TITEFLEX R105 Series Manual

PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 1of 15
SPECIFICATION CHANGE HISTORY
REV LTR
REV DATE
DESCRIPTION-CHANGE
APPROVALS
REQ
ENG
QA
IR
6/24/04
Initial Release
RNK
6/23/04
RNK
6/23/04
HBG
6/23/04
A
10/12/04
Revised Tables 1 & 2 to reflect swage/crimp diameter
tolerance of ± .005 and added to size –16 data.
RNK
10/04/04
RNK
10/04/04
HBG
10/04/0
B
2/20/06
Updated Tables 4 and 5 ‘JIC Pusher’ to reflect change in
TK2 nuts.
AJB
2/14/06
AJB
2/14/06
HBG
2/17/06
C
10/11/10
Added note for McLube application to Swaging Procedure
TMS
10/8/10
AJB
10/11/10
JJM
10/11/10
D
3/6/12
Updated Tables 4 and 5: ‘MNPT Pusher’ part numbers for
step down fittings were corrected
TSJ
3/5/12
AJB
3/5/12
JJM
3/5/12
E
02/06/2013
Added warning labels and swaging information
TSJ
02/04/13
AJB
02/04/13
CGB
02/04/13
F
3/21/16
Added text to para 4.8.2
LS
3/16/16
GR
3/16/16
SG
3/16/16
G
8/28/18
IN-1224 Added swager safety to sect 4.4 and removed PT
Log reference from 4.8.1.h
GR
8/20/18
AP
8/27/18
LS
8/27/18
NOTE: This specification shall be modified from time to time, as required, by modifications to the products herein,
or as required by addition of new products, or deletion of old products. Holders of this specification
outside of the normal Titeflex Commercial change distribution list will not be kept up to date.
PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 2of 15
WARNING: Failure to read, thoroughly understand, and follow all instructions can result in
serious personal injury, damage to equipment, or voiding of factory warranty! It is the assembler’s
responsibility to make sure all components are properly assembled and installed using the
instructions provided.
As you read this procedure and the instructions included within, you will see NOTICES,
CAUTIONS, WARNINGS and DANGER. Each message has a specific purpose.
NOTICES are additional information to help you complete a procedural task or add additional
useful information.
CAUTIONS are safety messages that indicate a potentially hazardous situation which, if not
avoided, may result in minor or moderate injury. A CAUTION may also be used to alert against
unsafe practice or possible equipment damage.
WARNINGS are safety messages that indicate a potentially hazardous situation, which, if not
avoided could result in moderate to serious injury.
DANGER: are safety messages that indicate a hazardous situation which, if not avoided, will
result in death or serious injury
CAUTIONS, WARNINGS and DANGER identify the hazard, indicate how to avoid the hazard,
and advise of the probable consequence of not avoiding the hazard.
PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 3of 15
1.0 PURPOSE
To establish assembly instructions and inspection procedures for R105/R115/R122/R144
Series medium pressure extruded PTFE assemblies using TK2 fittings for assemblies cut
with an abrasive wheel.
2.0 DEFINITIONS
N/A
3.0 ASSOCIATED DOCUMENTS
CQP-830 Nonconforming Material Report and Control
CQP-833 Scrap Processing
CQP-835 Daily Scrap Reports
MES 246 McLUBE Dip Coating
4.0 PROCEDURE
4.1 General
4.1.1 Check the tooling for wear, cracks, and contamination.
4.2 Preparation of Hose
4.2.1 Select the appropriate R105, R115, R122 or R144 hose and calculate the
desired hose length by subtracting the fitting deduct length of both end
fittings.
4.2.2 Wrap the area of the hose to be cut with a single layer of reinforced
packing tape or masking tape. Note: This step may be omitted for sizes 4,
5 and 6 hose.
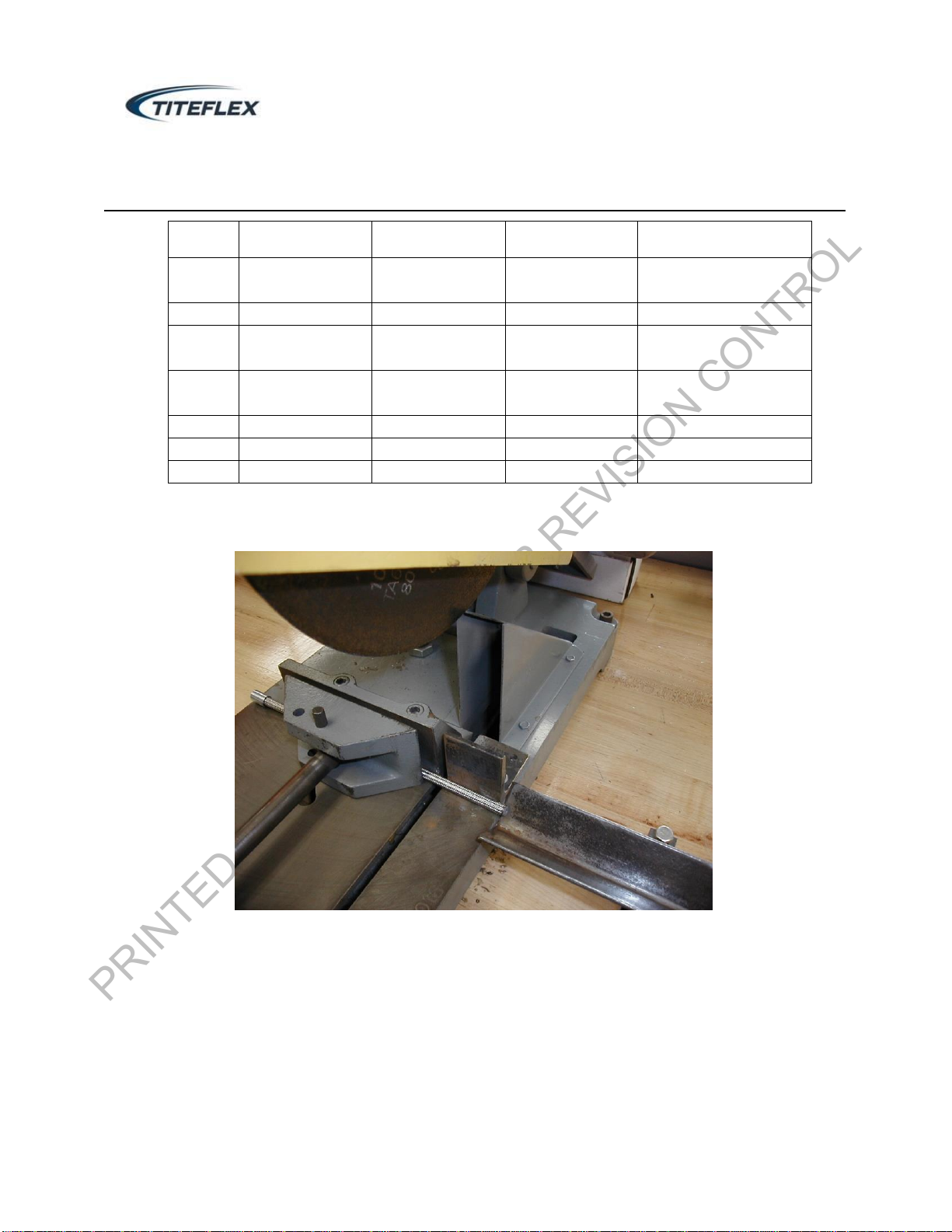
4.2.3 Measure with a tape measure or other suitable device and cut hose (See
Figure #1) to the predetermined length. Use a cutoff wheel or other
suitable device. Ends must be cut clean and approximately square.

PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 4of 15
NOTE: When measuring hose length at this operation or at 4.7, it is permissible to
measure from the 1" mark on the tape to minimize wear on the tab.
4.2.4 Trim any burrs in the innercore using a sharp knife or chamfer tool and
blow out any grit from ID of hose using clean shop air.
4.2.5 Trim any excess braid wire using wire snips or the edge of the cutoff
wheel to achieve a consistent outside diameter. Excessive braid wire left
behind from the cutting operation can affect the assembly of the fitting to
the hose.
4.3 Hose/Fitting Insertion (One Piece Fitting)
4.3.1 Expand the hose ends per Figure #2 using the appropriate hose expander
T168658-X as shown in Table 4. The expander should be rotated inside
the hose 4 –6 revolutions using a hand held variable speed drill at slow
speed. Remove the tape from the ends of the hose.
4.3.2 Place the fitting with collar end up as shown in Figure #3 into appropriate
117483-X Fitting Installation Fixture and cap off with the split dies halves.
Push hose end firmly into the die halves per Figure #4 until hose bottoms
in collar. A slight twisting motion may be required. (Note: To insure the
hose is bottomed in the collar, mark the hose OD prior to installing fitting
where the collar ends. Push on the hose until the end of the collar now
meets the mark on the hose OD.)
4.3.3 Repeat for other end of hose.
4.4 Hose/Fitting Insertion (Two Piece Fitting)
4.4.1 Remove tape from cut ends of the hose. Place the collar into the
appropriate 117484-X Fitting Installation Fixture per Figure #7 and cap off
with the split dies halves. Push the hose end firmly into the die halves
until the hose bottoms in collar. A slight twisting motion may be required.
(Note: To insure the hose is bottomed in the collar, remove the collar from
the installation fixture and visually inspect the opposite end of the collar
for the hose.)
PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 5of 15
4.4.2 Repeat for other end of hose.
4.4.3 Expand the hose end per Figure #8 using the appropriate hose expander as
shown in Table 4 by inserting the expander through the open end of the
collar. The expander should be rotated inside the hose 4 –6 revolutions
using a hand held variable speed drill at slow speed.
4.4.4 Repeat for other end of hose.
4.4.5 Assemble the insert into prepared hose end by hand and push the fitting
until it bottoms against the collar per Figure #9. Note: It may be necessary
to use the side of a bench or other suitable device to facilitate the fitting
insertion.
4.5 Crimping Procedure
Crimp the entire length of the retaining collar to the dimensions shown in Table 1 or
Table 2 for detailed crimping dimensions. Note: The entire length of the collar must be
crimped.
4.6 Swage Procedure
Swaging operation develops extreme pressure on the tooling. Misalignment, wear, or
damaged tooling could result in tooling failure and flying objects which could cause
serious personal injury.
For protection, safety glasses with a face shield must be worn while swaging. All
guarding around the swager should be inspected and in place prior to use.
Note: McLube 1700L must be used on collars prior to swaging. Dip all collars into
McLube 1700L then remove and allow to dry. If Aerosol version is used apply 2-3 coats
allowing each coat to dry thoroughly between each application.
PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 6of 15
Select the appropriate swage die and pusher set from Table 4 for R115/R122 hose and
Table 5 for R105/R144 hose for the size assembled. Place the dies around the assembly
and into the swage machine paying close attention to not pinch the reinforcing braid of
the hose between swage die halves. Activate the swager and push the fitting into the die
set per Figures #6 or 10 until the hex of the fitting makes contact with the top of the die
set. Retract swage pusher and remove hose assembly from die halves. Repeat for other
end.
4.7 Inspection
4.7.1 Perform a visual/dimensional inspection of the assembly per the
following:
A. Crimp/Swage Diameter - Measure first piece and visually
B. Overall Length - compare to remainder of order.
C. Swage Length -
Overall length tolerances are shown below and crimp/swage diameter and swage length
per Table 1 or Table 2.
Use a vernier or equivalent to measure crimp diameter and a tape measure to measure
overall length. The tape measure does not require calibration.
Overall length and dimensional tolerances are as follows:
Up to 18" +1/4"
- 1/8"
18" to 36" +1/2"
- 1/4"
36" to 50" +1"
-1/2"
Over 50" +2"
- 1"
PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 7of 15
4.8 Pressure Test
WARNING: Proof pressure values exceed the working pressures of the hose, therefore
extreme care must be taken to protect from personnel injury and property damage.
There is potential risk of flying parts, sudden release of energy and high pressure
injection from test fluids among other dangers. Always test inside a protective cabinet
and direct hose ends away from personnel and in a safe direction.
4.8.1 Pressure test each assembly with water per following:
a. Connect assemblies to pressure manifold.
b. Run water through assemblies to remove air. Leave water on.
c. Place caps on assemblies.
d. Adjust pressure to proof value specified in for R115/R122 and Table 2 for
R105/R144 of this document.
e. With air hose, blow water from outside of hose assemblies and close safety cover.
f. Set timer for three minutes minimum. Longer assemblies may require longer than 3
minutes to visually inspect.
CAUTION: Never leave assemblies at proof pressure longer than necessary to evaluate,
proof pressure values exceed the working pressures of the hose.
g. Examine lines. Any evidence of leakage constitutes failure.
WARNING: Never touch pressurized lines to feel for wetness. Serious injury from high
pressure injection is possible. Proof testing must be done in a protective cabinet to protect
from personnel injury and property damage.
h. Complete Router as required.
PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 8of 15
4.8.2 Sampling of pressure test is permitted in accordance with Table 3 except
as mentioned below. If any part is rejected, the entire lot is to be tested.
Acceptable parts shall be routed to packing/stores and shipping.
Rejectable parts shall be processed per CQP-830, CQP-833 and CQP-835.
4.8.2.1 All assemblies for Nordson require 100% pressure test. Sampling
is not allowed
TABLE 1 R115/R122 Hose Crimp/Swage Diameters
Size
Crimp/Swage
Diameter
±.005
Swage Length
(Min)
Max Operating
Pressure, Room
Temp.
(PSI)
Proof Pressure
(PSI)
±100 psi
-4
.350
.426
3000
4500
-5
.404
.426
3000
4500
-6
.478
.545
2500
3750
-8
.568
.572
2000
3000
-10
.705
.668
1500
2250
-12
.800
.733
1200
1800
-16
1.057
.854
1000
1500
TABLE 2 R105/R144 Hose Crimp/Swage Diameters
Size
Crimp/Swage
Diameter
±.005
Swage Length
(Min)
Max Operating
Pressure, Room
Temp. (PSI)
Proof Pressure
(PSI)
±100 psi
-4
.375
.426
3000
4500
-5
.432
.426
3000
4500
-6
.492
.545
2500
3750
-8
.585
.572
2000
3000
-10
.724
.668
1500
2250
-12
.818
.733
1200
1800
-16
1.066
.854
800
1200

PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 9of 15
TABLE 3
Lot Size*
Sample Size
2 to 8
All
9 to 15
9
16 to 25
13
26 to 50
13
51 to 90
13
91 to 150
13
151 to 280
50
281 to 500
50
For lot sizes above 500 contact Quality Engineering for sample size.
TABLE 4 R115/R122 Swage Tools
Size
Swage Dies
Hose Expander
JIC Pusher
MNPT Pusher
4
117455-4
T168658-4
117512-04
106576-4-2 (1/8”)
106576-4 (1/4”)
5
117455-5
T168658-5
117512-05
106576-4 (1/4”)
6
117455-6
T168658-6
117512-06
106576-6-4 (1/4”)
106576-6 (3/8”)
8
117455-8
T168658-8
117512-08
106576-8-6 (3/8”)
106576-8 (1/2”)
10
117455-10
T168658-10
117512-10
106576-8
12
117455-12
T168658-12
117512-12
106576-12
16
117455-16
T168658-16
117512-16
106576-16
TABLE 5 R105/R144 Swage Tools
PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 10 of 15
Size
Swage Dies
Hose Expander
JIC Pusher
MNPT Pusher
4
117455-4A
T168658-4
117512-04
106576-4-2 (1/8”)
106576-4 (1/4”)
5
117455-5A
T168658-5
117512-05
106576-4 (1/4”)
6
117455-6A
T168658-6
117512-06
106576-6-4 (1/4”)
106576-6 (3/8”)
8
117455-8A
T168658-8
117512-08
106576-8-6 (3/8”)
106576-8 (1/2”)
10
117455-10A
T168658-10
117512-10
106576-8
12
117455-12A
T168658-12
117512-12
106576-12
16
117455-16A
T168658-16
117512-16
106576-16
Figure #1: Hose Cut-off –Abrasive Wheel
Figure #2: Hose Expanding –One Piece Fitting

PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 11 of 15
Figure #3: One Piece Fitting Installation Fixture
Figure #4: One Piece Fitting Assembly onto Hose

PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 12 of 15
Figure #5: Assembled One Piece Fitting
Figure #6: Swaging of One Piece Fitting

PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 13 of 15
Figure #7: Collar Assembly –Two Piece Fitting
Figure #8: Hose Expansion –Two Piece Fitting

PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 14 of 15
Figure #9: Assembled Two Piece Fitting

PRINTED COPY - NOT UNDER REVISION CONTROL
TITEFLEX COMMERCIAL ASSEMBLY PROCEDURE
TITLE: R105/R115/R122/R144 SERIES MEDIUM PRESSURE HOSE AP-33
ASSEMBLIES UTILIZING TK2 FITTINGS (ABRASIVE WHEEL) Rev. G
PROPRIETARY DATA NOTICE TO ALL RECEIVING THIS DOCUMENT
The information contained in this document was developed at the private expense by Titeflex Commercial. The contents are deemed proprietary
and all patent rights are reserved. Any submission is in a spirit of confidence and acceptance is deemed to be an acknowledgment of the
confidential relationship. Information contained hereon not lawfully obtained from another source shall not be released, duplicated, used or
disclosed in whole or in part for any procurement of manufacturing purpose without the prior written permission of the president, Titeflex
Commercial. Page 15 of 15
Figure #10: Swaging of Two Piece Fitting
Figure #11: Swaged Two Piece Fitting
This manual suits for next models
3
Table of contents

















