GMAW SETUP
ALUMMIG
230
GMAW FUNCTIONS
1. Wire Speed / Weld Amps -
Adjusts the wire speed which is
relative to the amps used. The
voltage is adjusted synergically
relative to the arc length setting.
2. Voltage / Arc Length - Adjusts
the voltage and arc length.
higher voltage will produce a
longer arc length.
m/min V
(+ -15%)
4.8 21.0
3MM T Arc Length
Dual Pulse %
Dual Frequency Hz
Inductance
Wire Run in Speed %
0
25
1.0
0
0
3.1 mm
4S Dual Pulse5356 Aluminium ı 1.2mm ı Ar 100% ı EP
Weld A
First A
Arc L
Last A
Arc L
150
0
60
0
100
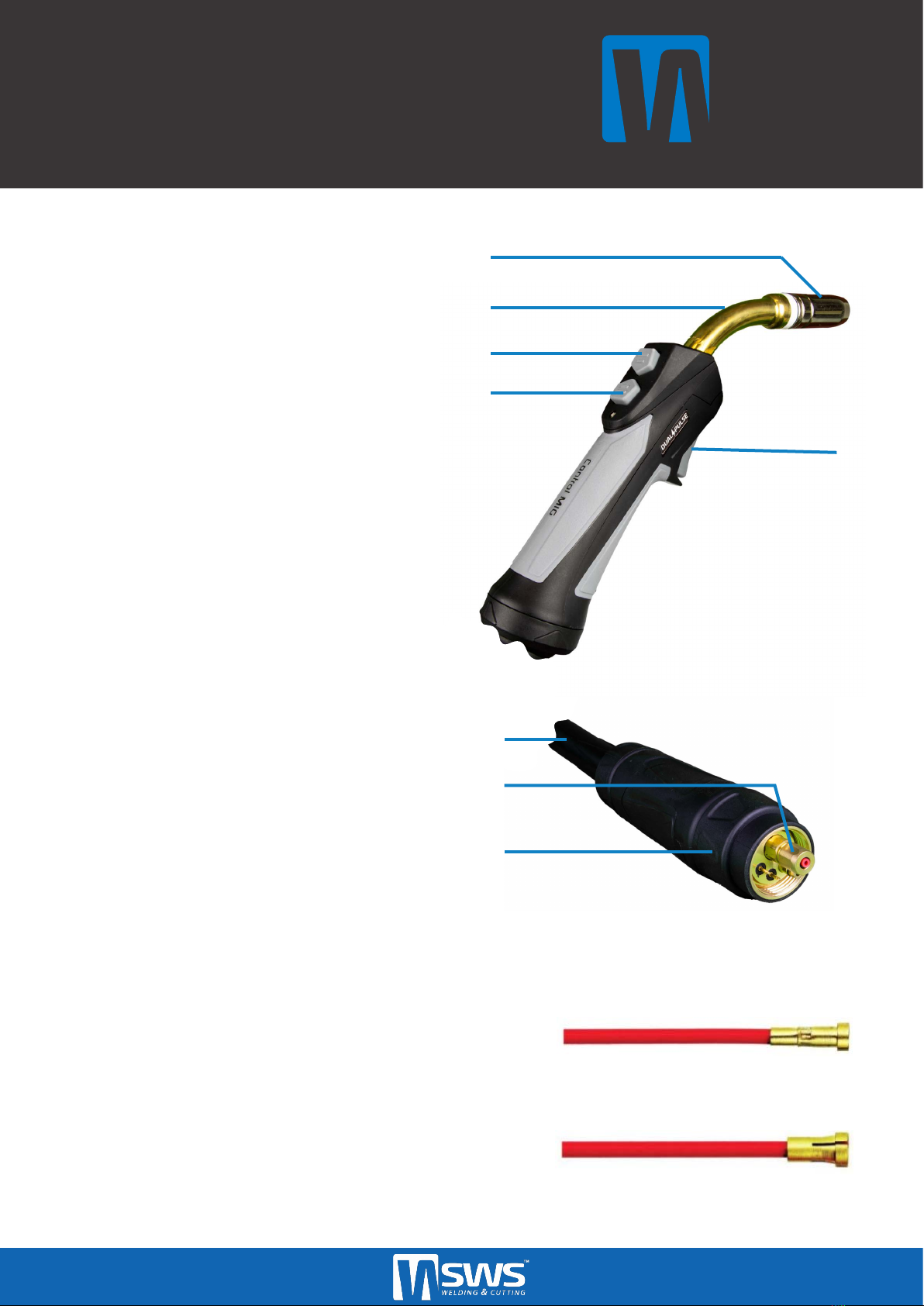
3. Torch Trigger Mode - Access from the P button on the front panel for 2T, 4T or
4T Special. 2T is regular torch mode, 4T allows to set the end amps and volts. 4T
Special allows to set the start amps and volts plus end amps and volts.
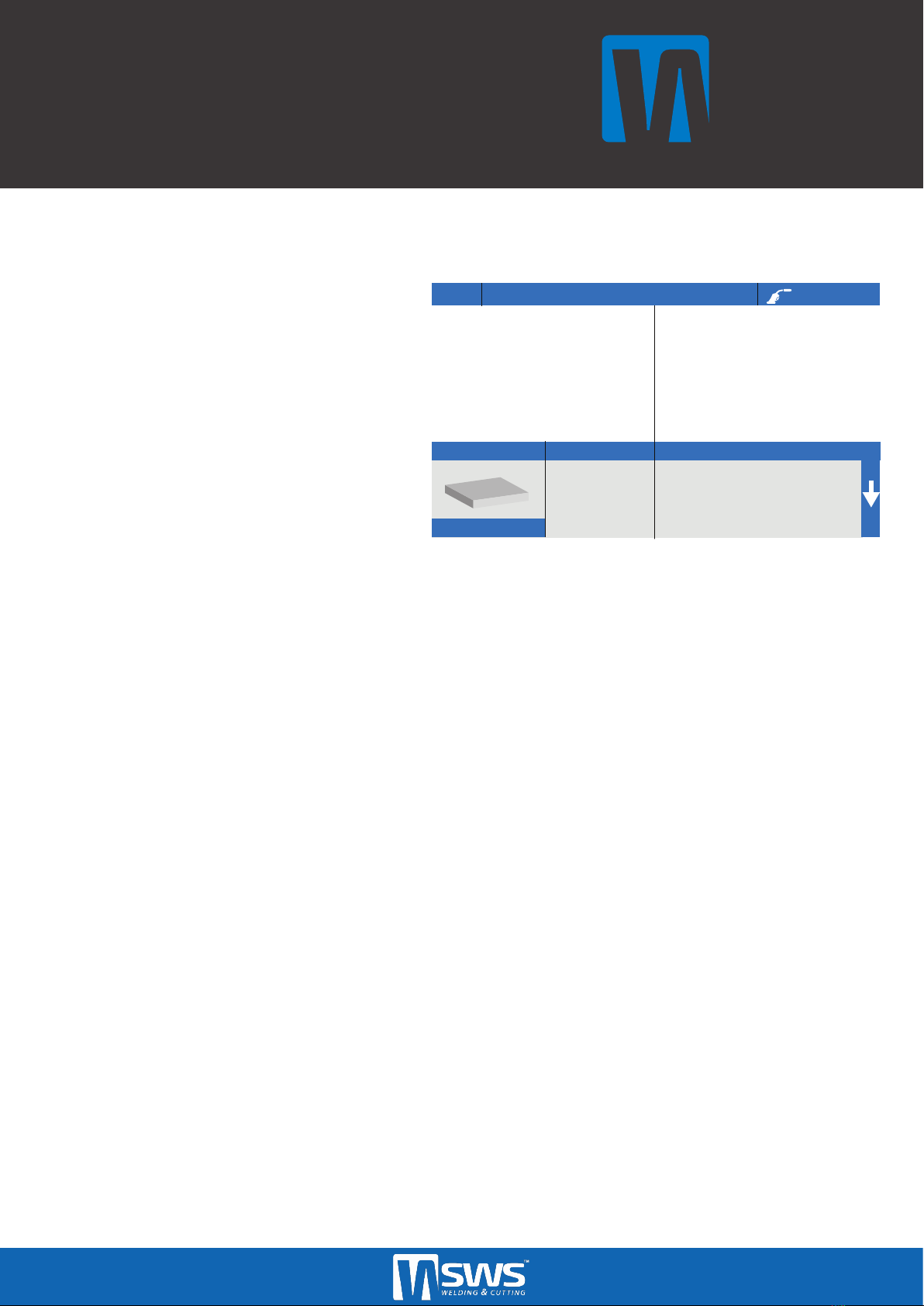
4. Material Thickness Guide - Provides a starting point for the thickness of metal
being welded.
5. Dual Pulse % - Sets the amount of dual pulse action that is used. Low settings
produce a low dual pulse effect high settings produce a high dual pulse effect.
6. Dual Frequency Hz - Sets the amount of time the dual pulse cycles from the low
part of the cycle to the high part of the cycle.
6. Inductance - Sets the amount of time the wire is short circuiting into the weld
puddle effecting the arc time and overall heat input.
7. Wire Run In Speed % - Sets the speed in which the wire is initially fed into the
metal. If the wire is stubbing is occurring use a lower setting. If the wire is
burning back into the tip use a higher setting.