuer la mise à la terre du groupe.
MAINTENANCE
Vérifier qu’il n’y a pas d’anomalies tel-
les que vibrations, bruits, sorties d’air
bouchées.
MISE AU REBUT
La soudeuse est constituée pour la ma-
jeure partie d’acier, cuivre et aluminium.
Quand la machine n’est plus utilisée ou
utilisable, s’adresser à une agence pour
le recyclage des matériaux et éviter d’a-
bandonner des parties de la soudeuse
dans la nature.
Non toccare la saldatrice du-
rante il funzionamento e subito
dopo l’arresto del gruppo, in
quanto vi potrebbero essere
superfici a temperatura elevata
Le macchine elettriche rotanti sono mac-
chine che presentano parti pericolose in
quanto poste sotto tensione o dotate di mo-
vimento durante il funzionamento, pertanto:
- un uso improprio
- la rimozione delle protezioni e lo scolle-
gamento dei dispositivi di protezione
- la carenza di ispezioni e manutenzione
possono causare gravi danni a persone o
cose.
Do not touch the welder while
in operation and immediately
after the unit is shutdown, since
there could be hot surfaces
Rotating electrical machinery
involve hazardous parts since they are
under voltage or moving during operation,
therefore:
- improper use
- removal of protective guards and discon-
nection of safeties
- lack of inspection and maintenance
can cause severe damage to persons or
objects.
ATTENZIONE! WARNING!
Ne pas toucher la soudeuse
durant le fonctionnement et ju-
ste après l’arrêt du groupe car
certaines surfaces pourraient
être à une température élevée.
Les machines électriques rotatives sont
des machines qui présentent des parties
dangereuses dans la mesure où elles sont
sous tension ou munies de mouvement au
cours du fonctionnement, par conséquent :
- une utilisation impropre
- l’enlèvement des protections et la décon-
nexion des dispositifs de protection
- la négligence dans les contrôles ou dans
la maintenance
peuvent causer de graves dommages aux
personnes ou aux choses.
ATTENTION!
3
ALLGEMEINE INFORMATIONEN
Die Wartung der Schweißmaschine
sowie die Überprüfung und das Auswe-
chseln von Teilen darf nur von Fachper-
sonal vorgenommen werden.
VORUNTERSUCHUNGEN
Vor Benutzung wird dringend empfohlen,
die Schweißmaschine auf eventuelle wäh-
rend des Transports erlittene Schäden
zu untersuchen.
LAGERUNG
Im Fall einer längeren Nichtbenutzung muß
die Schweißmaschine an einem trockenen
und überdachten Ort gelagert werden.
Vor der Inbetriebnahme nach langen Still-
standzeiten den einwandfreien Zustand
der Isolierung aller Wicklungen kontrollie-
ren; akzeptable Werte müssen höher als
2MΩ sein.
Andernfalls muß eine Trocknung der allei-
nigen Schweißmaschine im Ofen vorge-
nommen werden (60÷70°C).
INSTALLIERUNG
Vor der Inbetriebnahme die Ausführung
der Anschlüsse überprüfen und sicher-
stellen, daß keine Behinderungen an der
Rotation des Rotors vorliegen.
Darauf achten, daß die Ansaug- und
Ausstoßöffnungen der Luft nicht ver-
stopft oder beschädigt sind. Außerdem
vermeiden, daß die Schweißmaschine
die von ihr selbst und/oder vom Motor
ausgestoßene warme Luft ansaugt.
ELEKTRISCHER ANSCHLUSS
Die im Benutzungsland geltenden Si-
cherheitsnormen beachten.
Überprüfen, daß die Daten des Typen-
schilds den Eigenschaften der Anlage,
an die die Maschine angeschlossen wird,
entsprechen.
Den Erdungsanschluß des Aggregats
vornehmen.
WARTUNG
Überprüfen, daß keine Anomalien wie
Vibrationen - Geräusche - verstopfte Luf-
tausgänge vorliegen.
ENTSORGUNG
Die Schweißmaschine besteht
hauptsächlich aus Stahl, Kupfer, Alumi-
nium. Am Ende der Benutzung der Ma-
schine muß man sich an eine Agentur
zur Entsorgung Materialien wenden und
vermeiden, Teile der Schweißmaschine in
der Umwelt zu entsorgen.
INFORMACIONES GENERALES
Tanto el mantenimiento de la soldado-
ra como la verificación y sustitución
de las partes serán realizados única y
exclusivamente por personal cualifica-
do.
VERIFICACIONES PRELIMINARES
Antes de utilizar la soldadora recomen-
damos controlarla, para asegurarse de
que no se haya estropeado durante el
transporte.
ALMACENAJE
En caso de largos periodos de inactivi-
dad, habrá que almacenar la soldadora
en un lugar seco y cubierto.
Tras largos periodos de inactividad de
la soldadora y antes de su puesta en
servicio, hay que controlar las buenas
condiciones del aislamiento de todos
los bobinados. Los valores admitidos
serán superiores a 2MΩ.
De no ser así, se dispondrá el secado
de la soldadora en el horno (60÷70°C).
INSTALACIÓN
Examinar el estado de las conexiones
antes de la puesta en función, y que no
haya impedimentos al girar el rotor.
Tener cuidado de que no estén obstru-
idas o estropeadas las aperturas de
aspiración y expulsión del aire. Asimi-
smo, evitar que la soldadora aspire el
aire caliente que sale de ella misma y/o
del motor.
CONEXIÓN ELÉCTRICA
Cumplir las vigentes normas de segu-
ridad locales.
Verificar que los datos de la placa
correspondan a las características de
la instalación a la que la máquina será
conectada.
Realizar la conexión de tierra del grupo.
MANTENIMIENTO
Verificar que no haya anomalías, como
vibraciones, ruidos o salidas de aire
obstruidas.
ELIMINACIÓN
La soldadora está casi toda conforma-
da por acero, cobre y aluminio. Al ter-
minar la vida útil de la máquina, acudir a
una compañía de eliminación de mate-
riale. Evítese la liberación de partes de
la soldadora al medio ambiente.
Die Schweißmaschine während
des Betriebs und sofort nach
dem Anhalten des Aggregats
nicht berühren, da sie Ober-
flächen mit hoher Temperatur
aufweisen könnte. Elektrische Rotationsma-
schinen sind Maschinen, die gefährliche Teile
aufweisen, da sie unter Spannung stehen und
während des Betriebs mit Bewegung ausge-
stattet sind; daher können
- ein unsachgemäßer Gebrauch
- das Entfernen der Schutzabdeckungen und
das Abtrennen der Schutzvorrichtungen
- unzureichende Inspektionen und Wartung
schwere Personen- oder Sachschäden ver-
ursachen.
ACHTUNG!
No tocar la soldadora mientras
está funcionando ni tampoco
inmediatamente después de
la parada del grupo, pues la
temperatura de algunas de las
superficies podría ser elevada.
Las máquinas eléctricas rotatorias incor-
poran partes peligrosas, ya que durante
su funcionamiento están bajo tensión o se
están moviendo, por tanto:
- el uso impropio
- el desmontaje de las protecciones y desco-
nexión de los dispositivos de protección
- inspecciones y mantenimiento carentes
pueden ocasionar graves daños a las per-
sonas y cosas.
¡ATENCIÓN!

4
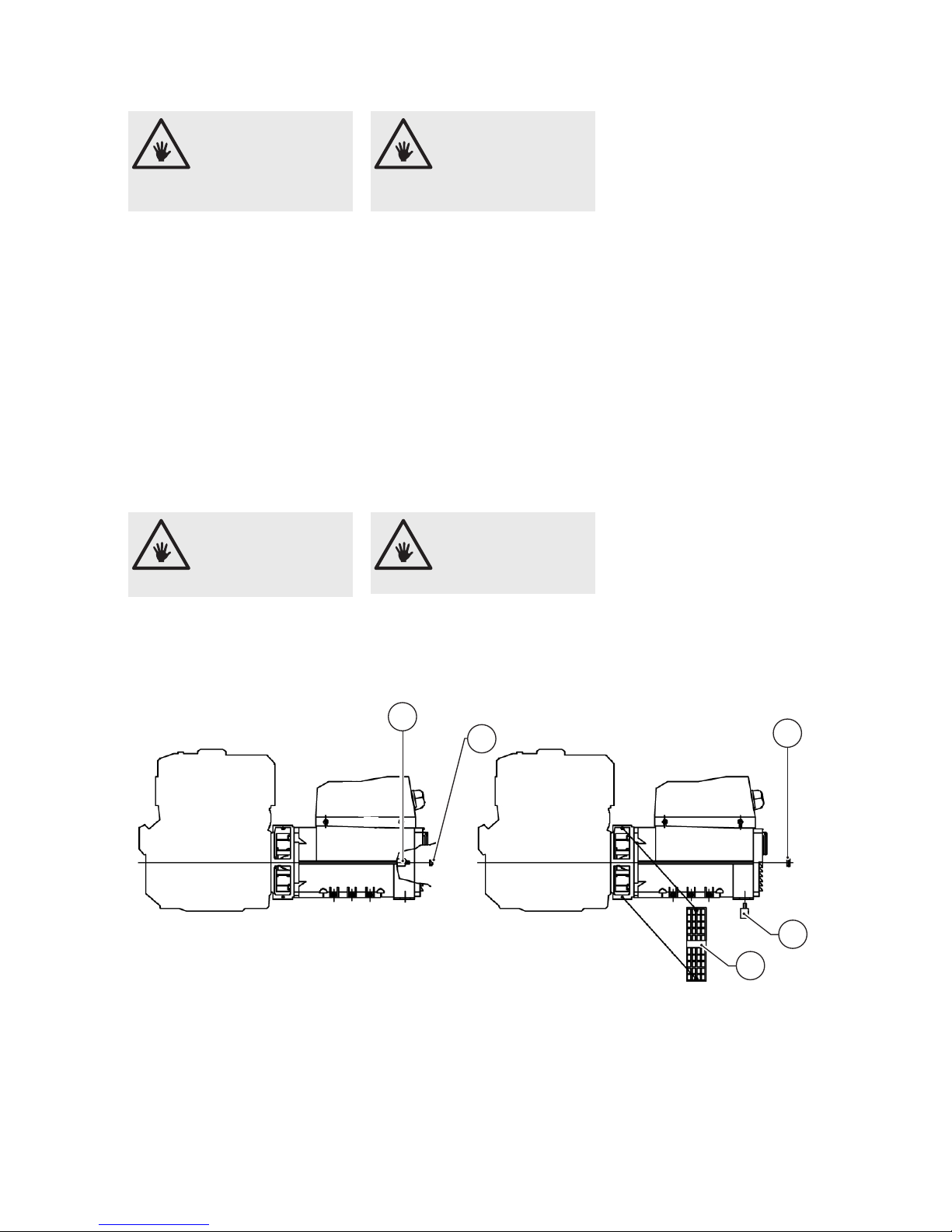
ISTRUZIONI PER IL MONTAGGIO
(FORMA IM B35)
1) Fissare lo scudo copriventola (1) al
motore (dopo averlo tolto dalla salda-
trice).
2) Applicare il tirante (2) per il fissaggio
assiale del rotore avvitandolo sulla spor-
genza dell’albero motore.
3) Fissare la saldatrice completa (stato-
re e rotore assieme) allo scudo usando
i 4 tiranti M8 (4) e i dadi autobloccanti
M8 (3).
4) Verificare che le sedi coniche del
rotore e del motore siano in contatto
colpendo assialmente il rotore con un
mazzuolo di plastica.
5) Bloccare assialmente il rotore avvi-
tando il dado autobloccante M8 (3) sul
tirante (2).
6) Montare il tappo (5). Fissare le due
griglie di protezione (7).
7) Supportare il gruppo con adeguati
antivibranti (6) curando il corretto alline-
amento tra motore e saldatrice.
ASSEMBLY INSTRUCTIONS
(IM B35 COUPLING)
1) Clamp the fan shield (1) on the drive
motor (after removing it from the wel-
ding machine).
2) Apply the tie rod (2) for the axial
clamping of the rotor, and screw it on
the drive shaft.
3) Fasten the complete welding ma-
chine (stator and rotor together) to its
shield, using the 4 tie rods M8 (4) and
the M8 (3) self-locking nuts.
4) Check that the cone seats of rotor
and motor are engaged by tapping the
head of the rotor with a plastic mallet.
5) Axially lock the rotor in place by
tightening the M8 (3) self-locking nut on
the tie rod (2).
6) Fit the cap (5). Fasten the two protec-
tion grids (7).
7) Support the unit on appropriate vi-
bration dampers (6) ensuring that the
motor and the welding machine are
correctly aligned.
INSTRUCTIONS POUR LE
MONTAGE (FORME IM B35)
1) Fixer le bouclier couvre-rotor (1) au
moteur (après l’avoir désolidarisé de la
soudeuse).
2) Mettre en place la tige (2) de fixation
axiale du rotor en la vissant à l’ergot de
l’arbre moteur.
3) Fixer la soudeuse (complète avec
stator et rotor) au bouclier au moyen
de 4 tiges M8 (4) et les écrous autoblo-
quants M8 (3).
4) Vérifier que les sièges coniques du
rotor et du moteur sont en contact en
frappant axialement le rotor avec un
maillet en plastique.
5) Bloquer l’axe du rotor en serrant
l’écrou autobloquant M8 (3) sur la tige
centrale (2).
6) Fixer le bouchon (5). Fixer les deux
grilles de protection (7).
7) Soutenir le groupe avec des amor-
tisseurs de vibrations (6) en faisant
attention que le moteur et la soudeuse
soient dans le même axe.
REGOLAZIONE DELLA VELOCITA’
La frequenza e la tensione dipendono
direttamente dalla velocità di rotazione,
la quale deve quindi rimanere il più pos-
sibile costante al variare del carico.
Considerando che il sistema di regola-
zione della velocità dei motori di trasci-
namento presenta in generale una leg-
gera caduta di giri tra vuoto e carico,
si raccomanda di regolare la velocità a
vuoto circa il 3÷4% superiore alla velo-
cità nominale.
SPEED ADJUSTMENT
Frequency and voltage depend directly
on the speed of revolution, which must
therefore remain as constant as possi-
ble when the load varies.
The speed adjustment system of the
drive motors usually gives a slight
drop in revolutions between no load
and load, so when the no load speed
is being adjusted, it is best to set it at
approx. 3-4% above the rated speed.
RÉGLAGE DE LA VITESSE
La fréquence et la tension dépendent di-
rectement de la vitesse de rotation qui
doit rester le plus possible constante
quand la charge varie.
Vu que le système de réglage de la
vitesse des moteurs d’entraînement
présente en général une légère baisse
du nombre de tours à vide ou en char-
ge, il est conseillé de régler la vitesse à
vide à une valeur supérieure de 3 à 4 %
par rapport à la vitesse nominale.
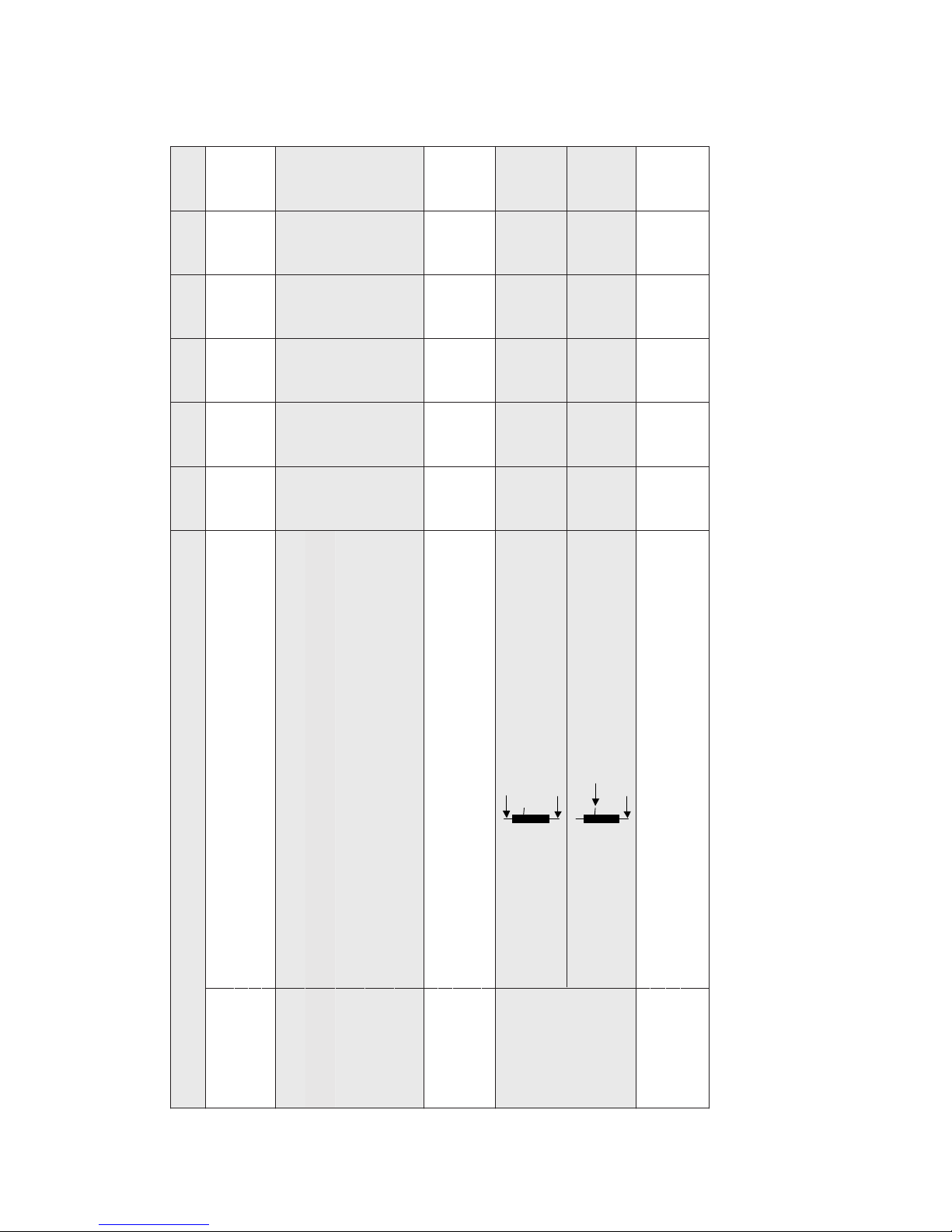
Prima del montaggio verificare
che le sedi coniche di accop-
piamento (sia della saldatrice
che del motore) siano regolari
e ben pulite.
Prima di applicare il dado os-
servare che parte della porzio-
ne filettata del tirante entri nel
rotore permettendo cosí un
sicuro bloccaggio.
Avant d’effectuer le montage,
vérifier que les sièges co-
niques d’accouplement (de la
soudeuse comme du moteur)
sont en ordre et bien nettoyés.
ATTENZIONE!
ATTENZIONE!
ATTENTION!
Avant de mettre en place
l’écrou, contrôler que la partie
filetée de la tige est insérée
dans le rotor permettant ainsi
un blocage sûr.
ATTENTION!
Before assembly make sure
that the conical coupling
housings for both the welding
machine and the motor are in
order and clean.
Before applying the nut, make
sure that the threaded part
of the rod partially enters the
rotor in order to obtain tight
locking.
WARNING!
WARNING!
1
2
34
5
MONTAGEANLEITUNG
(IMB35 ANSCHLUSS)
1) Das Flügelrad-Abdeckschild (3) am
Motor befestigen (nachdem es von der
Schweißmaschine entfernt wurde).
2) Die Spannstange (2) für die Längs-
befestigung des Rotors anbringen und
sie auf der Vorkragung der Motorwelle
festschrauben.
3) Die vollständige Schweißmaschine
(Stator und Rotor zusammen) mit den
4 Spannstangen M8 (4) und den selbst-
sperrenden M8 Muttern (3) am Kasten
befestigen.
4) Prüfen, dass die konischen Sitze des
Rotors und des Motors in Kontakt sind,
indem mit einem Plastikhammer axial
auf den Rotor geschlagen wird.
5) Den Rotor axial blockieren, und die
selbstsperrende M8 Mutter (3) an die
Spannstange (2) anschrauben.
6) Den Stopfen (5) montieren. Die zwei
Schutzgitter (7) montieren.
7) Das Aggregat mit geeigneten
Schwingungsdämpfern (6) stützen; da-
bei die korrekte Ausrichtung zwischen
Motor und Schweißmaschine beachten.
INSTRUCCIONES DE MONTAJE
(ACOPLAMIENTO IMB35)
1) Fijar el escudo cubreventilador (3) en
el motor (después de haberlo desmon-
tado de la soldadora).
2) Montar el tirante (2) de fijación axial
del rotor, enroscándolo en la parte sa-
liente del eje motor.
3) Fijar la soldadora completa (estator y
rotos juntos) en el escudo, usando para
ello los 4 tirantes M8 (4) y las tuercas
autoblocantes M8 (3).
4) Verificar que los asientos cónicos del
rotor y del motor estén en contacto, y
para ello se golpea axialmente el rotor
con un martillo de plástico.
5) Bloquear axialmente el rotor enro-
scando la tuerca autobloqueante M8
(3) en el tirante (2).
6) Montar el tapón (5). Fijar las dos rejil-
las de protección (7).
7) Sostener el grupo con antivibrado-
res adecuados (6), prestando atención
a la correcta alineación entre el motor
y la soldadora.
EINSTELLUNG DER
GESCHWINDIGKEIT
Frequenz und Spannung hängen direkt
von der Drehgeschwindigkeit ab, die
daher bei Lastveränderung so konstant
wie möglich bleiben muss.
Unter Berücksichtigung, dass das Re-
gulierungssystem der Geschwindigkeit
der Mitnehmermotoren im allgemei-
nen einen leichten Drehzahlabfall zwi-
schen Leerlauf und Last aufweist, wird
empfohlen, die Leerlaufgeschwindigkeit
auf ca. 3÷4% höher als die Nennge-
schwindigkeit einzustellen.
REGULACION DE LA VELOCIDAD
Tanto la frecuencia como la tensión
dependen directamente de la velocidad
de rotación, lo que supone que ésta
permanecerá lo más posible constante
al variar la carga.
Dado que el sistema de regulación de
la velocidad de los motores de arra-
stre presenta una ligera disminución
de revoluciones entre vacío y cargado,
se recomienda regular la velocidad en
vacío alrededor del 3÷4% superior a la
velocidad nominal.
Sich vor dem Einbau über-
zeugen, daß die kegelförmigen
Kupplungs-sitze (sowohl der
Schweißmaschine als auch
des Motors) regelmäßig und
sauber sind.
ACHTUNG!
Bevor die Mutter angebracht wird,
beachten, daß ein Teil des Gewin-
des der Spannstange in den
Rotor eintritt und dadurch eine
sichere Blockierung ermöglicht.
ACHTUNG!
Antes de efectuar el montaje,
comprobar que los asientos
cónicos de acoplamiento (tan-
to de la soldadora como del
motor) estén en regla y bien
limpios.
¡ATENCIÓN!
Antes de poner la tuerca, com-
probar que una parte de la por-
ción con rosca del tirante entre
en el rotor, para obtener así un
bloqueo seguro.
¡ATENCIÓN!
2
3
7
6
5

6
ISTRUZIONI PER LA SALDATURA
CAVI DI SALDATURA
I cavi di saldatura devono essere della
lunghezza minima necessaria, devono
essere mantenuti vicini e correre sul
suolo.
Non utilizzare cavi con l’isolamento rovi-
nato o di sezione insufficiente.
Per il diametro dei cavi si faccia riferi-
mento alla Tab.1.
COLLEGAMENTO EQUIPOTENZIALE
E MESSA A TERRA
Seguire le prescrizioni delle norme
nazionali riguardo il collegamento equi-
potenziale dei componenti metallici nei
pressi dell’impianto di saldatura e la loro
eventuale messa a terra.
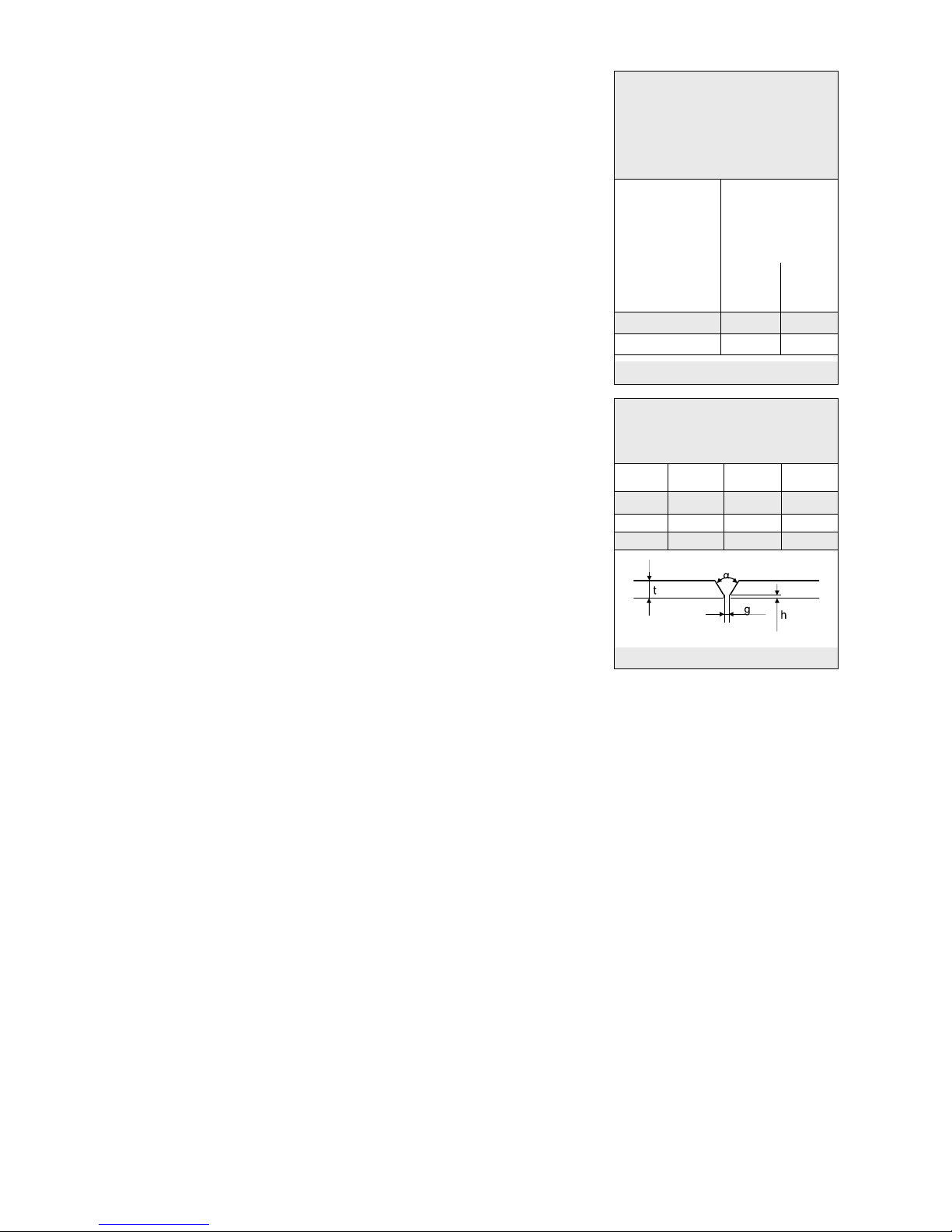
PREPARAZIONE DEI PEZZI
La preparazione varia a seconda del
tipo di giunto, dello spessore, della
posizione e dell’accessibilità dei pezzi.
In generale i lembi da saldare devono
essere preparati mediante pulizia da
vernice, ruggine o altri agenti contami-
nanti.
Per la saldatura in piano fino a 10-
12mm di spessore si adotta normal-
mente la preparazione a V (vedi Tab.2),
per spessori maggiori è preferibile
quella a X con ripresa a rovescio o a U
senza ripresa.
SCELTA DELL’ELETTRODO
Le saldatrici serie EW sono adatte
alla saldatura di elettrodi di tipo AWS
E6013 (rutilici). Il diametro dell’elettro-
do dipende dallo spessore del materia-
le, dalla posizione del pezzo, dal tipo di
giunto. Naturalmente diametri maggiori
richiedono correnti maggiori e compor-
tano maggiore apporto termico nella
saldatura.
Quando si esegua una saldatura in po-
sizione è conveniente usare diametri
minori e più passate successive per ri-
durre il deflusso del bagno di saldatura.
SCELTA DELLA CORRENTE
Il range di corrente di saldatura è rac-
comandato dal costruttore dell’elettro-
do ed è indicato sul contenitore degli
elettrodi.
INSTRUCTIONS FOR WELDING
WELDING CABLES
The welding cables must be of the mi-
nimum length necessary, they must be
kept close together and run along the
ground.
Do not use cables on which the insula-
tion is spoiled or which have an insuffi-
cient section.
For the cable diameter, see Tab. 1.
EQUIPOTENTIAL CONNECTION
AND EARTHING
Follow the national requirements for
the equipotential connection of metal
components in the vicinity of the wel-
ding system and for earthing them if
necessary.
PREPARING THE PARTS
The preparation varies depending on
the type of join, the thickness, the po-
sition and the accessibility of the parts.
In general the edges to be welded must
be prepared by cleaning off any paint,
rust or other contaminating substan-
ces.
For flat welding up to a thickness of
10-12mm, the V preparation is normal-
ly used (see Tab. 2), while for greater
thicknesses it is preferable to use the X
preparation with upside-down rewelding
or the U preparation without rewelding.
CHOOSING THE ELECTRODE
The welders in the EA series are suit-
able for welding AWS E6013 (rutile)
electrodes. The electrode diameter de-
pends on the thickness of the material,
the position of the part and the type of
join. Larger diameters of course require
greater currents and involve a greater
amount of heat in welding.
When making a weld in position it is
convenient to use smaller diameters
and several passes to reduce the flow
of the weld pool.
CHOOSING THE CURRENT
The range of the welding current is re-
commended by the electrode manufac-
turer and is indicated on the electrode
container.
INSTRUCTIONS POUR LE SOUDAGE
CÂBLES DE SOUDAGE
Les câbles de soudage doivent être
de la longueur minimum nécessaire, ils
doivent être maintenus proches l’un de
l’autre et ils doivent passer sur le sol.
Ne pas utiliser de câbles de section in-
suffisante ou dont la gaine isolante est
endommagée.
Pour le diamètre des câbles, se référer
au Tableau 1.
CONNEXION ÉQUIPOTENTIELLE ET
MISE À LA TERRE
Suivre les prescriptions des normes en
vigueur dans le pays d’installation en
ce qui concerne la connexion équipo-
tentielle des composants métalliques à
proximité du poste de soudage et leur
éventuelle mise à la terre.
PRÉPARATION DES PIÈCES
La préparation varie selon le type de
joint, l’épaisseur, la position et l’acces-
sibilité des pièces.
En général les bords à souder doivent
être préparés en éliminant les traces de
peinture, de rouille ou d’autres agents
contaminants.
Pour le soudage à plat jusqu’à 10-12
mm d’épaisseur, on adopte généra-
lement la préparation en V (voir tab.
2); pour les épaisseurs supérieures, il
vaut mieux choisir la préparation en “X”
avec reprise à l’envers ou en “U” sans
reprise.
CHOIX DE L’ÉLECTRODE
Les soudeuses série EA sont adaptées
au soudage d’électrodes de type
AWS
E6013
(rutiliques).
Le diamètre de
l’électrode dépend de l’épaisseur du
matériau, de la position de la pièce,
du type de joint. Naturellement les plus
grands diamètres demandent des cou-
rants plus importants et comportent un
plus grand apport thermique lors du
soudage.
Quand on effectue une soudure in situ,
il est préférable d’utiliser des diamètres
moins importants et d’effectuer plu-
sieurs passes successives pour réduire
l’écoulement du bain de soudure
CHOIX DU COURANT
La gamme du courant de soudage est
recommandé par le constructeur de
l’électrode et est indiquée sur l’embal-
lage des électrodes.
SALDATURA
L’arco si innesca sfregando la punta
dell’elettrodo sul pezzo collegato al
cavo di massa e ritraendo quindi l’e-
lettrodo fino alla normale distanza di
saldatura. Se il movimento è troppo
rapido, si spegne l’arco; se invece è
troppo lento, l’elettrodo si incolla ed oc-
corre uno strappo laterale per liberarlo.
La saldatura consiste nel deposito di
gocce di metallo fuso dell’elettrodo sul
pezzo. Il rivestimento dell’elettrodo, nel
bruciare, fornisce il gas protettivo al ba-
gno di saldatura.
WELDING
The arc is struck by rubbing the tip of
the electrode on the part connected to
the earth cable and then drawing back
the electrode to the normal welding
distance. If the movement is too fast,
the arc goes out; if it is too slow, the
electrode sticks and you must pull side-
ways to free it.
Welding consists of depositing drops of
molten electrode metal on the part. As
it burns, the electrode coating provides
the protective gas for the weld pool.
Welding may be carried out with diffe-
SOUDAGE
L’arc s’amorce en frottant la pointe de
l’électrode sur la pièce connectée au
câble de masse et en reculant ensuite
l’électrode jusqu’à la distance de souda-
ge normale. Si le mouvement est trop
rapide, l’arc s’éteint; si au contraire il
est trop lent, l’électrode se colle et il
faut effectuer une traction latérale pour
la libérer.
Le soudage consiste dans le dépôt de
gouttes de métal fondu de l’électrode
sur la pièce. L’enrobage de l’électrode,
en brûlant, fournit le gaz protecteur au
7
Sezione minima dei cavi di saldatura
Minimum section of the welding
cables
Section minimum des câbles de
soudure
Mindestquerschnitt der Schweißkabel
Sección mínima de los cables de
soldadura
Corrente max di
saldatura
Max welding
current
Courant maximum
de soudure
Max.
Schweißstrom
Corriente máx de
soldadura
Lunghezza dei cavi
Cable length
Longueur des câbles
Kabellänge
Longitud de los
cables
5-10m 10-20m
130A 25mm² 35mm²
220A 35mm² 50mm²
Tab. 1
Preparazione del giunto
Preparing the join
Préparation du joint
Vorbereitung des Stoßes
Preparación de la junta
t
mm α
°h
mm g
mm
0 - 3 0 0 0
3 - 6 0 0 0 - t/2
6 - 12 60 - 120 0 - 1.5 0 - 2
Tab. 2
ANLEITUNG ZUM
SCHWEISSVORGANG
SCHWEISSKABEL
Die Schweißkabel müssen die erfor-
derliche Mindestlänge aufweisen, zu-
sammengehalten werden und auf dem
Boden verlaufen.
Keine Kabel mit beschädigter Isolie-
rung oder unzureichendem Querschnitt
verwenden.
Bezüglich des Durchmessers der Kabel
wird auf die Tab. 1 verwiesen.
ÄQUIPOTENTIALANSCHLUSS UND
ERDUNG
Die Vorschriften der nationalen Normen
in bezug auf den Äquipotentialanschluß
der Metall-komponenten in der Umge-
bung der Schweiß-anlage und ihre even-
tuelle Erdung beachten.
VORBEREITUNG DER WERKSTÜCKE
Die Vorbereitung ist je nach Art des
Stoßes, der Dicke, der Position und der
Zugänglichkeit der Werkstücke unter-
schiedlich.
Im allgemeinen müssen die Schweißkan-
ten in Form einer Reinigung von Lack,
Rost oder anderen verunreinigenden
Substanzen vorbereitet werden.
Zum Flachschweißen bis zu 10-12mm
Dicke wird normalerweise die V-Stoß-
Vorbereitung angewandt (siehe Tab.
2); bei höheren Dickenwerten ist der
X-Stoß mit Wiederaufnahme auf der
Rückseite oder der U-Stoß ohne Wiede-
raufnahme vorzuziehen.
WAHL DER ELEKTRODE
Die Schweißmaschinen der Serie
EA eignen sich zum Schweißen von
Elektroden des Typs
AWS E6013
(ruti-
lisch).
Der Durchmesser der Elektrode
hängt von der Dicke des Materials, von
der Position des Werkstücks, von der
Art des Stoßes ab. Natürlich erfordern
größere Durchmesser höhere Strom-
leistungen und bringen eine höhere
Wärmezufuhr in den Schweißvorgang
mit sich.
Wenn ein Schweißvorgang in Position
ausgeführt wird, empfiehlt es sich,
niedrigere Durchmesser und mehrere
aufeinander-folgende Schweißgän-
ge anzuwenden, um den Abfluß des
Schweißbads zu reduzieren.
STROMWAHL
Der Schweißstrom-Bereich wird vom
Hersteller der Elektrode empfohlen und
ist auf dem Behälter der Elektroden an-
gegeben.
INSTRUCCIONES PARA LA
SOLDADURA
CABLES DE SOLDADURA
Los cables de soldadura tendrán la ne-
cesaria longitud mínima, se colocarán
uno a lado del otro y correrán por el
suelo.
No usar cables con el aislamiento estro-
peado o de sección insuficiente.
Para el diámetro de los cables, consul-
tar la Tab.1.
CONEXION EQUIPOTENCIAL Y
PUESTA A TIERRA
Hay que cumplir las normas nacionales
para la conexión equipotencial de los
componentes metálicos puestos cer-
ca de la instalación de soldadura, así
como para su puesta a tierra.
PREPARACION DE LAS PIEZAS
La preparación cambia conforme al
tipo de junta, a su espesor, a la posi-
ción y a la accesibilidad de las piezas.
Normalmente, los bordes a soldar se
limpian de toda la pintura, oxidación u
otros agentes contaminantes.
Para la soldadura horizontal hasta 10-
12mm de espesor, se adopta normal-
mente la preparación a V (ver la Tab.2),
en cambio, para espesores superiores,
se prefiere la X, con reanudación al re-
vés o a U, sin reanudación.
COMO SE ELIGE EL ELECTRODO
Las soldadoras de la serie EA son
aptas para soldar electrodos de tipo
AWS E6013 (rutílicos). El diámetro
del electrodo corresponderá al espesor
del material, a la posición de la pieza
y al tipo de junta. Naturalmente, los
diámetros superiores requieren cor-
rientes mayores y obligan a una mayor
aportación térmica para la soldadura.
Al llevar a cabo una soldadura en posi-
ción, es conveniente utilizar diámetros
menores y efectuar varias pasadas
sucesivas, a fin de disminuir el flujo de-
scendente del baño de soldadura.
COMO SE ELIGE LA CORRIENTE
El campo de corriente de soldadura
está recomendado por el fabricante del
electrodo y viene indicado en el paque-
te de electrodos.
SCHWEISSVORGANG
Der Lichtbogen wird entzündet, indem
die Spitze der Elektrode gegen das
mit der Erdleitung verbundene Wer-
kstück gerieben und die Elektrode dann
bis zum normalen Schweiß-abstand
zurückgezogen wird. Ist die Bewegung
zu schnell, erlischt der Lichtbogen;
ist sie dagegen zu langsam, klebt die
Elektrode an und muß durch einen seitli-
chen Ruck befreit werden.
Der Schweißvorgang besteht im Abla-
gern von Tropfen von geschmolzenem
Metall der Elektrode auf dem Wer-
SOLDADURA
El arco se conecta rozando la punta del
electrodo contra la pieza conectada a
la conexión de tierra y luego se separa
a la distancia normal de soldeo. De ser
el movimiento demasiado rápido, se
apaga el arco; en cambio, cuando es
demasiado lento, el electrodo se pega
y para dejarlo libre hay que dar un tirón
lateral.
La soldadura consiste en depositar
unas gotas de metal fundido del electro-
do sobre la pieza. El revestimiento del
electrodo, al quemarse, proporciona el

8
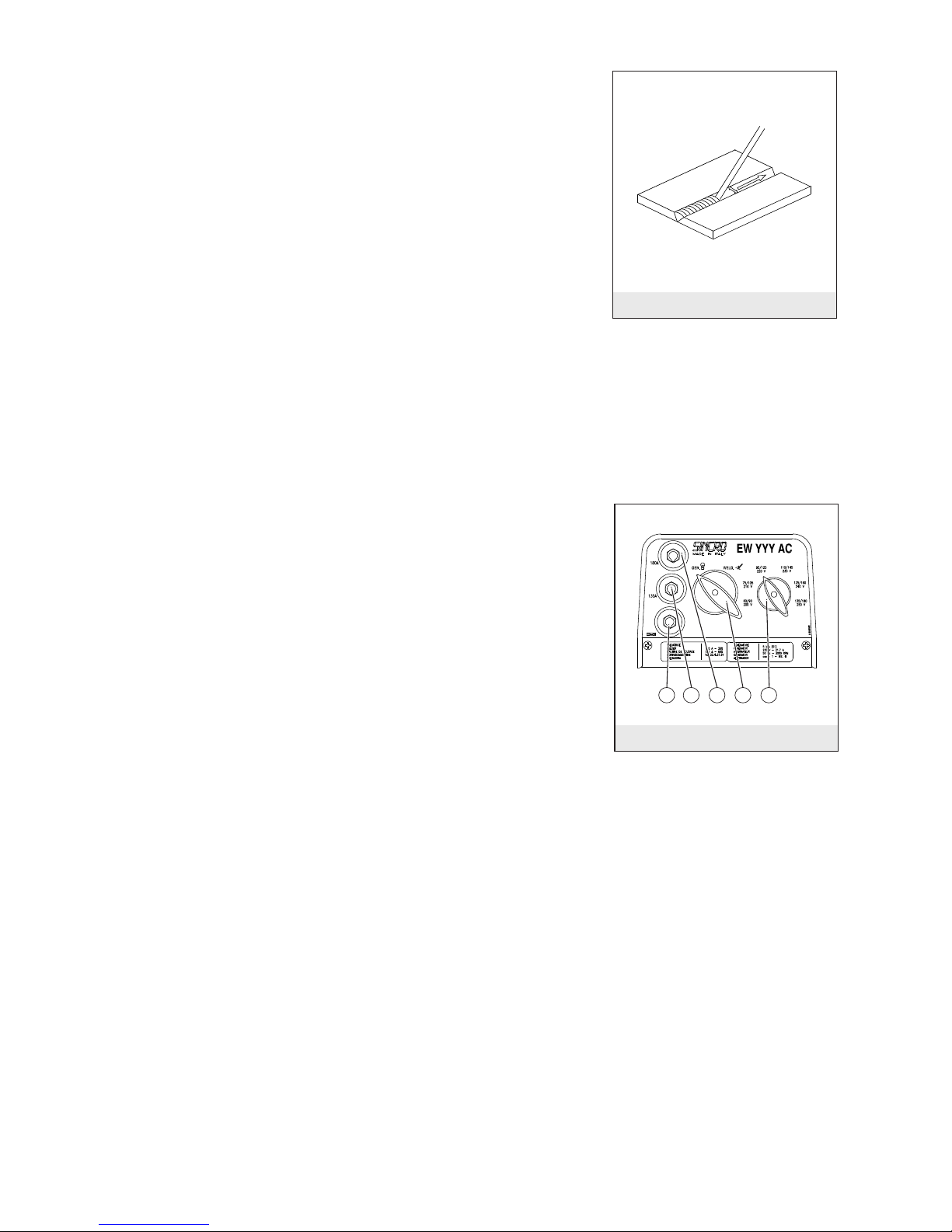
La saldatura può essere eseguita con
tecniche diverse la cui scelta dipende
da svariati fattori.
In generale, l’elettrodo va mantenuto
inclinato e va spostato eseguendo delle
oscillazioni tra i due lembi da unire in
modo da evitare un eccessivo accumu-
lo di materiale di apporto al centro della
saldatura (vedi Fig.1).
Al termine di ogni passata è necessario
asportare la scoria con un martello e/o
una spazzola.
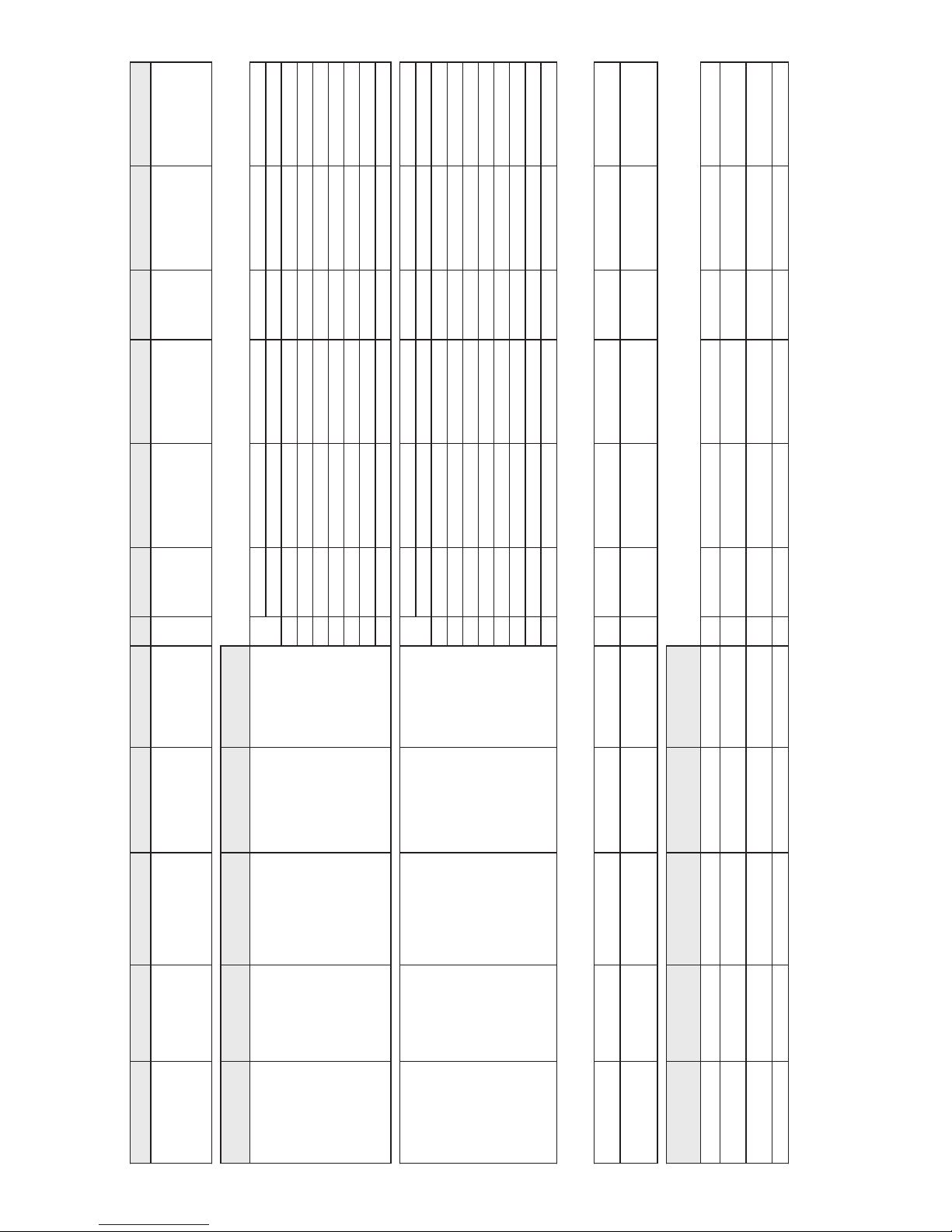
MODALITA’ DI UTILIZZO
DESCRIZIONE DEL PANNELLO
(FIG.2)
1 -Presa per la massa
2 -Presa per saldatura gamma
bassa(*)
3 -Presa per saldatura gamma alta
4 -Selettore modalità di funziona-
mento
5 -Selettore del valore nominale
FUNZIONAMENTO COME
GENERATORE
Posizionare il selettore 4 su “GEN.”.
Posizionare il selettore 5 sulla tensione
desiderata. Collegare l’utilizzatore
alle prese.
Avviare il dispositivo utilizzatore.
FUNZIONAMENTO COME
SALDATRICE
Posizionare il selettore 4 su “WELD”.
Inserire lo spinotto del cavo di massa
nella presa 1.
Collegare il cavo di massa al pezzo
da saldare.
Inserire lo spinotto del cavo dalla
pinza portaelettrodo nella presa 2 o
3 a seconda della gamma di corrente
desiderata.
Impostare la corrente di saldatura
mediante il selettore 5 (scala nera per
la gamma bassa(*), scala rossa per la
gamma alta).
Saldare.
La saldatrice può erogare la corrente
massima solo per un tempo limitato,
trascorso il quale necessita un raffred-
damento (vedi l’indicazione in targa). Se
pertanto, lavorando con correnti eleva-
te, intervenisse la protezione termica,
occorre attendere qualche minuto per il
ripristino automatico della stessa.
rent techniques, the choice of which
depends on various factors
In general, the electrode is kept tilted
and is shifted by making oscillating
movements between the two edges
that are to be joined so as to avoid an
excessive build-up of weld material in
the centre of the weld (see Fig.1).
At the end of each pass it is necessary
to remove the slag with a hammer and/
or a brush.
USING PROCEDURE
PANEL DESCRIPTION (FIG.2)
1 -Earth socket
2 -Socket for low range welding (*)
3 -Socket for high range welding
4 -Function mode selector
5 -Rated value selector
OPERATION AS A GENERATOR
Turn selector 4 to “GEN.”.
Turn selector 5 to the desired voltage.
Connect the user to the sockets.
Start the user device.
OPERATION AS A WELDER
Turn selector 4 to “WELD”.
Insert the jack of the earth cable in
the socket 1.
Connect the earth cable to the part
that is to be welded.
Insert the jack of the cable from the
electrode holder in socket 2 or 3 de-
pending on the current range desired.
Set the welding current with the selec-
tor 5 (black scale for the low range(*),
red scale for the high range).
Weld.
The welding machine can give the maxi-
mum current only for a limited time, af-
ter which it must be allowed to cool (see
indication on the plate). So, when wor-
king with high currents, if the thermal
protection trips, you must wait a few
minutes for it to be set automatically.
bain de soudure.
Le soudage peut être effectué avec
des techniques différentes dont le choix
dépend de différents facteurs.
En général, l’électrode doit être main-
tenue en position inclinée et doit être
déplacée en effectuant des oscillations
entre les deux bords à unir de manière
à éviter une accumulation excessive de
matériau d’apport au centre de la sou-
dure (voir Fig. 1).
À la fin de chaque passe, il faut éliminer
les résidus avec un marteau et/ou une
brosse.
MODE D’EMPLOI
DESCRIPTION DU TABLEAU DE
COMMANDE (FIG.2)
1 -Prise pour la mise à la masse
2 -Prise pour soudage gamme
basse(*)
3 -Prise pour soudage gamme haute
4 -Sélecteur du mode de fonction-
nement
5 -Sélecteur de la valeur nominale
FONCTIONNEMENT COMME
GÉNÉRATEUR
Positionner le sélecteur 4 sur “GEN.”.
Positionner le sélecteur 5 sur la tension
désirée.
Connecter le dispositif utilisateur aux
prises.
Mettre en marche le dispositif utilisateur.
FONCTIONNEMENT COMME SOU-
DEUSE
Positionner le sélecteur sur 4 “WELD”.
Introduire la fiche du câble de masse
dans la prise 1.
Connecter le câble de masse à la pièce
à souder.
Introduire la fiche du câble de la pince
porteélectrode dans la prise 2 ou 3 selon
la gamme de courant désirée.
Sélectionner le courant de soudage à
l’aide du sélecteur 5 (graduation
noire
pour la gamme basse (*), graduation
rouge pour la gamme haute).
Souder.
La soudeuse peut assurer le courant
maximum en sortie pendant un temps
limité après lequel une période de refroi-
dissement est nécessaire (voir l’indica-
tion sur la plaque). Si au cours du travail
avec des courants élevés la protection
thermique intervient, il faut donc atten-
dre quelques minutes le réarmement
automatique de cette dernière.
(*)
Non disponibile nei modelli EW 130 AC
ed EW 140 AC.
(*) Not available on models EW 130 AC and
EW 140 AC.
(*) Non disponible dans les modèles EW
130 AC et EW 140 AC.
9
Fig. 2
12345
Fig. 1
kstück. Die Verkleidung der Elektro-
de liefert bei der Verbrennung das
Schutzgas für das Schweißbad.
Der Schweißvorgang kann mit diversen
Techniken, deren Wahl von verschiede-
nen Faktoren abhängt, erfolgen.
Im allgemeinen wird die Elektrode in
geneigter Position gehalten und ver-
schoben, indem man oszillierende
Bewegungen zwischen den beiden zu
verbindenden Schweißkanten ausführt,
um eine übermäßige Ansammlung
von Zusatzwerkstoff in der Mitte der
Schweißung zu vermeiden (siehe Abb.
1).
Am Ende jedes Schweißgangs muß die
Schlacke mit einem Hammer und/oder
einer Bürste entfernt werden.
MODALITÄTEN ZUM GEBRAUCH
BESCHREIBUNG DER STEUERTAFEL
(ABB.2)
1 -Steckdose für Erdung
2 -Steckdose für Schweißvorgang
Niedrigbereich(*)
3 -Steckdose für Schweißvorgang
hoher Bereich
4 -Wählschalter für Betriebsmodus
5 -Wählschalter für Nennwert
FUNKTION ALS GENERATOR
Den Wählschalter 4 auf “GEN.” stellen.
Den Wählschalter 5 auf die gewünschte
Spannung
stellen. Den Benutzer mit den Steckdo-
sen verbinden. Die Benutzervorrichtung
starten.
FUNKTION ALS
SCHWEISSMASCHINE
Den Wählschalter 4 auf “WELD” stellen.
Den Steckerstift des Erdungskabels in
die Steckdose 1 einführen.
Das Erdungskabel mit dem zu
schweißenden Werkstück verbinden.
Den Steckerstift des aus der Elektroden-
halterzangeherauskommenden Kabels
in die Steckdose 2 oder 3 einführen,
je nach gewünschtem Strombereich.
Den Schweißstrom über den Wählschal-
ter 5 (
schwarze
Skala für Niedrigbe-
reich(*), rote Skala für hohen Bereich)
einstellen.
Schweißen.
Die Schweißmaschine kann den Höchst-
strom nur für eine begrenzte Zeit lie-
fern, nach deren Ablauf eine Abkühlung
erforderlich ist (siehe Angabe auf dem
Typenschild). Sollte daher bei der Arbeit
mit hohen Stromleistungen der Thermo-
schutz eingreifen, muß man einige Minu-
ten warten, bis dieser sich automatisch
rückgestellt hat.
gas protector al baño de soldadura.
Las técnicas empleadas en la solda-
dura pueden ser diferentes, se elegirá
según varios factores.
En general, el electrodo se mantiene in-
clinado y se desplaza con oscilaciones
entre los dos bordes a unir, para impe-
dir una acumulación excesiva del metal
de soldeo en el centro de la soldadura
(ver Fig.1).
Al terminar cada pasada, es preciso
quitar la escoria con un martillo o con
un cepillo.
CÓMO SE UTILIZA
DESCRIPCION DEL PANEL (FIG.2)
1 -Toma para la masa
2 -Toma para la soldadura de gama
baja (*)
3 -Toma para la soldadura de gama
alta
4 -Mando de modalidad funciona-
miento
5 -Mando del valor nominal
FUNCIONAMIENTO COMO
GENERADOR
Posicionar el mando 4 en “GEN.”.
Posicionar el mando 5 en la tensión
deseada.
Conectar el utilizador a las tomas.
Poner en marcha el dispositivo uti-
lizador.
FUNCIONAMIENTO COMO
SOLDADORA
Posicionar el mando 4 en “WELD”.
Meter el enchufe del cable de masa
en la toma 1.
Conectar el cable de masa en la pieza
a soldar.
Meter el enchufe del cable de la
pinza portaelectrodo en la toma 2 o
3 conforme a la gama de corriente
deseada.
Programar la corriente de soldadura
con el mando 5 (escala negra para
la gama baja(*), escala roja para la
gama alta).
Soldar.
La soldadora puede suministrar la
corriente máxima sólo por un tiempo
limitado, así que transcurrido dicho
tiempo es necesario que se enfríe (ver
la indicación de la placa). Por tanto, en
el caso de que al trabajar con corrien-
tes elevadas se activase la protección
térmica, será necesario esperar algu-
nos minutos para que ésta se reactive
automáticamente.
(*) Nicht verfügbar bei den Modellen EW
130 AC und EW 140 AC. (*) No disponible en los modelos EW 130
AC y EW 140 AC.

10
PROBLEMI DI SALDATURA
Spruzzi
eccessivi Arco lungo
Corrente elevata
Incollature Arco troppo lungo
Corrente troppo bassa
Crateri Allontanamento troppo
veloce dell’elettrodo in
staccata
Inclusioni
Cattiva pulizia tra le
passate
Cattiva distribuzione
delle passate
Movimento difettoso
dell’elettrodo
Insufficiente
penetrazione
Corrente di saldatura
troppo bassa
Mancata scalpellatura
al vertice
Soffiature e
porosità Umidità nell’elettrodo
Arco troppo lungo
Cricche
Correnti troppo elevate
Materiali sporchi
Idrogeno in saldatura
(nel rivestimento
dell’elettrodo)
Tab. 3
WELDING PROBLEMS
Too many
splashes Long arc
High current
Sticking Arc is too long
Current too low
Craters Electrode moving away
too fast when removed
Inclusions
Bad cleaning between
passes
Bad distribution of
passes
Faulty electrode
movement
Insufficient
penetration Welding current too low
No chipping at root
Blowholes
and porosity
Humidity in the
electrode
Arc is too long
Cracks
Currents too high
Dirty materials
Hydrogen in the weld
(in the coating of the
electrode)
Tab. 3
PROBLÈMES DE SOUDURE
Projections
excessives Arc long
Courant élevé
Collages Arc trop long
Courant trop bas
Cratères
Éloignement trop
rapide de l’électrode
au moment du
détachement
Inclusions
Nettoyage imparfait
entre les passes
Mauvaise répartition
des passes
Mouvement défectueux
de l’électrode
Pénétration
insuffisante
Courant de soudage
trop bas
Absence de burinage
au sommet
Soufflures et
porosités
Humidité dans
l’électrode
Arc trop long
Criques
Courants trop élevés
Matériaux sales
Hydrogène en soudage
(dans l’enrobage de
l’électrode)
Tab. 3
SCHWEISSPROBLEME
Übermäßiges
Sprühen Langer Lichtbogen
Starker Strom
Ankleben Lichtbogen zu lang
Strom zu niedrig
Krater Zu schnelles Entfernen
der Elektrode beim
Ablösen
Einschlüsse
Unzureichende
Reinigung zwischen
den Schweißgängen
Unzureichende
Verteilung der
Schweißgänge
Fehlerhafte Bewegung
der Elektrode
Unzurei-
chende
Durchdring-
ung
Schweißstrom zu
niedrig
Kein Abmeißeln am
Scheitel
Blasen und
Porösität
Feuchtigkeit in der
Elektrode
Lichtbogen zu lang
Risse
Zu hoher Strom
Schmutzige
Materialien
Wasserstoff in der
Schweißung (im
Überzug der Elektrode)
Tab. 3
PROBLEMAS DE SOLDADURA
Excesivas
salpicaduras Arco largo
Corriente elevada
Pegados Arco demasiado largo
Corriente demasiado
baja
Cráteres Separación demasiado
rápida del electrodo al
alejarlo
Inclusiones
Entre las pasadas no
se limpia bien
Mala distribución de las
pasadas
Movimiento defectuoso
del electrodo
Insuficiente
penetración
Corriente de soldadura
demasiado baja
Cinceladura no
efectuada en el vértice
Soplados y
porosidad
Humedad en el
electrodo
Arco demasido largo
Grietas
Corrientes demasiado
elevadas
Materiales sucios
Hidrógeno en
soldadura (en
elrevestimiento del
electrodo)
Tab. 3
11
CARATTERISTICHE MAIN FEATURES CARACTERISTIQUES EIGENSCHAFTEN CARACTERISTICAS EW 130 AC EW 180 AC EW 200 AC EW 140 AC EW 190 AC EW 220 AC
VELOCITA' SPEED VITESSE DREHZAHL VELOCIDAD 3000 r.p.m. 3000 r.p.m. 3000 r.p.m. 3600 r.p.m. 3600 r.p.m. 3600 r.p.m.
CLASSE D' ISOLAM. INSULATION CLASS ISOLEMENT ISOLATIONSKLASSE AISLAMIENTO H H H H H H
PROTEZIONE PROTECTION PROTECTION SCHÜTZ PROTECCION IP23 IP23 IP23 IP23 IP23 IP23
PESO (IM B35) WEIGHT (IM B35) POIDS (IM B35) GEWIGHT (IM B35) PESO (IM B35) 32 kg 37 kg 42 kg 32 kg 37 kg 42 kg
SALDATRICE WELDER MACHINE DE
SOUDAGE SCHWEISS-
MASCHINE SOLDADORA
CORRENTE DI
SALDATURA E
TENSIONE DEL
GENERATORE NELLE
VARIE POSIZIONI
WELDING
CURRENT AND
ALTERNATOR
VOLTAGE IN
THE DIFFERENT
SELECTOR
POSITIONS
COUR. DE SOUDAGE
ET TENSION DE
L’ALTERNATEUR
DANS LES DIFFERENT
POSITIONS
SCHWEISSTROM
UND SPANNUNG
DES GENERATORES
IN DEN
VERSCHIEDENEN
STELLUNGEN
CORRIENTE DE
SOLDADURA Y
VOLTAJE DE EL
ALTERNADOR EN
LAS DIFERENTES
POSICIONES
POS. I V I I V I I V I V I I V I I V
min max min max min max min max
160 200 60 90 200 60 120 180 60 200 60 100 190 60 120 180
275 210 75 105 210 75 130 190 75 210 75 125 200 75 130 190
390 220 90 125 220 85 145 200 90 220 90 140 210 85 140 200
4105 230 110 145 230 100 155 210 105 230 105 155 220 100 160 210
5115 240 120 160 240 115 165 220 120 240 120 170 230 115 180 220
6130 250 135 180 250 125 180 230 140 250 135 190 240 125 200 230
7135 200 240 135 220 240
TENSIONE DI FULL LOAD TENSION DE SOUDAGE SCHWEISPANNUNG VOLTAJE DE POS. FULL NO FULL FULL NO FULL FULL NO FULL NO FULL FULL NO FULL FULL NO
SALDATURA AND NO LOAD EN CHARGE BEI VOLLAST SOLDADURA LOAD LOAD LOAD LOAD LOAD LOAD LOAD LOAD LOAD LOAD LOAD LOAD LOAD LOAD LOAD LOAD
A CARICO WELDING VOLTAGE ET A VIDE UND LEERLAUF DE CARGA V V min max Vmin max VVVmin max Vmin max V
E A VUOTO IN THE DIFFE- DANS LES IN DEN Y EN VACÌO EN 122,4 50 22,4 23,6 50 22,4 24,8 45 22,4 50 22,4 24 47,5 22,4 24,8 45
NELLE VARIE RENT SELECTOR DIFFERENT VERSCHIEDENEN LAS DIFERENTES 223 52,5 23 24,2 52,5 23 25,2 47,5 23 52,5 23 25 50 23 25,2 47,5
POSIZIONI POSITIONS POSITIONS STELLUNGEN POSICIONES 323,6 55 23,6 25 55 23,4 25,8 50 23,6 55 23,6 25,6 52,5 23,4 25,6 50
424,2 57,5 24,4 25,8 57,5 24 26,2 52,5 24,2 57,5 24,2 26,2 55 24 26,4 52,5
524,6 60 24,8 26,4 60 24,6 26,6 55 24,8 60 24,8 26,8 57,5 24,6 27,2 55
625,2 62,5 25,4 27,2 62,5 25 27,2 57,5 25,6 62,5 25,4 27,6 60 25 28 57,5
725,4 28 60 25,4 28,8 60
TIPO DI ELETTRODI
SALDABILI: RUTILE WELDABLE ELEC-
TRODES: RUTILE TYPE ELECTRODES
SOUDABLE: RUTILE TYPE ELEKTRODE
SCHWEISSBAR:
RUTIL
TIPO ELECTRODOS
SOLDABLE: RUTILE
SERVIZIO DUTY SERVICE DIENST SERVICIO 130 A - 35% 180 A - 35%
125 A - 60% 200 A - 35%
180 A - 60% 140 A - 35% 190 A - 35%
135 A - 60% 220 A - 35%
180 A - 60%
POTENZA DRIVING PUISSANCE LEISTUNGS- POTENCIA 6kW - 8,5Hp 8kW - 11 Hp 9kW - 12 Hp 6,5kW - 9HP 9kW - 12 Hp 9,5kW - 13Hp
ASSORBITA POWER ABSORBEE AUFNAMME ABSORBIDA (3000 r.p.m.) (3000 r.p.m.) (3000 r.p.m.) (3600 r.p.m.) (3600 r.p.m.) (3600 r.p.m.)
GENERATORE
MONOFASE ALTERNATOR
SINGLE PHASE ALTERNATEUR
MONOPHASE GENERATOR
EINPHASIGER ALTERNADOR
MONOFASICO
POTENZA POWER PUISSANCE LEISTUNG POTENCIA 4 kVA (S1) 5 kVA (S1) 7 kVA (S1) 5 kVA (S1) 6 kVA (S1) 8 KVA (S1)
"TENSIONE
(REGOLABILE)" "VOLTAGE
(ADJUSTABLE)" "TENSION
(REGLABLE)" "SPANNUNG
(REGULIERBAR)" "TENSION
(REGULABLE)" 115-230 V 115-230 V 115-230 V 115-230 V 115-230 V 115-230 V
CORRENTE (MAX S1) CURRENT (MAX S1) COURANT (MAX S1) STROM (MAX S1) CORRIENTE (MAX
S1) 17,4 A 21,7 A 30,4 A 21,7 A 26,1 A 34,7 A
FREQUENZA FREQUENCY FREQUENCE FREQUENZ FREQUENCIA 50 Hz 50Hz 50Hz 60Hz 60Hz 60Hz
La saldatrice è fornita
di protezione termica
autoripristinabile con-
tro i sovraccarichi.
The welder is sup-
plied with thermal
breaker (autore-
settable) against
overload.
La machine est pro-
tegèe avec un dispo-
sitive thermique (avec
retablissement).
Die Schweissma-
schine ist mit einem
Überlastungsschutz
geliefert
La soldadora la su-
ministramos con un
dispositivo termico
que se restablece
automaticam.
12
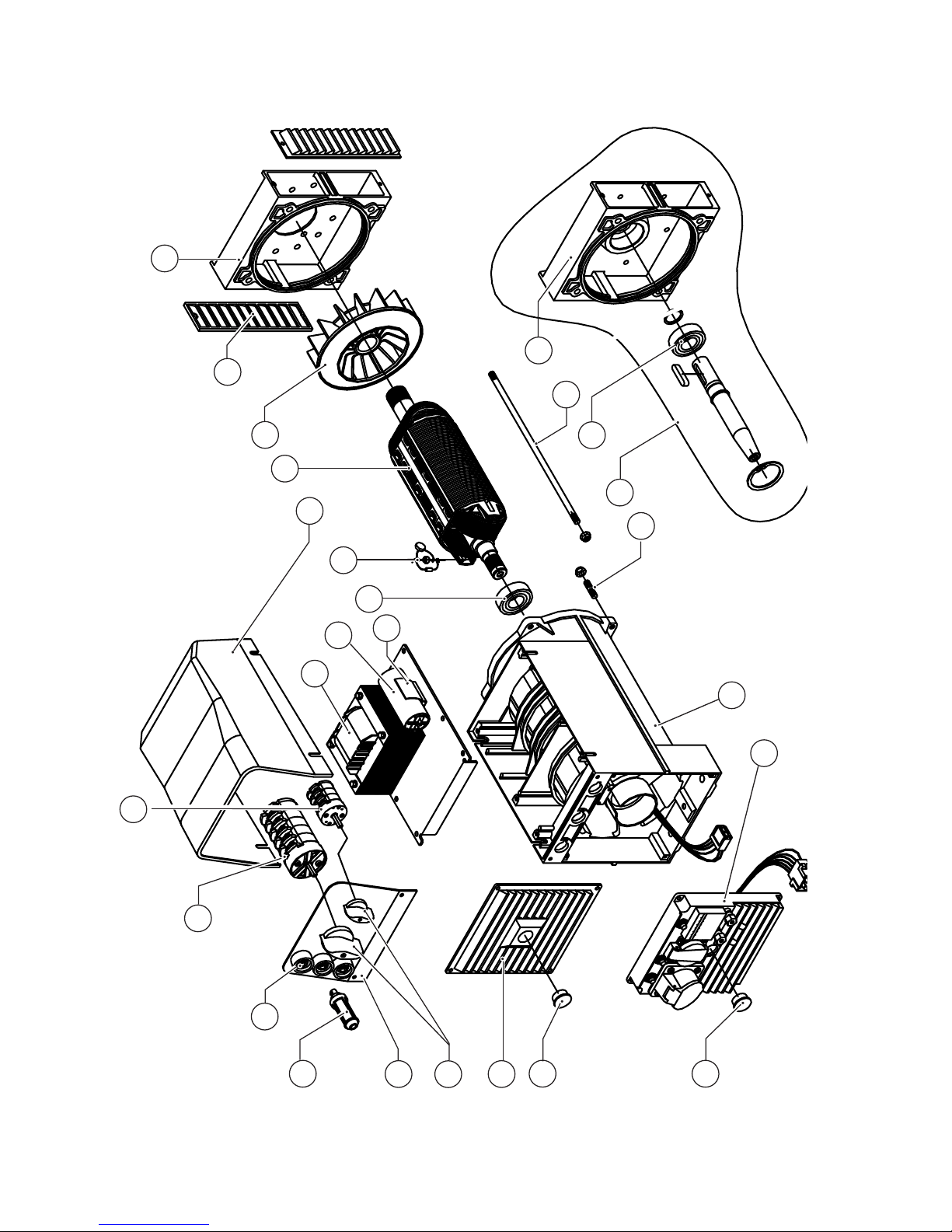
DISEGNO ESPLOSO - EXPLODED VIEW - VUE ECLATEE - TEILMONTAGEZEICHNUNG - DESPIECE
28
41
39
50
9
32
33
27
37
22
5
1
31
3
8
3
30
6
4
2
7
1
15
21
23
29
13
PARTI DI RICAMBIO - SPARE PARTS LIST - PIECES DETACHEES - ERSATZTEILLISTE - PARTES DE RECAMBIO
REF. CODE DESCRIZIONE DESCRIPTION DESCRIPTION BESCHREIBUNG DESCRIPCIÓN
1 (*) 107689 Scudo anteriore IMB35 J609A Front shield IMB35 J609A Flasque antérieur IMB35 J609A Vorderer Kasten IMB35 J609A Escudo anterior IMB35 J609A
107691 Scudo anteriore IMB35 J609B Front shield IMB35 J609B Flasque antérieur IMB35 J609B Vorderer Kasten IMB35 J609b Escudo anterior IMB35 J609B
107717 Scudo anteriore IMB35 c.23-c.30 Front shield IMB35 c.23-c.30 Flasque antérieur IMB35 c.23-c.30 Vorderer Kasten IMB35 c.23-c.30 Escudo anterior IMB35 c.23-c.30
107682 Scudo anteriore IMB34 (B3/B14) Front shield IMB34 (B3/B14) Flasque antérieur IMB34 (B3/B14) Vorderer Kasten IMB34 (B3/B14) Escudo anterior IMB34 (B3/B14)
2106149 Griglia anteriore IP23 IP23 front grid Grille de protection antérieure IP23 Vorderes Gitter IP23 Rejilla anterior IP23
3105453 Cuscinetto 6205 2RS C3 Bearing type 6205 2RS C3 Roulement - 6205 2RS C3 Lager 6205 2 RS C3 Cojinete 6205 2RS C3
4 (*) 106318 Ventola (con foro diam.30) Fan (with hole diam.30) Ventilateur (avec trou d.30) Lüfterrad mit Loch d.30 Ventilador agujero d.30
106319 Ventola (con foro diam.35) Fan (with hole diam.35) Ventilateur (avec trou d.35) Lüfterrad mit Loch d.35 Ventilador agujero d.35
5 (*) 105- Tirante centrale Shaft stay bolt Tige centrale Spannstange Tirante àrbol
6 (*) \Rotore EW-AC (Accoppiamento ?) (1) EW-AC Rotor (Coupling ?) (1) Rotor EW-AC (Accouplement ?) (1) Rotor EW-AC (Kupplung ?) (1) Rotor EW-AC (Acoplamiento ?) (1)
7111911 Diodo+Varistore+Condensatore EMC Diode+Varistor+EMC Capacitor Diode+Varistor+Condensateur EMC Diode+Varistor+Kondens.EMC Diodo+Variador+Condensador EMC
8105651 Molla portacondensatore (d.45-50) Capacitor block spring (d.45-50) Ressort fixation condens.(d.45-50) Kondensatorhaltefeder (d.45-50) Resorte portacondensador (d.45-50)
9 (*) \Carcassa + Statore Housing + Stator Carcasse + Stator Gehäuse + Stator Carcasa + Estator
15 (*) \Impedenza EW-AC EW-AC weld. impedance Reactance EW-AC Impedanz EW-AC Impedancia EW-AC
21 (*) 1064- Condensatore -- mF 450V Capacitor -- mF 450V Condensateur -- mF 450V Kondensator -- mF 450V Condensator -- mF 450V
22 106061 Griglia posteriore IP23 IP23 end cover Couvercle postér. aspiration IP23 Hinteres Gitter IP23 Rejilla trasera IP23
23 106223 Tappo per griglia Tap for IP23 end cover Bouchon Stopfen Tapòn para rejilla
27 106808 Commutatore 2 posiz. (GEN/WELD) 2 posit. commutator (GEN/WELD) Commutateur 2 posit. (GEN/WELD) Zweistellenschalter (GEN/WELD) Conmutador de 2 posic. (GEN/WELD)
28 106809 Commutatore 6 posiz. (EW 130÷190AC) 6 posit. commutator (EW 130÷190AC) Commutateur 6 posit. (EW 130÷190AC) Sechsstellenschalter (EW 130÷190AC) Conmutador 6 posic. (EW 130÷190AC)
106810 Commutatore 7 posiz. (EW 200-220AC) 7 posit. commutator (EW 200-220AC) Commutateur 7 posit. (EW 200-220AC) Sechsstellenschalter (EW 200-220AC) Conmutador 7 posic.(EW 200-220AC)
29 106222 Tappo per cuffia EK Tap for EK end cover Bouchon pour couvercle EK Stopfen EK Tapòn para tapa EK
30 106104 Coperchio alto nero High black top cover Couvercle supérieur haute noir Gitterhaltedeckel hoch schwarz Tapa negra alta
31 106383 KIT da IMB35 J609B a IMB34(B3/B14) KIT from IMB35 J609B to IMB34(B3/B14) KIT: de IMB35 J609B à IMB34 (B3/B14) KIT: von IMB35 J609B bis IMB34 (B3/B14) KIT: da IMB35 J609B a IMB34 (B3/B14)
32 (*) 106159 Cuffia EK cieca Blind EK end cover Couvercle post. EK sans trous EK Schutzkasten Tapa EK ciega posterior
\Quadro monofase Single-phase panel Tableau monophasè Schaltbrett einphasiger Cuadro monofasico
33 (*) \Pannello in alluminio Aluminum panel Plaque d'aluminium Platte aluminium Placa de aluminio
37 106041 Manopola commutatore (2 pos.) Commutator knob (2 pos.) Bouton de le commutateur (2 pos.) Drehknopf Umschalter (2 Pos.) Botón del conmutador (2 pos.)
106040 Manopola commutatore (6-7 pos.) Commutator knob (6-7 pos.) Bouton de le commutateur (6-7 pos.) Drehknopf Umschalter (6-7 Pos.) Botón del conmutador (6-7 pos.)
39 107055 Morsetto femmina 200A saldatura Female 200A welding terminal Borne de soudage (200A femelle) Aufnahmeklemme 200A Schweißung Borne hembra 200A soldadura
41 107057 Morsetto maschio 200A saldatura Male 200A welding terminal Borne de soudage (200A mâle) Einsteckklemme 200A Schweißung Borne macho 200A soldadura
50 105533 Tirante M8x30 Stay bolt M8x30 Tige M8x30 Spannstange M8x30 Tirante M8x30
(1) Comprende i particolari 3+4+7 (1) 3+4+7 items are included (1) Comprend les pièces 3+4+7 (1)Teil 3+4+7 inbegriffen (1) Incluye el particular 3+4+7
(*) Includere nella richiesta di pezzi di ricambio la descrizione dell’oggetto, il codice, il numero di matricola e le caratteristiche della macchina (rilevabili dalla targhetta).
(*) When ordering spare parts, please indicate the alternator code-number and machine serial number and characteristics (they are available on the label)
(*) Nous vous prions d’indiquer, dans vos commandes de pièces de rechange, la description de la pièce, le numéro de code et de série et les caractéristiques de la machine
(*) In den Ersatzteilanfrage sind die Gegenstandbeschreibung, die Materialnummer, die Kennummer und die Eigenschaften der Maschine (vom Schild zu entnehmen) anzugeben.
(*) Solicitar las piezas de recambio siempre indicando la descripción del objeto, el código, el número de matrícula y las características de la máquina (descritas en la placa de identificación).

14
Colori
colours
couleur
farbe
color
Blu:
blue
bleu
blau
azul
Grigio:
grey
gris
grau
gris
Marrone:
brown
marron
braun
marròn
Rosso:
red
rouge
rot
rojo
Arancione:
orange
orange
orange
anaranjado
Giallo:
yellow
jaune
gelb
amarillo
Viola:
violet
violette
violett
violeta
SCHEMA ELETTRICO - WIRING DIAGRAM - SCHEMA ELECTRIQUE - SCHALTPLANE - ESQUEMA ELECTRICO
15
EW 130 ACEW 180 ACEW 200 ACEW 140 ACEW 190 ACEW 220 AC
Avvolgimento principale Regolare il selettore di funzionamento in posizione “GEN”. Misurare sulla presa.
1.3 Ω0.90 Ω0.53 Ω0.94 Ω0.57Ω0.40 Ω
Main winding Turn the function selector to “GEN” position. Measure on the socket.
Enroulement principal Régler le sélecteur de fonctionnement sur “GEN”. Mesurer sur la prise.
Hauptwicklung Den Wählschalter für den Betriebsmodus auf Position “GEN” einstellen. An der Steckdose messen.
Bobinado principal Poner el mando de funcionamiento en posición “GEN”. Medir en la toma.
Avvolgimento ausiliario Regolare il selettore in posizione massima. Misurare sui fili collegati al condensatore (condensatore non
collegato).
2.7 Ω1.6 Ω1.4 Ω1.8 Ω1.1 Ω0.7 Ω
Auxiliary winding Turn the current selector to maximum position; measure on the wires connected to the capacitor
(disconnected capacitor).
Enroulement auxiliaire Régler le sélecteur de courant sur la position maximum. Mesurer sur les fils connectés au condensateur
(condensateur déconnecté).
Hilfswicklung Den Strom-Wählschalter in die max. Position stellen; an den mit dem Kondensator verbundenen Drähten
messen (Kondensator abgetrennt).
Bobinado auxiliario Poner el mando de corriente en posición máxima, medir en los hilos conectados al condensador
(condensador desconectado).
Rotore Misurare ai capi dei diodi.
2.0 Ω2.1 Ω2.5 Ω2.0Ω2.1 Ω2.5 Ω
Rotor Measure on the ends of the diodes.
Rotor Mesurer aux cosses des diodes.
Rotor An den Kopfenden der Dioden messen.
Rotor Medir en los extremos de los diodos.
Impedenza di saldatura Gamma bassa.
Low range.
Gamme basse.
Niedrigbereich
Gama baja.
6.5 mΩ6.6 mΩ6.6 mΩ6.5 mΩ6.6 mΩ6.6 mΩ
Welding impedance
Impédance de soudage Gamma alta.
High range.
Gamme haute.
Hoher Bereich.
Gama alta.
-- 4.3 mΩ4.3 mΩ-- 4.3 mΩ4.3 mΩ
Schweißimpedanz
Impedancia de soldadura
Condensatore Valori indicativi.
31.5 µF 45 µF 45-50 µF 35 µF 45 µF 45-50 µF
Capacitor Indicative values.
Condensateur Valeurs indicatives
Kondensator Indikative Werte.
Condensador Valores indicativos.
RESISTENZE DEGLI AVVOLGIMENTI A 20°C - WINDING RESISTANCES AT 20°C - RÉSISTANCES BOBINES À
20°C - WIDERSTAND DER WICKLUNG BEI 20°C - RESISTENCIAS DE LOS BOBINADOS A 20°
16
INCONVENIENTI CAUSE RIMEDIO
Manca tensione a vuoto. 1) Selettore di funzionamento in posizione
errata.
2) Macchina smagnetizzata.
3) Velocità ridotta.
4) Diodi rotanti difettosi.
5) Condensatore difettoso
6) Guasto negli avvolgimenti.
1) Spostare il selettore.
2) Applicare ai morsetti d’uscita per 1 sec. una
tensione continua compresa tra 6 ÷12 V.
3) Controllare i giri e portarli al valore nominale.
4) Controllare e sostituire.
5) Controllare e sostituire.
6) Controllare le resistenze degli avvolgimenti come da tabella.
Tensione a vuoto bassa.
Corrente di saldatura
bassa.
1) Selettori in posizione errata.
2) Spinotto del cavo nella gamma errata.
3) Velocità troppo bassa.
4) Diodi rotanti difettosi.
5) Condensatore di valore errato
6) Avvolgimenti avariati.
1
) Spostare i selettori.
2) Spostare lo spinotto.
3) Controllare la velocità e regolare.
4) Controllare e sostituire.
5) Controllare e sostituire.
6) Controllare le resistenze degli avvolgimenti come da tabella.
Tensione a vuoto troppo
alta.
Corrente di saldatura
troppo alta.
1) Selettori in posizione errata.
2) Spinotto del cavo nella gamma errata.
2) Velocità motore troppo alta.
4) Condensatore di valore errato.
5) Rotore difettoso.
1) Spostare i selettori.
2) Spostare lo spinotto.
2) Controllare la velocità a vuoto e regolare.
4) Controllare e sostituire
5) Sostituire il rotore.
Tensione corretta a vuoto,
troppo bassa a carico. 1) Possibile sovraccarico.
2) Il motore rallenta.
3) Diodi rotanti difettosi.
1) Controllare la corrente di carico.
2) Controllare dimensionamento motore.
3) Controllare e sostituire.
Saldatura difettosa 1) Guasto nell’impedenza. 1) Controllare la resistenza come da tabella e sostituire.
Tensione instabile.
Corrente di saldatura
instabile.
1) Contatti incerti.
2) Irregolarità di rotazione. 1) Controllare le connessioni.
2) Verificare l’uniformità di rotazione.
Surriscaldamento della
macchina. 1) Aperture di ventilazione parzialmente ostruite.
2) Possibile sovraccarico. 1) Smontare e pulire le cuffie di aspirazione ed espulsione aria.
2) Controllare la corrente di carico.
Macchina rumorosa. 1) Cuscinetti avariati.
2) Accoppiamento difettoso. 1) Controllare e sostituire.
2) Verificare e riparare.
DEFECT CAUSE REMEDY
No no-load voltage. 1) Selectors in the wrong position.
2) Demagnetized machine.
3) Reduced speed.
4) Faulty excitation bridge.
5) Failure in the windings.
1) Move the selectors.
2) Apply to the terminal a DC voltage between 6÷12V for 1 second.
3) Check the speed and bring it to the rated value.
4) Check and replace.
5) Check the windings resistances as per the table.
No-load voltage too low.
Low welding current. 1) Current selector in the wrong position.
2) Cable jack in the wrong range.
3) Speed too low.
4) Faulty rotating diodes.
5) Wrong capacitor value.
6) Faulty windings.
1) Move the selector.
2) Move the jack.
3) Check and regulate speed.
4) Check and replace.
5) Check and replace.
6) Check the resistance as per the table.
No-load voltage too high.
Welding current too high. 1) Selectors in the wrong position.
2) Cable jack in the wrong range.
2) Excessive motor speed.
4) Wrong capacitor value.
5) Faulty rotor.
1) Move the selectors.
2) Move the jack.
3) Regulate the motor speed.
4) Check and replace.
5) Change the rotor.
Correct no-load voltage and
too low full-load voltage. 1) Probable overload.
2) The engine speed slows down.
3) Faulty rectifier bridge.
1) Check the load current.
2) Check motor dimensions.
3) Check and replace.
Faulty welding 1) Fault in impedance. 1) Check the resistance according to table and replace.
Unstable voltage.
Unstable welding current. 1) Loose connections.
2) Irregular rotation. 1) Check the connections.
2) Verify the rotation uniformity.
Machine overheating. 1) Partially obstructed ventilation openings.
2) Probable overload.
3) Fault in the windings.
4) Faulty welding rectifier bridge.
1) Remove and clean the air inlet and outlet grids.
2) Check the load current.
3) Check the windings resistances as per the table.
4) Check each diode and replace the bridge.
Noisy machine. 1) Faulty bearings.
2) Faulty coupling. 1) Check and replace.
2) Verify and repair.
17
PANNES CAUSES SOLUTIONS
Pas de tension à vide 1) Sélecteur de courant en position erronée.
2) Machine démagnétisée.
3) Vitesse réduite.
4) Diodes roulantes défectueuses.
5) Condensateur défectueux.
6) Pannes au niveau des bobines.
1) Déplacer le sélecteur.
2) Appliquer aux bornes en sortie durant 1 seconde une tension continue
comprise entre 6 ÷ 12V.
3) Contrôler les tours et les porter à la valeur nominale.
4) Contrôler et substituer si nécessaire.
5) Contrôler et substituer si nécessaire.
6) Contrôler les résistances des bobines en suivant les indications données
par le tableau.
Tension à vide basse.
Courant de soudage bas. 1) Sèlecteurs en position erronée.
2) Broche du câble dans la gamme erronée.
3) Vitesse trop basse.
4) Diodes roulantes défectueuses.
5) Valeur du condensateur erronée.
6) Bobines défectueuses.
1) Déplacer les sélecteurs.
2) Déplacer la broche.
3) Contrôler la vitesse et régler.
4) Contrôler et substituer si nécessaire.
5) Contrôler et substituer si nécessaire.
6) Contrôler les résistances des bobines en suivant les indications données
par le tableau.
Tension à vide trop élevée.
Courant de soudage trop
élevé.
1) Sèlecteurs en position erronée.
2) Broche du câble dans la gamme erronée.
2) Vitesse moteur trop élevée.
4) Valeur du condensateur erronée.
5) Rotor défectueux.
1) Déplacer les sélecteurs.
2) Contrôler la vitesse à vide et régler.
3) Contrôler les tours et les régler si nécessaire.
4) Contrôler et substituer si nécessaire.
5) Remplacer le rotor.
Tension à vide correcte.
Tension en charge
insuffisante.
1) Possible surcharge.
2) Le moteur ralenti.
3) Diodes roulantes défectueuses.
1) Contrôler le courant de charge.
2) Contrôler dimensions moteur.
3) Contrôler et substituer si nécessaire.
Soudure défectueuse. 1) Anomalie dans l’impédance. 1) Contrôler la résistance selon le tableau et remplacer.
Tension instable.
Courant de soudage instable. 1) Contacts incertains.
2) Irrégularité dans la rotation. 1) Contrôler les connexions.
2) Vérifier l’uniformité de la rotation.
Surchauffe de la machine. 1) Ouvertures ventilation partiellement
obstruées.
2) Possible surcharge.
1) Démonter et nettoyer les protecteurs aspiration et expulsion air.
2) Contrôler le courant de charge.
Niveau sonore machine
élevé. 1) Coussinets endommagés.
2) Accouplement défectueux. 1) Contrôler et substituer si nécessaire.
2) Contrôler et réparer.
STÖRUNG URSACHE ABHILFE
Leerlaufspannung fehlt. 1) Wählschalter für Betriebsmodus falsch
eingestellt.
2) Entmagnetisierung der Maschine.
3) Antriebsdrehzahl zu niedrig.
4) Fehlerhafte drehende Diode.
5) Fehlerhafter Kondensator.
6) Wicklungensstörung.
1) Den Wählschalter umstellen.
2) En den klemmen für eine Sekunde eine Gleichspannung zwischen 6 und
12 V anbringen.
3) Drehzahl des Antriebsmotors auf Nennwert bringen.
4) Kontrollieren und ersetzen.
5) Wicklungswiderstände entsprechend der Tabelle überprüfen.
6) Kontrollieren und ersetzen.
Leerlaufspannung niedrig.
Schweißstrom niedrig. 1) Wählschalter für Schweißstrom falsch
eingestellt.
2) Steckerstift des Kabels im falschen Bereich.
3) Geschwindigkeit zu niedrig.
4) Fehlerhafte drehende Diode.
5) Wicklungen beschädigt.
6) Kondensator mit falschen Wert
1) Den Wählschalter umstellen.
2) Den Steckerstift umstecken.
3) Die Geschwindigkeit überprüfen und regulieren.
4) Kontrollieren und ersetzen.
5) Wicklungswiderstände entsprechend der Tabelle überprüfen
6) Kontrollieren und ersetzen.
Leerlaufspannung zu hoch.
Schweißstrom zu hoch. 1) Wählschalter falsch eingestellt.
2) Steckerstift des Kabels im falschen Bereich.
3) Antriebsdrehzahl zu hoch.
4) Kondensator mit falschen Wert.
5) Rotor defekt.
1) Den Wählschalter umstellen.
2) Den Steckerstift umstecken.
3) Drehzahl kontrollieren und regeln.
4) Kontrollieren und ersetzen.
5) Den Rotor austauschen.
Rictige Leerlaufspannung,
Lastspannung zu gering. 1) Zu hohe Belastung.
2) Zu geringe Antriebsleistung.
3) Fehlerhafte drehende Dioden.
1) Belastungsstrom überprüfen.
2) Abgabeleistung des Motors überprüfen.
3) Kontrollieren und ersetzen.
Fehlerhafte Schweißung. 1) Impedanz-Störung. 1) Den Widerstand gemäß Tabelle überprüfen und austauschen.
Schweißstrom
nicht stabil. 1) Fehlerhafte Kontakte.
2) Drehzahlschwankungen. 1) Elektrische Anschlüsse überprüfen.
2) Drehzahlregler des Antriebsmotors einstellen.
Zu stärke Erwärmung der
Maschine. 1) Lüftungsgitter verstopft.
2) Zu hohe Belastung. 1) Zu-und Abluftgitter demontieren und reinigen.
2) Belastungsstrom überprüfen.
Geräuschentwicklung. 1) Schadhafte Kugellager.
2) Fehlerhafte Verbindung von Motoru.
Generator.
1) Uberprüfen und ersetzen.
2) Uberprüfen und reparieren.

18
FALLA CAUSA SOLUCIÓN
Falta tensión en vacío. 1) Mando de funcionamiento en posición
incorrecta.
2) Máquina desmagnetizada.
3) Velocidad reducida.
4) Diodos rotatorios defectuosos.
5) Condensador defectuoso.
6) Avería en los bobinados.
1) Colocar el mando en la posición justa.
1) Aplicar a los terminales de salida durante 1 segundo una tensión
continua de entre 6-12 V.
3) Comprobar las RPM del motor y llevarlas a su valor nominal .
3) Comprobar y sustituir.
3) Comprobar y sustituir.
6) Comprobar las resistencias de los bobinados, como se indica
en la tabla.
Tensión en vacio baja.
Corriente de soldadura baja. 1) Mandos en posición incorrecta.
2) Enchufe del cable en la gama
incorrecta.
3) Velocidad demasiado baja.
3) Puente de excitación defectuoso.
4) Diodos rotatorios defectuosos.
5) Condensador de valor incorrecto.
6) Avería en los bobinados.
1) Colocar los mandos en la posición justa.
2) Poner el enchufe en la posición justa.
3) Controlar la velocidad y ajustarla.
4) Comprobar y sustituir.
4) Comprobar y sustituir.
6) Comprobar las resistencias de los bobinados, como se indica
en la tabla.
Tensión en vacio demasiado alta.
Corriente de soldadura
demasiado alta.
1) Mandos en posición incorrecta.
2) Enchufe del cable en la gama incorrecta.
2) Velocidad del motor demasiado alta.
4) Condensador de valor incorrecto.
5) Rotor defectuoso.
1) Colocar los mandos en la posición justa.
2) Poner el enchufe en la posición justa.
3) Comprobar las RPM y regular.
4) Comprobar y sustituir.
5) Sustituir el rotor.
Tensión correcta en vacío,
demasiado baja en carga. 1) Posible sobrecarga.
2) El motor decelera.
3) Diodos rotatorios defectuosos.
1) Comprobar la corriente de carga.
2) Comprobar el dimensionamiento del motor.
3) Comprobar y sustituir.
Soldadura defectuosa 1) Avería en la impedancia. 1) Controlar la resistencia según la tabla y sustituir
Tensión inestable.
Corriente de soldadura inestable. 1) Contactos inciertos.
2) Irregularidad de rotación. 1) Controlar las conexiones.
2) Verificar la uniformidad de rotación.
Sobrecalentamiento de la
máquina. 1) Orificios de ventilación. parcialmente
obstruidos.
2) Posible sobrecarga.
1) Desmontar y limpiar las envolturas de aspiración y expulsión aire.
2) Comprobar la corriente de carga.
Ruido en la máquina. 1) Cojinetes defectuosos.
2) Acoplamiento defectuoso. 1) Comprobar y sustituir.
2) Comprobar y arreglar.
VERIFICA DEI DIODI
Con un ohmmetro controllare ogni sin-
golo diodo che dovrà indicare continuità
in un solo senso.
Oppure con una pila e una lampadina
invertendo la polarità della pila la lampa-
dina si deve accendere in un solo senso
come da figura 3.
ÜBERPRÜFUNG DES
GLEICHRICHTERS (DIODEN)
Die Dioden werden mit einem Wider-
standsmessgerät (Ohmmeter) geprüft.
Die Dioden müssen in einer Richtung
sperren und in der anderen durchlas-
sen. Die Messung kann auch mit einer
Glühlampe und einer Hilfsspannüng
(Batterie) durchgeführt werden. Die
Lampe muss in einer Stromrichtung
aufleuchten und in der anderen dunkel
bleiben (siehe Figur 3).
CONTRÔLE DES DIODES
A l’aide d’un ohmmètre, contrôler les
diodes une à une. Chacune d’elle devra
indiquer continuité en sens unique.
Ce test peut être réalisé avec une pile
et une ampoule. En inversant les pôles
de la pile, l’ampoule doit s’allumer dans
le seul sens indiqué sur la figure 3.
VERIFICACIÒN DE LOS DIODOS
Con un ohmniómetro comprobar cada
diodo que deberá indicar continuidad
en un sólo sentido. O bien, con una pila
y una bombilla, invirtiendo la polaridad
de la pila, la bombilla tiene que encen-
derse solo en un sentido, tal como se
indica en la figura 3.
CHECKING THE DIODES
Use an ohmmeter to check each indivi-
dual diode. Diodes must show continui-
ty in one direction only.
This check can also be done using a
battery and a light bulb. When inverting
battery polarity, the light bulb must turn
on and off, in one direction only, as
shown in the figure 3.

19
Fig. 3

20
RICAMBI ED ASSISTENZA
Procedura e indirizzi di riferimento per
richieste di assistenza
Il nostro Servizio di Assistenza fornisce
completa consulenza tecnica.
Assicurarsi, per richieste di Assistenza in
garanzia, di disporre dei dati identificativi
della saldatrice, del suo numero di serie e
del numero dell’ordine di produzione riportati
su etichetta adesiva. La lista dei centri di as-
sistenza autorizzati è disponibile nel nostro
sito internet:
www.sogaenergyteam.com.
Nel caso di guasti o anomalie di funziona-
mento delle macchine Sincro, il Cliente è
invitato ad interpellare il nostro “Servizio
Assistenza” telefonando allo 0039-0445-
450500.
Se, dopo tale contatto, risultasse necessaria
la restituzione del prodotto, il nostro “Ser-
vizio Assistenza” fornirà al Cliente un nu-
mero di “Rientro Materiale Autorizzato”
(RMA), che dovrà essere riportato sui docu-
menti di accompagnamento del materiale.
Prodotti resi senza aver eseguito la de-
scritta procedura verranno respinti al
mittente dal magazzino accettazione.
Per l’eventuale concessione della garanzia è
indispensabile che la Sincro sia contattata
esclusivamente dal proprio Cliente. Richie-
ste di riparazione provenienti direttamente
dall’utilizzatore finale saranno in ogni caso
considerate NON in garanzia.
Prima di procedere a riparazioni verrà comu-
nicato un preventivo e si attenderà l’autoriz-
zazione da parte del Cliente.
RESA DELLA MERCE PER RIPARAZIO-
NE
La merce resa viaggia esclusivamente a spe-
se e a rischio del Cliente indipendentemente
dalla concessione dell’intervento in garanzia.
Curare che le macchine siano in ordine, pu-
lite e che non vi sia olio nel moltiplicatore.
Si raccomanda di restituire il materiale entro
un imballo adeguato, curando di proteggere
il prodotto dagli urti.
GARANZIA
La Sincro garantisce ai propri clienti le
saldatrici, prodotte al suo interno, per un
periodo di :
- 18 mesi a decorrere dalla data di fattura-
zione Sincro;
oppure
- 12 mesi a decorrere dalla data di prima
messa in funzione;
quale delle due avviene per prima.
Si precisa che detta garanzia è rivolta ai
soli clienti della Sincro ai quali direttamente
risponde. La Sincro non riconosce diretta-
mente la garanzia ad alcun soggetto che,
pur in possesso dei suoi prodotti, non li abbia
da essa acquistati direttamente.
Entro i suddetti termini la Sincro si impegna
a fornire gratuitamente pezzi di ricambio di
quelle parti che, a giudizio della Sincro o di
un suo rappresentante autorizzato, presen-
tino difetti di fabbricazione o di materiale
oppure, a suo giudizio, ad effettuarne la ripa-
razione direttamente o per mezzo di officine
autorizzate senza assumersi alcun onere per
il trasporto.
Rimane comunque esclusa qualsiasi altra
forma di responsabilità o obbligazione per
altre spese, danni e perdite dirette o indirette
derivanti dall’uso o dalla impossibilità d’uso
dei prodotti, sia totale che parziale.
La riparazione o la fornitura sostitutiva non
prolungherà, né rinnoverà la durata del pe-
riodo di garanzia.
La garanzia decadrà: qualora si manifestas-
sero inconvenienti o guasti dovuti ad imperi-
zia, utilizzo oltre ai limiti delle prestazioni no-
minali, se il prodotto avesse subito modifiche
o se dovesse ritornare disassemblato o con
dati di targa alterati o manomessi.
PIÈCES DE RECHANGE
ET SERVICE APRÈS-VENTE
Procédures et adresses de référence
pour demandes de service après-vente
Notre Service Après-Vente fournit un
conseil technique complet. S’assurer pour
les demandes de Service Après-Vente sous
garantie, de disposer des données d’identi-
fication de la soudeuse, de son numéro de
série et du numéro de l’ordre de production
indiqués sur l’étiquette autocollante. La liste
des centres après-vente agréés est dispo-
nible sur notre site internet :
www.sogaenergyteam.com
En cas de pannes ou d’anomalies de fonc-
tionnement des machines Sincro, le client
est invité à contacter notre « Service
Après-Vente » en téléphonant au 0039-
0445-450500.
Si, après ce contact, la restitution du produit
se révèle nécessaire, notre « Service
Après-Vente » fournira au client un numéro
de « Retour Matériel Autorisé » (RMA),
qui devra être indiqué sur les documents
joints au matériel.
Les produits renvoyés sans avoir effec-
tué la procédure décrite seront ren-
voyés à l’expéditeur par le magasin de
réception.
Pour l’accord éventuel de la garantie, il est
indispensable que Sincro soit contactée
exclusivement par son client. Les demandes
de réparation provenant directement de l’utili-
sateur final seront considérées dans tous les
cas comme interventions HORS GARANTIE.
Avant de procéder à des réparations, un
devis sera envoyé au Client qui devra com-
muniquer son acceptation.
RENVOI AU SIÈGE POUR RÉPARATION
En cas de retour de matériel, la marchan-
dise voyage exclusivement aux frais et aux
risques du Client indépendamment de la
concession de l’intervention sous garantie.
Veiller à ce que les machines soient propres
en ordre et qu’il n’y a pas d’huile dans le mul-
tiplicateur.
Il est recommandé de restituer le matériel
dans un emballage adéquat en veillant à pro-
téger le produit contre les chocs.
GARANTIE
Sincro garantit à ses clients les soudeuses,
produits par ses soins, pour une période de :
- 18 mois à compter de la date de facturation
par Sincro ;
ou
- 12 mois à compter de la première mise en
service ;
cela depende da la condition que si vèrifie
en premiére.
Nous précisons que cette garantie ne
s’adresse qu’aux clients Sincro auxquels
elle répond directement. Sincro ne recon-
naît pas la garantie aux sujets qui, quels
qu’ils soient, bien qu’étant en possession
de ses produits, ne les lui ont pas achetés
directement.
Au cours des périodes susmentionnées,
Sincro s’engage à fournir gratuitement les
pièces de rechange des parties qui, de l’avis
de Sincro ou d’un de ses représentants
agréés, présentent des défauts de fabrica-
tion ou de matériau ou bien, à sa discrétion,
elle s’engage à en effectuer la réparation
directement ou par l’intermédiaire d’ateliers
autorisés, sans soutenir aucun frais de
transport.
Toute autre forme de responsabilité ou d’obli-
gation inhérente à d’autres frais, dommages
ou pertes directes ou indirectes dérivant de
l’utilisation ou de l’impossibilité, totale ou par-
tielle, d’utiliser les produits reste exclue. La
réparation ou la fourniture de remplacement
ne prolongera pas et ne renouvellera pas la
période de garantie.
La garantie devient caduque : en cas d’incon-
vénients ou de pannes liées à l’inexpérience,
d’utilisation au-delà des limites des perfor-
mances nominales, si le produit a subi des
modifications et est renvoyé démonté ou
avec les données de la plaque signalétique
altérées ou modifiées.
SPARE PARTS AND AFTERSALES
Aftersales procedure and contact ad-
dresses
Our Aftersales Service provides a compre-
hensive technical advise service.
When requesting assistance under warranty
make sure that the welder identification data
is on hand including its serial number and
production order as shown on the adhe-
sive label. The list of authorised aftersales
assistance centres can be found on our
homepage:
www.sogaenergyteam.com.
Whenever any Sincro machine malfunc-
tions, the client is invited to contact our “As-
sistance Service” by calling 0039 0445
450500.
If the decision is made to return the product,
we will provide you with an “Authorized
Material Return” (RMA) number that must
be included in the delivery document that ac-
company material.
Products that have been returned with-
out following the procedure above will
be returned to sender.
In order to obtain coverage under warranty,
Sincro must be contacted exclusively by its
authorized dealers or by its direct custom-
ers. Requests for repairs received directly
from final user clients will be considered out-
side the terms of warranty coverage. Prior
to performing repair, an estimation will be
provided and authorization must be received
from the authorized dealer before proceed-
ing with the repair.
SHIPMENT
All products to be repaired are shipped at the
risk and expense of the Client regardless of
whether warranty coverage will be claimed
or not. The client must make sure that the
machines sent for repair are in good order,
clean, and that the oil in the overgear system
has been drained. We recommend returning
the products in adequate packaging that en-
sures protection against impact.
WARRANTY
Sincro guarantees the own welders for a
period of:
- 18 months starting from the invoice date;
or
- 12 months starting from the first start up;
whichever occurs first.
We confirm that warranty is directed only
to Sincro customers to which we respond.
Sincro does not grant warranty to those
who have not directly purchased the product
from the factory, in spite of the possession
of it.
Within the above mentioned terms, Sincro
commits itself to supply free of charge those
spare parts that, according to its judgment
or to the one of an authorized representa-
tive, appear with manufacturing or material
defects or, always to its judgment, to directly
or through an authorized center carry out
the repairing without undertaking transport
costs.
We anyhow exclude forms of responsibility
or obligation for other costs, damages and
direct or indirect loss caused by total or
partial usage or impossible usage of the
products.
The repairing or the substitution will not ex-
tend or renew the warranty duration.
Warranty will not be granted: whenever
break-downs or problems may appear be-
cause of lack of experience, usage over the
nominal performances, if the product had
been modified or should return incomplete,
disassembled or with modified nameplate
data.
Table of contents
Other Sincro Welding System manuals

Popular Welding System manuals by other brands







Hobart Welding Products
Hobart Welding Products AirForce 375 owner's manual

GF
GF MSA 330 instruction manual

Hakko Electronics
Hakko Electronics FX-888D instruction manual

Abicor Binzel
Abicor Binzel ABIPLAS WELD 100 W operating instructions

EWM
EWM Taurus 355 Basic TDM operating instructions

Thermal Dynamics
Thermal Dynamics PakMaster 100 XL plus operating manual





