SPEEDCUT 50
SPEEDCUT 50
SPEEDCUT 50 OPERATING MANUAL 1
INTRODUCTION
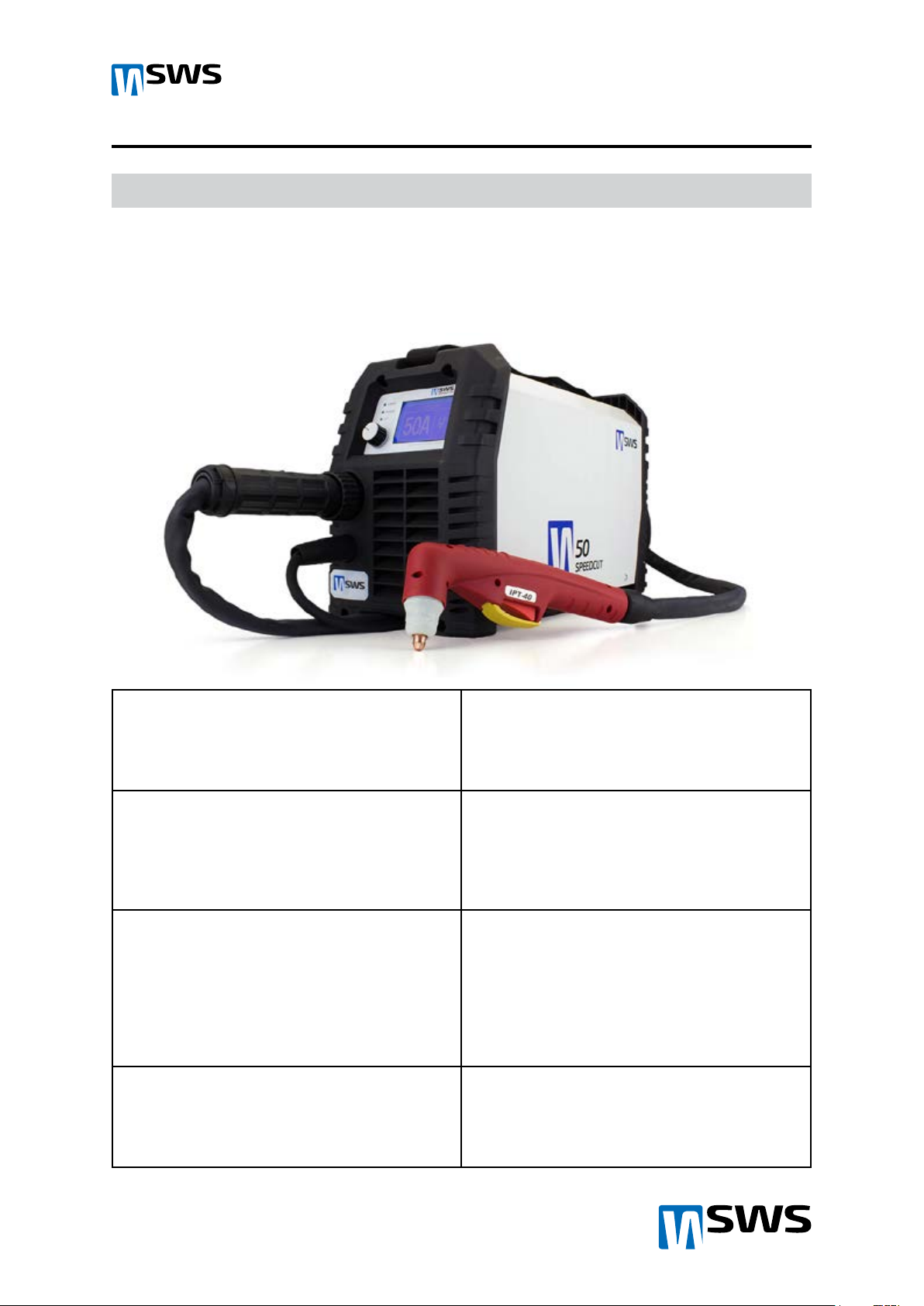
1.0 Welcome
The SWS SPEEDCUT™ 50 is one of the highest quality and most aordable plasma systems on the Australian
market for cutting and gouging of all conductive metals. Featuring pilot arc with auto ignition and automatic
air regulation for optimum performance, you can now depend on a machine that cuts all day at its rated
cutting capacity and to pack more punch when you need it most.
Latest Inverter Technology
Embedded microprocessor with Infineon
components delivers ultimate durability and perfect
cutting characteristics.
Revolutionary Digital Display
Large high visibility durable display allows easy
viewing from a distance and continually provides
you with necessary feedback for optimum cuts.
Smart Programming
The system programming tells you when it’s time
to change consumables, let it cool if the duty cycle
is reached and gives constant feedback with real
time cutting amps displayed maintaining optimal
performance and cut quality.
Pilot Arc
With pilot arc, you benefit from being able to
cut rusty and painted metals while significantly
increasing consumable life.
Automatic Pilot Arc Restart
This feature gives you the ultimate in eiciency by
automatically controlling the pilot arc when cutting
expanded metal or multiple cuts. The pilot arc will
switch on and o when cutting expanded metal
and provides maximum performance when cutting
thicker metal. You benefit from this with less hand
fatigue and the best cutting performance.
Thermal Overload Protection
You can depend on your SWS machine to withstand
harsh working conditions. Thermal overload
protection will kick in once the 50% duty cycle
limit is reached (40° C). Duty cycle will increase as
environmental temperature decreases.
Highly Portable
Dependable IGBT inverter technology ensures a
highly portable and lightweight unit weighing only
11kg.
Meets the Highest Standards
Meets and exceeds the latest Australian, NZ and
International electrical and electromagnetic
compatibility standards. AS60974.1:2006,
IEC60974.10, CE