Cod. 006.0001.2020
16/11/2021 V.2.1
Discovery 220T Evo/VRD Evo
Discovery 300T Evo/VRD Evo
9
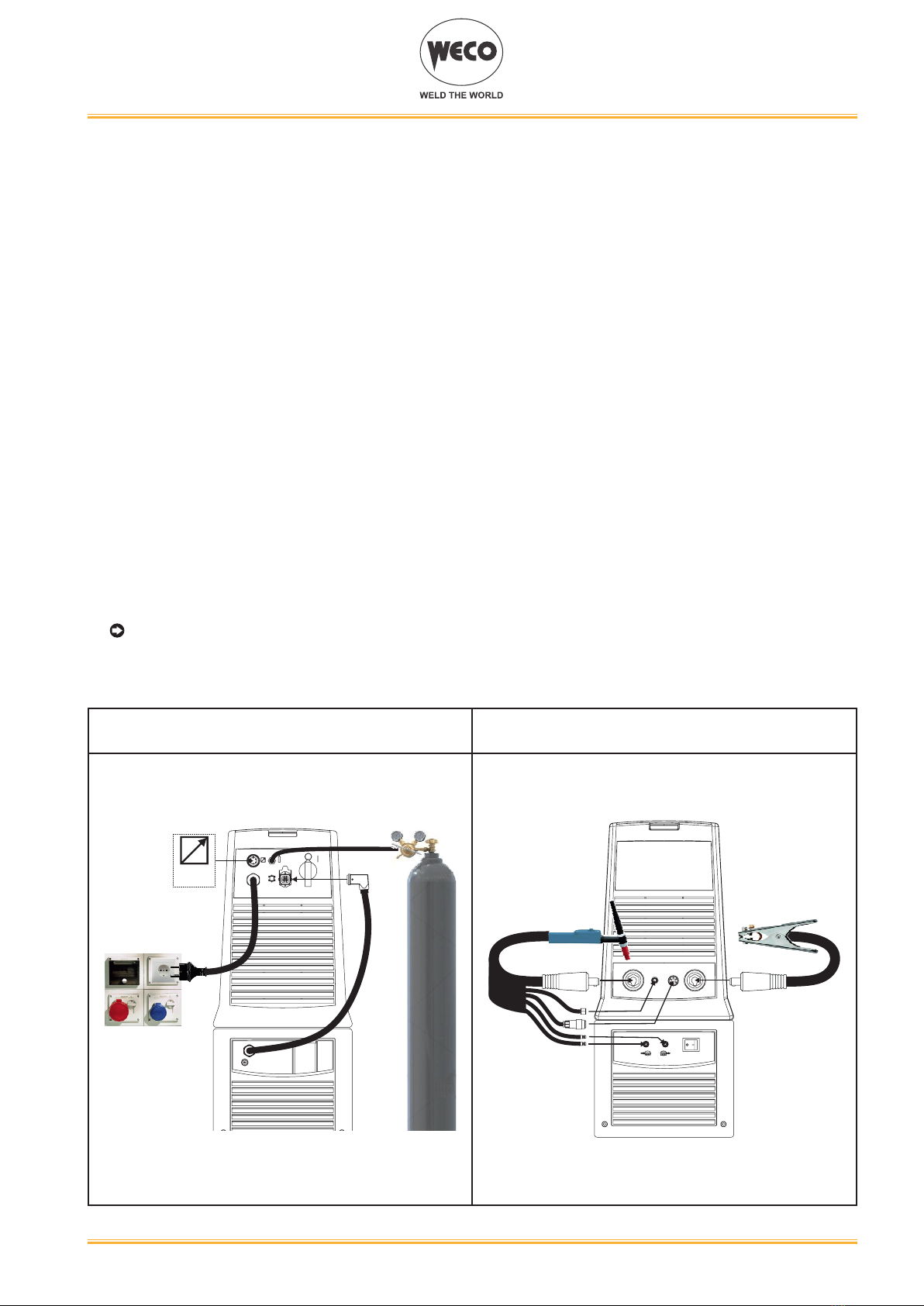
2.5 PREPARING FOR TIG WELDING
NOTE: For the cooler to power source assembly procedure refer to the cooler instruction
manual.
1. SettheweldingpowersourceON/OFFswitchto“O”(unitde-energized).
2. Plugthepowercableplugintoamainssocketoutlet.
3. Connectthegashosefromtheweldinggascylindertothereargassocket.
4. Open the cylinder gas valve.
5. Choosetheelectrodebasedonthetypeofmaterialandthicknessoftheworkpiecetobewelded.
6. Insert the electrode in the TIG torch.
7. Connectthetorchplugtotheweldingsocketonthebasisofthepolarityrequiredbythetypeof
electrode in question.
8. Connecttheplugofthegroundclamptotheweldingsocketonthebasisofthepolarityrequired.
9. Connectthegashosefromtheweldingtorchtothefrontgassocket.
10.ConnecttheweldingtorchconnectortotheTIGtorchsignalsconnector.
11.Connecttheearthclamptotheworkpiecebeingprocessed.
12.SettheweldingpowersourceON/OFFswitchto“I”(unitpowered).
13.Selectthefollowingweldingmodeontheuserinterface:DCTIG
14.Pressthetorchtriggerwiththetorchwellclearofanymetalparts.Thisservestoopenthegas
solenoidvalvewithoutstrikingtheweldingarc.
15.Usetheowcontrolvalvetoadjusttheowofgasasrequiredwhilethegasisowingout.
16.Settherequiredweldingparametervaluesontheuserinterface.
Whentheremotecontrolpedalisconnectedandtherelativelockingscrewistightenedtheweld-
ingcurrentwillvaryinrelationtothepressureexertedonthepedal.
Thesystemisreadytostartwelding.
REAR VIEW FRONT VIEW
(polarity for tungsten electrode)
REMOTE
CONTROL