408-6759
3of 4
Rev C
2. Insert crimped contact assembly into the
connector. Slide the ferrule forward over the braid
and support sleeve as described in the appropriate
instruction sheet packaged with the connector.
3. Insert connector ferrule into proper crimp area.
When using RG-178/U or RG-196/U cable, place
ferrule in crimp area B. For all other cable sizes,
use crimp area A.
4. Slide ferrule and contact through the crimp area
until the ferrule flange bottoms against the die to
prevent damage to the connector. Close tool
handles until the ratchet releases.
5. Open tool handles fully to remove crimped
connector assembly.
5. MAINTENANCE AND INSPECTION
5.1. Daily Maintenance
1. Remove dust, moisture, and other contaminants
with a clean, soft brush, or a clean, soft, lint-free
cloth. Do NOT use any objects that could damage
the dies or tool.
2. Make sure that the proper die retaining screws
are properly secured.
3. When the dies are not in use, store them in a
clean, dry area. When the tool is not in use, store it
with the handles closed to prevent objects from
becoming lodged within the jaws.
5.2. Visual Inspection
1. Remove all lubrication and accumulated film from
the dies by immersing the dies in a suitable
commercial degreaser.
2. Make certain that all die retaining screws and die
components are properly secured.
3. Inspect the crimping surfaces for flattened,
chipped, worn, or cracked areas. If damage is
evident, the dies must be replaced. Refer to Section
6, REPLACEMENT.
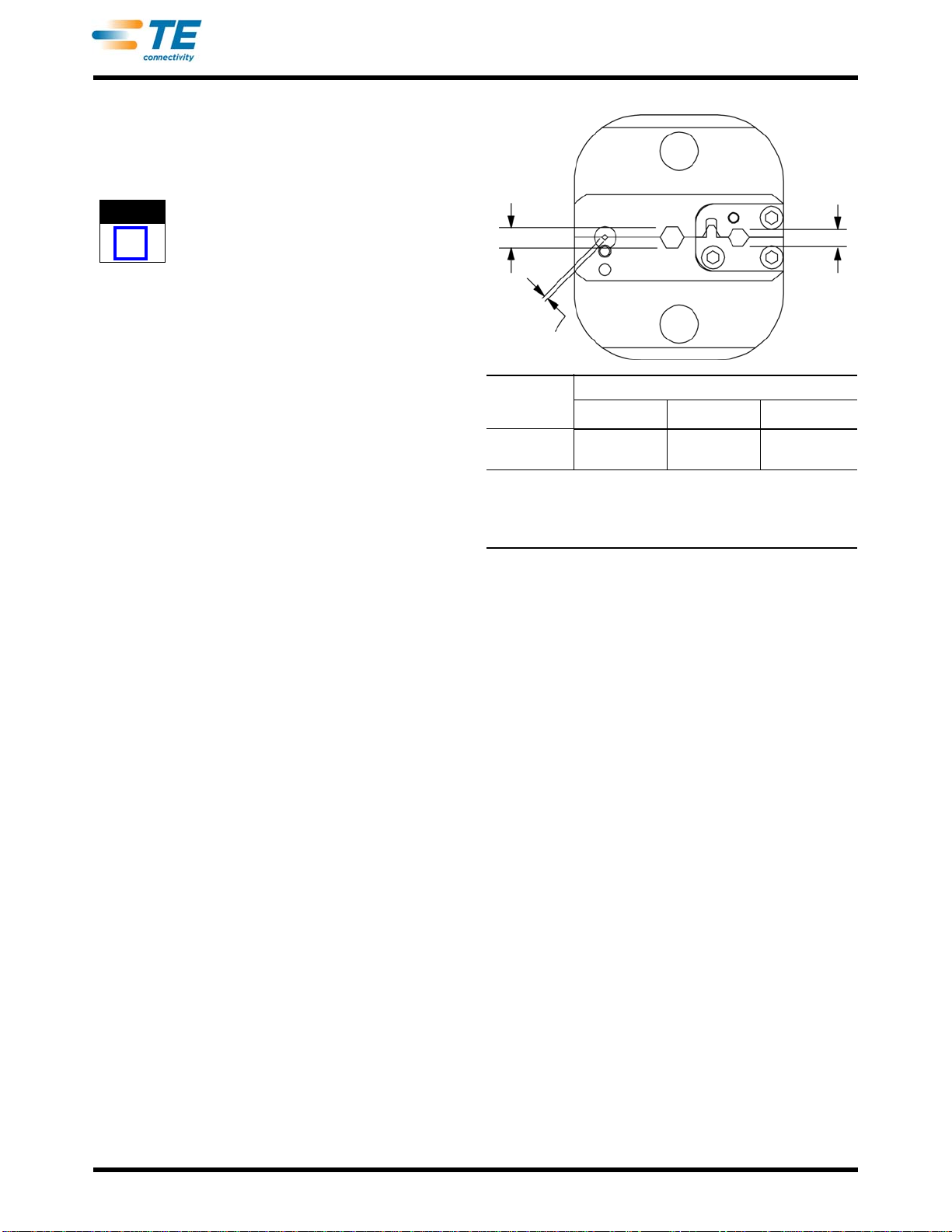
5.3. Measuring Die Opening
The die assembly will perform correctly as long as:
(1) the product specified is correct for the application,
(2) the specific die assembly is used, (3) the die
assembly has been measured to ensure that the
openings are correct, and (4) the die assembly
bottoms.
Figure 5 provides information on die opening sizes.
For specific applications where wire stiffness, material,
or insulation may give different than standard
performance, it may be necessary to measure the
crimped ferrule, rather than to verify the size of the die
opening.
DIE
ASSEMBLY DIE OPENING (mm [in.])
A B C†
58046-1 3.00 ±0.08
[.118 ±.003] 2.39 ±0.10
[.094 ±.004] 0.610 - 0.673
[.0240 - .0265]
† NOTE: Alternate method to check “C” dimension is to crimp a
#20AWGsolidwire,andmeasurethecrimpheight.Onesidemay
be 0.051 [.0020] out of tolerance, as long as the average
measurements of both sides are within the dimension specified.
Figure 5
Crimp height inspection is performed through the
use of a micrometer with a modified anvil,
commonly referred to as a crimp height comparator.
TE does not market crimp height comparators.
Refer to Instruction Sheet 408-7424 for detailed
information on obtaining and using a crimp height
comparator.
5.4. Ratchet Adjustment (Figure 6)
The tool frame assembly ratchet mechanism features
an adjustment wheel with numbered settings. If the
crimp height is not acceptable, adjust the ratchet as
follows:
1. Remove the lockscrew from the ratchet
adjustment wheel.
2. With a screwdriver, adjust the ratchet wheel from
the opposite side of the tool.
3. Observe the ratchet adjustment wheel. If a tighter
crimp is required, rotate the adjustment wheel
COUNTERCLOCKWISE to a higher-numbered
setting. If a looser crimp is required, rotate the
adjustment wheel CLOCKWISE to a lower-
numbered setting.
4. Replace the lockscrew.
5. Make a sample crimp and measure the crimp
height. If the crimp height is acceptable, secure the
lockscrew. If the dimension is unacceptable, remove
lockscrew and continue to adjust the ratchet, and
again measure a sample crimp