WARNUNG FUNKENFLUG u d HEISSES METALL Kö e Verletzu ge
verursache .
Durch Zerspanung und Schleifen können fliegende Metallteile entstehen.Wenn die Schweißnaht abkühlt kann diese Schweißschlacke abwerfen.1.Tragen Sie eine verifizierte Schutzbrille. Seitliche Abschirmung wird empfohlen.2.Tragen Sie angemessene Schutzkleidung um Ihre Haut zu schützen.WARNUNG LICHTBOGENSTRAHLEN kö e Auge u d Haut
verbre e , LÄRM ka Hörschäde verursache .
WARNUNG Dämpfe u d Gase si d gesu dheitsgefährde d.
DasEinatmen von Dampf und Schweißgases kann Ihre Gesundheit gefährden.1.Halten Sie den Kopf von Dämpfen fern. Atmen Sie den Dampf nicht ein.
2.Sorgen Sie bei Arbeiten in geschlossenen Räumen für ausreichend Belüftung.
3.Sollte die Belüftung schlecht sein, verwenden Sie ein Abluftsystem, um Gase und Dämpfe abzuleiten.4. Arbeiten Sie nur in einem engen Raum, wenn dieser gut belüftet ist oder Sie ein Atemsch-utzgerät mit Luftzufuhr tragen. Schweißschutzgase können Luft, die Schaden oder den Tod verursachen kann, verdrängen.
5.Schweißen Sie nicht in unmittelbarer Nähe von Entfettungs-, Reinigungs- oder Lackierarbeiten. Die Hitze und Strahlen des Lichtbogens können mit den Dämpfen reagieren und hochgiftige und reizende Gase können entstehen.
6. Schweißen Sie nicht auf beschichteten Oberflächen wie feuerverzinktem, blei- oder cad-miumbeschichtete Metallen, außer die Beschichtung wurde aus dem Schweißbereich entfernt, der Bereich ist gut belüftet und Sie, falls nötig, ein Atemschutzgerät mit Luftzufuhrtragen. Die Beschichtungen und jede Metalle, die diese Elemente beinhalten können giftige Gase von sich geben, wenn sie geschweißt werden.
WARNING Schweißvorgä ge kö e Feuer u d Explosio e
verursache .
Funken und Schweißspritzer. Funken und heißes Metall sowie Schweißspritzer, heiße Arbeitsteile und heiße Ausrüstung können Feuer und Verbrennungen verursachen. Versehentlicher Kontakt von Elektrode oder Schweißdraht zu Metallobjekten können Funken, Überhitzen oder Feuer zur Folge haben.
WARNUNG Beschädigte DRUCKBEHÄLTER kö e explodiere .
Schutzgaszylinder beinhalten Gas unter hohem Druck.Sollten diese beschädigt sein, kann der Zylinder explodieren.Da Gaszylinder normalerweise Teil des Schweißprozes-ses sind, sind diese mit Vorsicht zu behandeln.
1. Schützen Sie Druckgaszylinder vor übermäßiger Hitze, mechanischen Schockbelastungen und Lichtbögen.
2. Schweißen Sie nicht, wenn Funken entflammbare Materialien in der Nähe treffen könnten.
3. Entfernen Sie alle entflammbaren Gegenstände weit vom Schweißbogen. Sollte dies nicht möglich sein, decken Sie die Materialien fest mit einer vorgesehenen Abdeckung ab.1. Schützen Sie sich und andere von fliegenden Funken und heißem Metall.4.Rechnen Sie damit, dass Schweißfunken und heißes Material einfach durch kleine Risse und Öffnungen zu benachbarten Bereichen vordringen kann.5.Beachten Sie die Brandgefahr und halten Sie einen Feuerlöscher in der Nähe.6.Das Schweißen an der Decke, dem Boden, Schott oder an Trennwänden kann nicht sichtbare Feuer auslösen.7.Schweißen Sie nicht an geschlossenen Behältern sowie Tanks oder Fässern.8.Schließen Sie das Kabel nah am Schweißbereich an, sodass der Schweißstrom nicht lange und unter Umständen ungewisse Wege fließt und somit ein Stromschlag- undFeuerrisiko darstellt.9.Benutzen Sie kein Schweißgerät um vereiste Leitungen aufzutauen.10.Entfernen Sie bei Nichtbenutzung die Stabelektrode aus der Halterung oder schneiden Sie den Schweißdraht an der Kontaktdüse ab.2. Installieren und sichern Sie die Zylinder in einer aufrechten Position indem Sie sie an eine ortsfeste Stütze oder die Flaschenhalterung ketten um Umfallen oder Kippen zu verhindern.3. Halten Sie die Zylinder von allen Schweiß- und anderen elektrischen Arbeitskreise fern.4.Lassen Sie niemals zu, das seine Schweißelektrode einen Zylinder berührt.5.Benutzen Sie nur vorgesehene Schutzgaszylinder,Regulierer,Schlauchleitungen,und Einrichtungen, die speziell für diese Anwendung entwickelt wurden; halten Sie dieseund zugehörige Teile in gutem Zustand.6.Drehen Sie das Gesicht vom Ventilausgang weg, wenn Sie das Zylinderventil öffnen.7.Lassen Sie die Schutzkappe immer über dem Zylinderventil, außer der Zylinder wird benutzt oder für die Benutzung angeschlossen.8.Lesen und Befolgen Sie die Anweisungen auf dem Druckluft Zylinder, der dem Zubehör beigefügt ist.Lichtbogenstrahlen von Schweißprozessen erzeugen starke Hitze und ultraviolette Strahlen, die Augen und Haut verbrennen können. Der Lärm mancher Prozesse kann das Gehör schädigen.1.Tragen Sie einen Schweißhelm, der mit angemessenem Lichtschutzvisier um Ihr Gesicht und Ihre Augen beim Schweißen und Zusehen zu schützen;2.Tragen Sie eine verifizierte Schutzbrille. Seitliche Abschirmung wird empfohlen; 3.Benutzen Sie Schutzschirme oder –wände um andere vor Lichtblitzen und blendendem Licht zu schützen; warnen Sie andere den Lichtbogen nicht anzusehen;4.Tragen Sie Schutzkleidung aus einem widerstandsfähigen, schwer entflammbaren Material (Wolle und Leder) und Schutzschuhe;5.Benutzen Sie erprobten Ohrstöpsel oder wenn der Geräuschpegel hoch ist; 6.TragenSie beim Schweißen nie Kontaktlinsen.04 05
Sicherheitshinweise Sicherheitshinweise
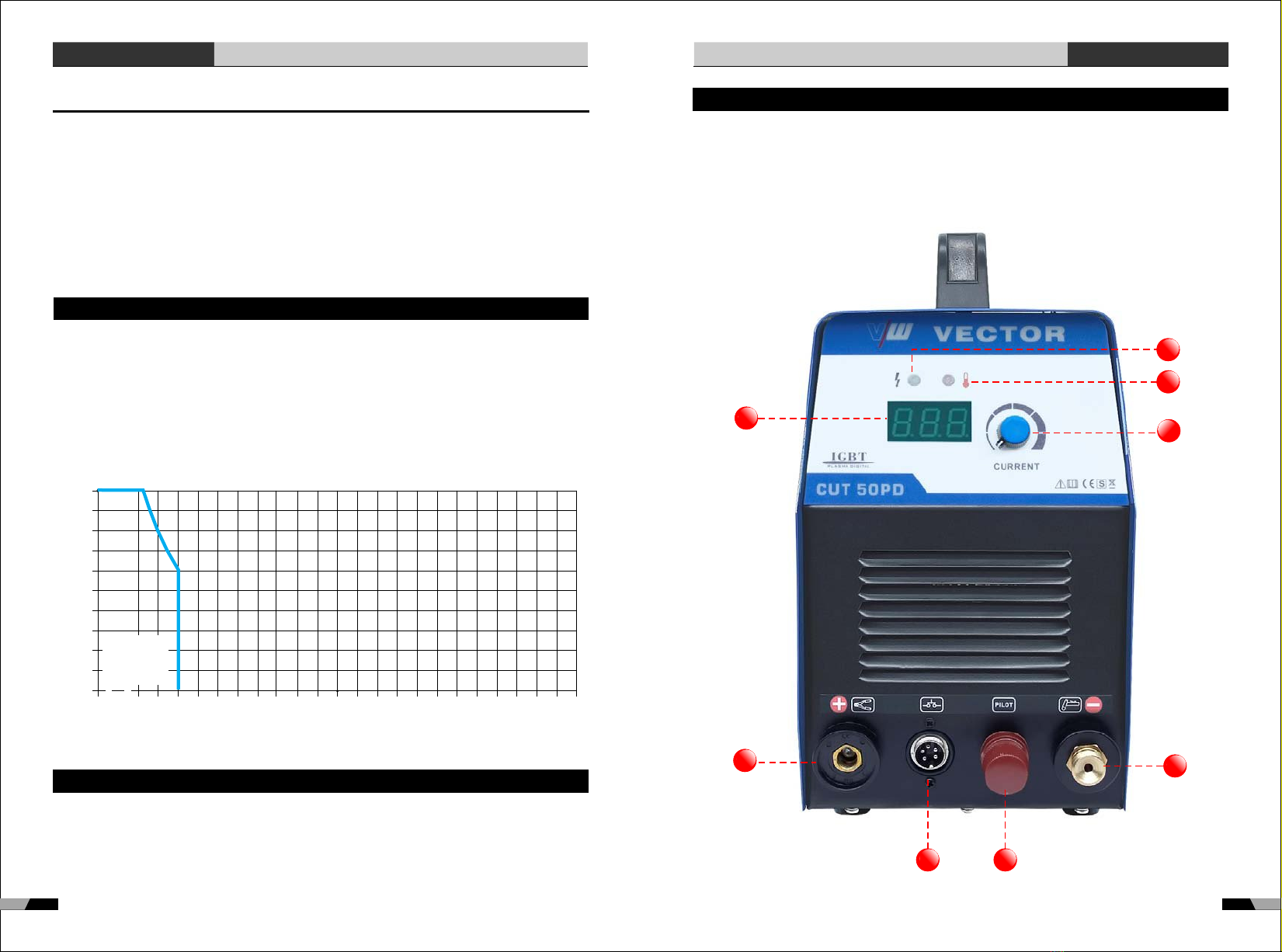
PLASMASCHNEIDER SERIENAUSRÜSTUN PLASMASCHNEIDER SERIENAUSRÜSTUN