5
INSTRUKCJA ORYGINALNA (OBSŁUGI)
FREZARKA GÓRNOWRZECIONOWA
52G713
UWAGA: PRZED PRZYSTĄPIENIEM DO UŻYTKOWANIA
ELEKTRONARZĘDZIA NALEŻY UWAŻNIE PRZECZYTAĆ NINIEJSZĄ
INSTRUKCJĘ I ZACHOWAĆ JĄ DO DALSZEGO WYKORZYSTANIA.
SZCZEGÓŁOWE PRZEPISY BEZPIECZEŃSTWA
• Elektronarzędzie należy trzymać za izolowane powierzchnie
rękojeści, gdyż frez mógłby natrać na własny przewód sieciowy.
Kontakt z przewodem sieci zasilającej może spowodować przekazanie
napięcia na części metalowe urządzenia, co mogłoby spowodować
porażenie prądem elektrycznym.
• Materiał przeznaczony do obróbki należy zamocować na
stabilnym podłożu i zabezpieczyć przed przesunięciem za
pomocą zacisków lub w inny sposób. Jeżeli obrabiany element
przetrzymywany jest ręką lub przyciskany do ciała, pozostaje on
niestabilny, co może skutkować utratą nad nim kontroli.
• Frezy muszą dokładnie pasować do zacisku użytkowanego
elektronarzędzia. Niedopasowane narzędzie robocze do uchwytu
elektronarzędzia, obraca się nierównomiernie, silnie wibruje i może
spowodować utratę kontroli nad elektronarzędziem.
• Prędkość obrotowa stosowanych narzędzi roboczych nie może
być mniejsza od podanej na elektronarzędziu maksymalnej
prędkości obrotowej. Obracający się z większą prędkością obrotową
osprzęt, może ulec uszkodzeniu.
• Podczas pracy należy trzymać frezarkę za obie rękojeści i zadbać
o stabilną pozycję pracy. Elektronarzędzie trzymane oburącz jest
bezpieczniejsze.
• Nie należy dotykać obracającego się freza ani zbliżać rąk w
pole jego zasięgu. Drugą ręką należy trzymać uchwyt dodatkowy.
Prowadzenie urządzenia oburącz zmniejsza ryzyko skaleczenia rąk
przez narzędzie robocze.
• Należy nosić osobiste wyposażenie ochronne. W zależności od
rodzaju pracy, należy nosić maskę ochronną, gogle, okulary
ochronne oraz ochronniki słuchu. Należy chronić oczy przed
unoszącymi się w powietrzu ciałami obcymi, powstałymi w czasie
pracy. Maska przeciwpyłowa zapewnia ochronę dróg oddechowych
i musi ltrować powstający podczas pracy pył. Oddziaływanie hałasu
przez dłuższy okres, może doprowadzić do utraty słuchu.
• Pyły niektórych gatunków drewna mogą stanowić zagrożenie
dla zdrowia. Bezpośredni kontakt zyczny z pyłami może wywołać
reakcje alergiczne i/lub choroby układu oddechowego operatora lub
osób znajdujących się w pobliżu. Pyły dębiny lub buczyny uważane
są za rakotwórcze, szczególnie w połączeniu z substancjami do
obróbki drewna (impregnaty do drewna). W związku z tym zaleca się,
stosowanie maski przeciwpyłowej, systemów do odciągania pyłu i
odpowiedniej wentylacji.
• Należy regularnie czyścić szczeliny wentylacyjne
elektronarzędzia.Dmuchawa silnika wciąga kurz do obudowy, a duże
nagromadzenie pyłu może spowodować zagrożenie elektryczne. Nie
należy używać elektronarzędzia w pobliżu materiałów łatwopalnych.
Iskry mogą spowodować ich zapłon.
• Nie należy używać uszkodzonych i nie naostrzonych frezów. Tępe
lub uszkodzone frezy zwiększają tarcie, mogą się zablokować jak
również obniżają jakość obróbki materiału.
• Nie należy dotykać frezu lub tuż po zakończeniu pracy. Element
ten może być silnie rozgrzane i może spowodować oparzenie.
• Elektronarzędzia należy uruchamiać przed zetknięciem freza
z materiałem obrabianym. W przeciwnym wypadku istnieje
niebezpieczeństwo odrzutu, gdyż użyte narzędzie zablokuje się
obrabianym przedmiocie.
•Należy upewnić się, że wszystkie zaciski blokujące są zaciśnięte.
•Nigdy nie wolno montować do elektronarzędzia narzędzi roboczych
innych niż zalecane przez producenta.
•Przy wymianie frezu należy upewnić się, że jego trzonek jest
umocowany na głębokości, co najmniej 20 mm.
•Przed rozpoczęciem frezowania należy się upewnić czy pod
materiałem obrabianym jest zachowana wolna przestrzeń, która
zapobiegnie kontaktowi frezu z innymi przedmiotami.
•Należy skontrolować powierzchnię miejsca pracy. Trzeba upewnić się
czy nie ma niepożądanych materiałów obcych (gwoździ, wkrętów itp.)
•Nie wolno pozostawiać włączonej frezarki bez nadzoru.
PL
•W czasie, gdy elektronarzędzie nie jest użytkowane, zawsze powinno
pozostawać odłączone od zasilania i przechowywane w miejscu
zabezpieczonym przed dostępem dzieci.
•Przed przystąpieniem do wymiany narzędzia roboczego czy
jakiejkolwiek czynności związanej z regulacją, konserwacją lub
obsługą, zawsze należy elektronarzędzie odłączyć od zasilania.
•Do czyszczenia elektronarzędzia nie wolno stosować jakichkolwiek
rozpuszczalników, które mogłyby spowodować uszkodzenie części z
tworzyw sztucznych.
UWAGA! Urządzenie służy do pracy wewnątrz pomieszczeń.
Mimo zastosowania konstrukcji bezpiecznej z samego założenia,
stosowania środków zabezpieczających i dodatkowych środków
ochronnych, zawsze istnieje ryzyko szczątkowe doznania urazów
podczas pracy.
Objaśnienie zastosowanych piktogramów.
1 2 3
1. Przeczytaj instrukcję obsługi, przestrzegaj ostrzeżeń i warunków
bezpieczeństwa w niej zawartych.
2. Klasa druga ochronności.
3. Stosuj środki ochrony osobistej (gogle ochronne, ochronniki
słuchu, maskę przeciwpyłową).
4. Odłącz przewód zasilający przed rozpoczęciem czynności
obsługowych lub naprawczych.
5. Nie dopuszczać dzieci do narzędzia.
6. Chronić przed deszczem.
BUDOWA I ZASTOSOWANIE
Frezarka górnowrzecionowa jest elektronarzędziem typu ręcznego, w
drugiej klasie ochronności. Jest ona napędzana jednofazowym silnikiem
komutatorowym zamontowanym pionowo w stosunku do obrabianej
powierzchni. Tego typu elektronarzędzia są szeroko stosowane do
wykonywania frezowania w drewnie i materiałach drewnopochodnych.
Obszary ich użytkowania to wykonawstwo prac stolarskich,
parkieciarskich, dekoratorskich czy remontowo–budowlanych.
Nie wolno stosować urządzenia niezgodnie z jego przeznaczeniem.
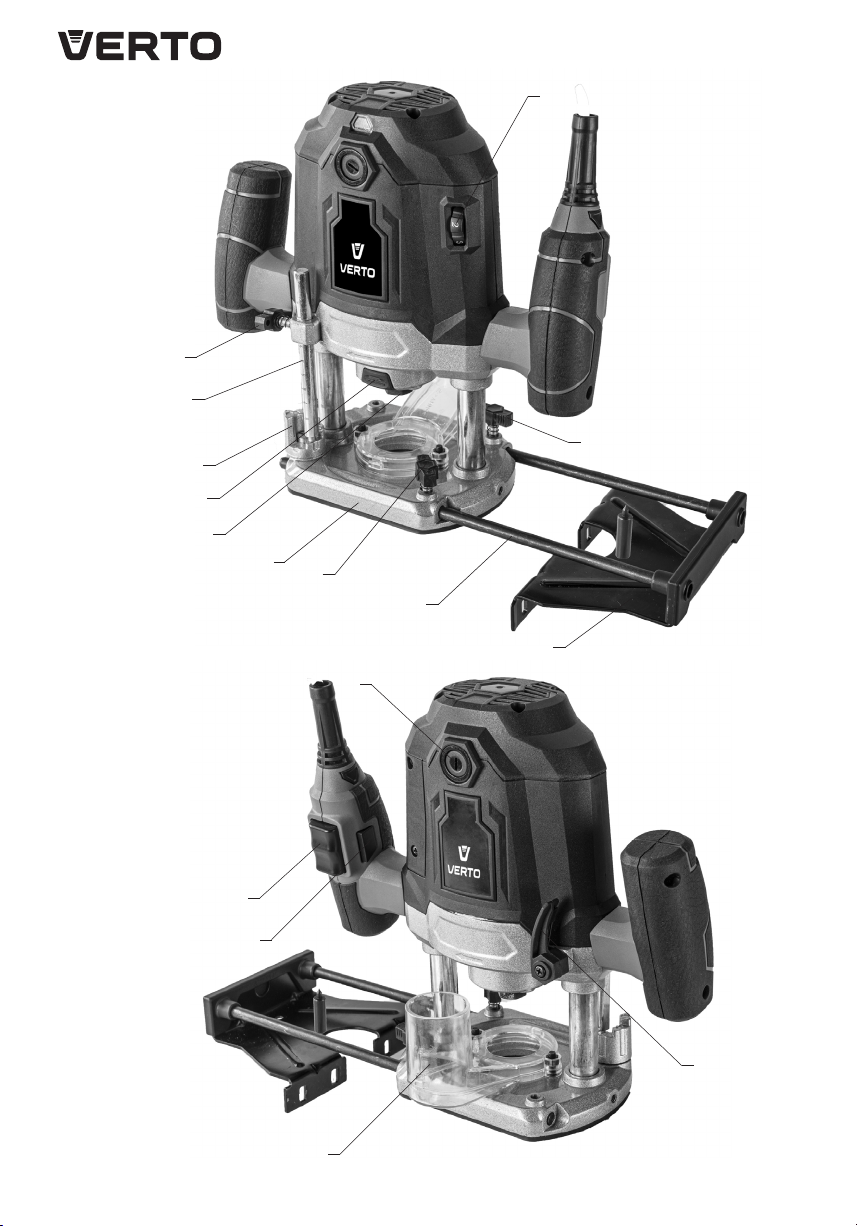
OPIS STRON GRAFICZNYCH
Poniższa numeracja odnosi się do elementów urządzenia
przedstawionych na stronach gracznych niniejszej instrukcji.
1. Pokrętło regulacji prędkości obrotowej
2. Pokrętła blokady prętów prowadnicy równoległej
3. Prowadnica równoległa
4. Pręt prowadnicy równoległej
5. Stopa
6. Wrzeciono
7. Przycisk blokady wrzeciona
8. Skokowy odbojnik ogranicznika głębokości
9. Ogranicznik głębokości
10. Pokrętło blokady ogranicznika głębokości
11. Przycisk blokady włącznika
12. Włącznik
13. Pokrywa szczotki węglowej
14. Dźwignia blokady prowadnicy korpusu
15. Adapter do odciągu pyłu
16. Tuleja zaciskowa
17. Sprężyna wrzeciona
18. Nakrętka mocująca
19. Klucz płaski
20. Nakładka prowadnicy