WELDMAN SEMI-AUTOMATIC LCD POWER MIG 210 MIG / MAG / MMA / TIG DC LIFT Page 3
carbon steel, alloy steel, stainless steel, cast iron and aluminum. Welding equipment has:
- 15 MB torch 3m
- ground terminal (DX25) with a 3 m 16 mm²
- connection cable 4 m to the gas cylinder
Inside the welder is placed wire feeder, which allows the spool to 5kg (200mm) setting all the device parameters is performed by means of a
control panel which is disposed a display and control knobs and buttons. This solution allows quick and easy set-up and read all the welding
parameters and the use of additional functions welder.
Welder is designed both for professional and semi-professional.
III. TECHNICAL DATA:
Duty cycle is based on the
percentage distribution of 10
minutes for the time in which the
machine can weld at rated current
welding without interruption. Duty
cycle of 30% means that, after 3
minutes of operation.
is required 7 minute break to cool
down. Time cooling device can
sometimes reach up to 15 minutes.
Duty cycle of 100% means that the
machine can operate continuously
without interruption.
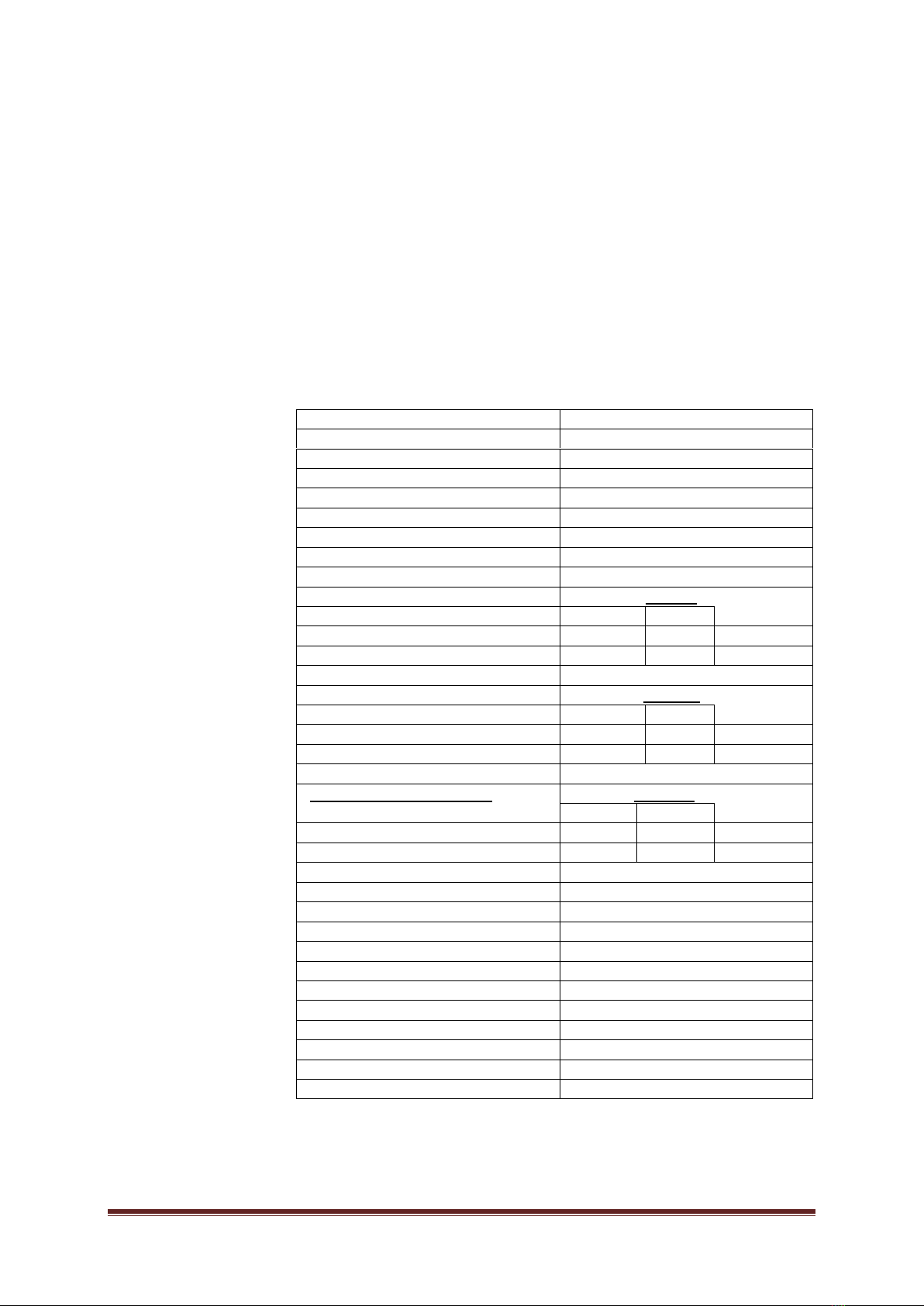
MODEL POWER MIG 210 LCD
GENERAL
POWER SUPPLY VOLTAGE 230V / 50Hz
POWER PROTECTION 20 And
CURRENT INTENSITY POWER 36 And
CURRENT INTENSITY POWER EFF. 16 And
VOLTAGE POWER IDLE 69 V
MIG WELDING PARAMETERS 40 -200 / 16- 24V 40 -200 / 16- 24V 40 -200 / 16- 24V
EFFICIENCY (at 40 ° C) 20% 60% 100%
Welding current 200A 115A 89A
Welding voltage 24V 19,7V 18,5V
MMA WELDING PARAMETERS 10-1 80A / 20,4- 27,2V 10-1 80A / 20,4- 27,2V 10-1 80A / 20,4- 27,2V
EFFICIENCY (at 40 ° C) 20% 60% 100%
Welding current 180A 104A 80A
Welding voltage 27,2V 24,1V 23,2V
TIG WELDING PARAMETERS LIFT 10 -180 / 10,4- 17,2V10 -180 / 10,4- 17,2V10 -180 / 10,4- 17,2V
EFFICIENCY (at 40 ° C) 20% 60% 100%
Welding current 180A 104A 80A
Welding voltage 17,2V 14,1V 13,2V
WIRE DIAMETER FE: 0.6-1.0 AL. and FLUX: 0.8-1.0
SIZE SPOOL 5 kg (200mm)
TYPE WIRE FEED 2-roll
arc ignition TOUCH
MODE HANDLE 2T / 4T
ELECTRODE DIAMETER 1.6 - 4.0
COOLING FAN
INSULATION CLASS H
DEGREE OF PROTECTION IP 21S
DIMENSIONS 73x32x48 cm
WEIGHT 21.5 kg