SPR-MAN-PBM2500
sprentalsllc.com
PAGE iv
WARNING:
SPR is commied to connued product improvement; therefore, the machine you received may be slightly
dierent than the one described herein. This manual and the informaon provided is a basic guideline for
our customers. SPR will do its best to ensure that the informaon and procedures contained in this manual
are correct and up-to-date. Superior cannot guarantee that the informaon and procedures contained
herein are correct for all applicaons or situaons.
The contents of this manual are subject to change without noce. It is the obligaon of the user to read all
informaon in this manual, become familiar with the equipment to be used, and exercise the utmost care
in equipment operaon.
Do not operate this equipment if all parts
are not funconing at 100% eciency. Nofy us immediately for any needed repairs.
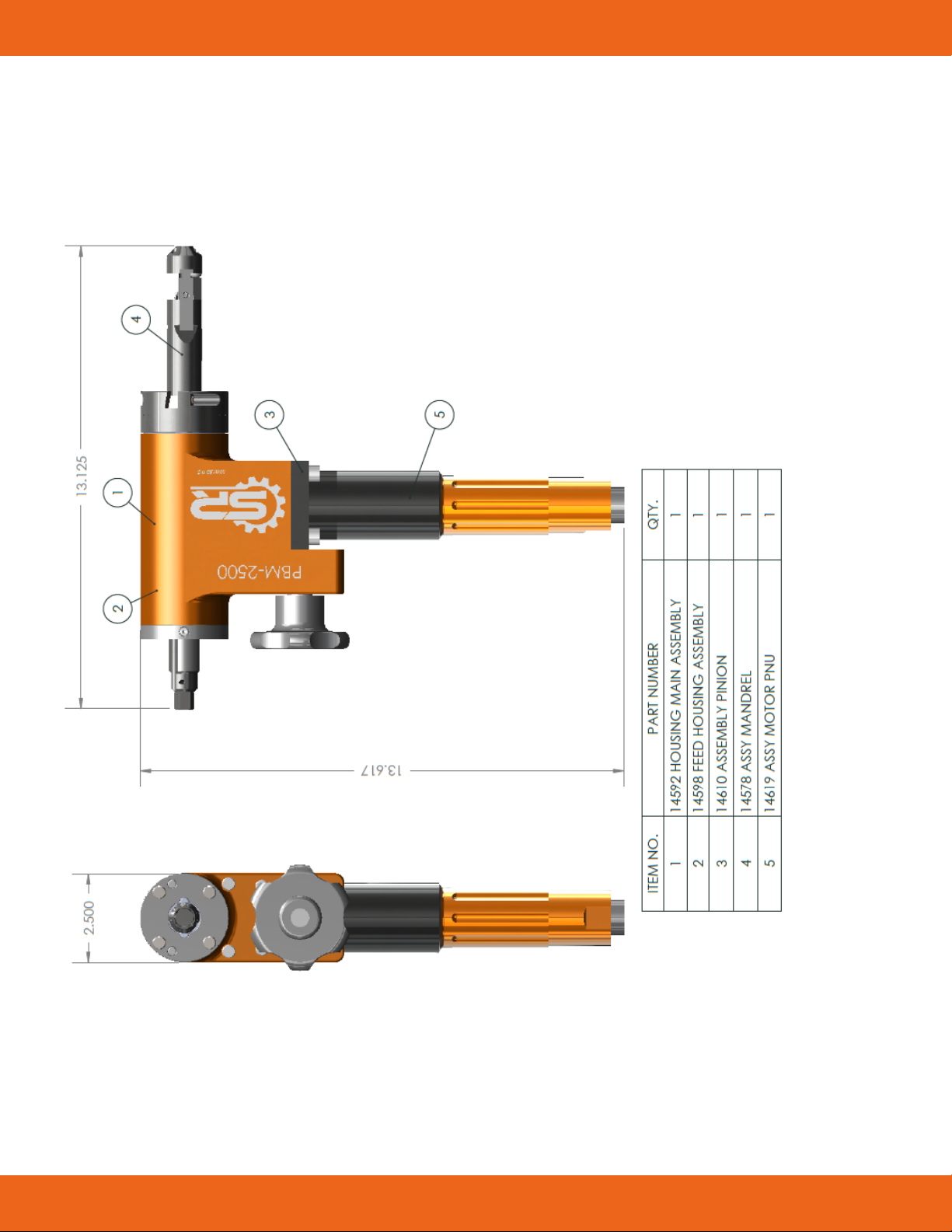
Note: SPR will supply all repair and replacement parts necessary for maintenance and operaon
of this machine. For repair, service, or addional informaon, please locate repair and
replacement part descripon/part numbers within the O&M manual in the exploded view secon
and contact us for ordering.
USA
Superior Plant Rentals LLC.
2910 S Ruby St. Gonzales, LA 70737 | Phone: 225.647.7771
Superior Plant Rentals LLC.
1530 Live Oak Webster, TX 77598 | Phone: 281.554.9400
Superior Plant Rentals LLC.
2160 Wellspring Drive, Beaumont TX 77705 | Phone: 409.853.4382
Superior Plant Rentals LLC.
8233 Leopard Street, Corpus Chris, TX 78409 | Phone: 361.541.5900
Superior Plant Rentals LLC.
2030 Gladwick St., Unit B, Rancho Dominguez, CA 70220 | Phone: 310.356.6105
INTERNATIONAL
York Portable Machine Tools
1641 17th Ave, Campbell River, BC, Canada, V9W 4L5 | Phone: 250.287.7716