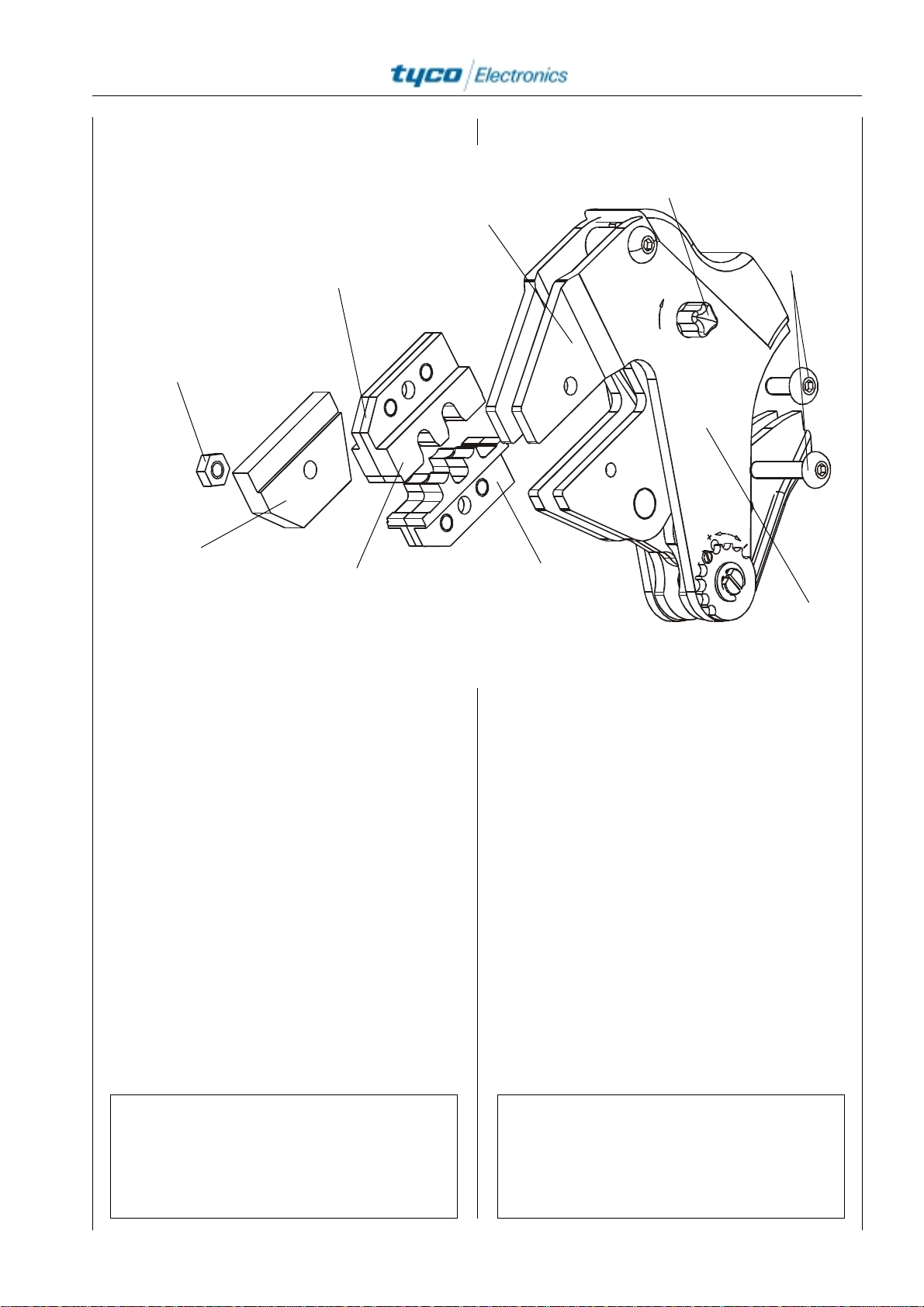
Tyco Electronics ERGOCRIMP 6-1579001-5 User manual
Other Tyco Electronics Crimping Tools manuals

Tyco Electronics
Tyco Electronics 58591-1 User manual

Tyco Electronics
Tyco Electronics PRO-CRIMPER III User manual

Tyco Electronics
Tyco Electronics 69324-1 User manual

Tyco Electronics
Tyco Electronics ROTA-CRIMP 68321-1 User manual

Tyco Electronics
Tyco Electronics 2-231652-1 User manual

Tyco Electronics
Tyco Electronics 1804834-1 User manual

Tyco Electronics
Tyco Electronics PRO-CRIMPER III User manual

Tyco Electronics
Tyco Electronics 90035-3 User manual

Tyco Electronics
Tyco Electronics CERTI-CRIMP 90418-1 User manual

Tyco Electronics
Tyco Electronics 90301-2 User manual

Tyco Electronics
Tyco Electronics SIMEL Autocoup CC040 Cof. + charg. User manual

Tyco Electronics
Tyco Electronics PRO-CRIMPER III User manual

Tyco Electronics
Tyco Electronics 58425 Series User manual

Tyco Electronics
Tyco Electronics AMP 91907 User manual

Tyco Electronics
Tyco Electronics 1752787-1 User manual

Tyco Electronics
Tyco Electronics PRO-CRIMPER III User manual

Tyco Electronics
Tyco Electronics CERTI-CRIMP II User manual

Tyco Electronics
Tyco Electronics 1-1579001-2 User manual

Tyco Electronics
Tyco Electronics PRO- CRIMPER III User manual

Tyco Electronics
Tyco Electronics AUTOPRESS C120 Release Note




Popular Crimping Tools manuals by other brands













Continental Refrigerator
Continental Refrigerator PC150HD quick start guide

TE Connectivity
TE Connectivity ERGOCRIMP 1-1579001-3 instruction sheet

Emerson
Emerson Klauke ES 105CFB manual

TE Connectivity
TE Connectivity 539 726-2 instruction sheet

molex
molex 207129 Series Specification sheet

TE Connectivity
TE Connectivity 46447 instruction sheet