BEL 290 FULLY AUTOMATIC CASE TAPE SEALER 3
TABLE OF CONTENTS
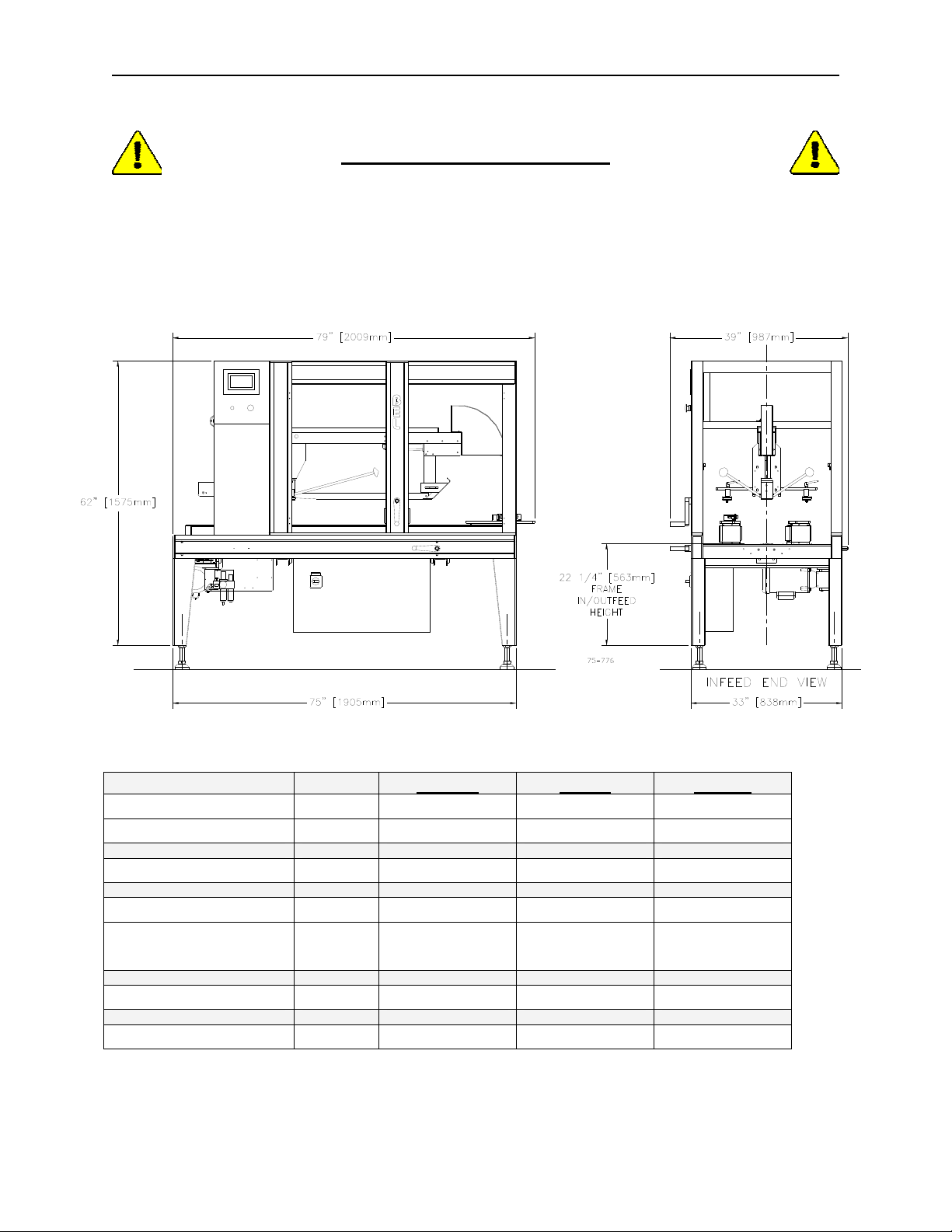
INSTALLING THE BEL 290.....................................................................................................................................4
LEVELING THE MACHINE...........................................................................................................................................4
INSTALLING THE TAPE HEADS ..................................................................................................................................5
POWER CONNECTIONS.............................................................................................................................................5
Electric ................................................................................................................................................................5
Compressed Air.................................................................................................................................................5
MACHINE ADJUSTMENTS......................................................................................................................................6
CASE HEIGHT ADJUSTMENT.....................................................................................................................................7
Case Dimension ‘H’ Adjustment......................................................................................................................7
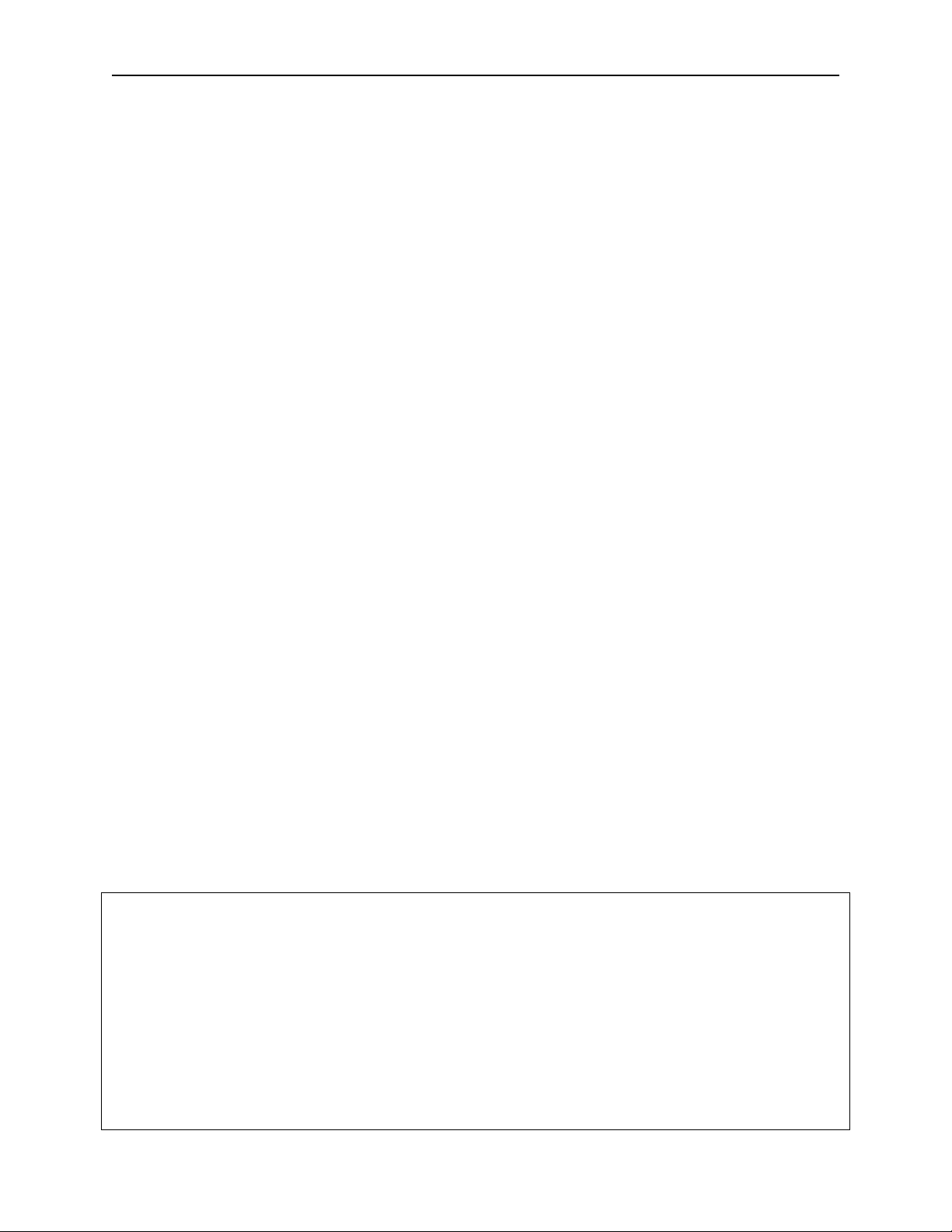
CASE WIDTH ADJUSTMENT ......................................................................................................................................8
Case Dimension ‘D1’ (Conveyor Adjustment)...............................................................................................8
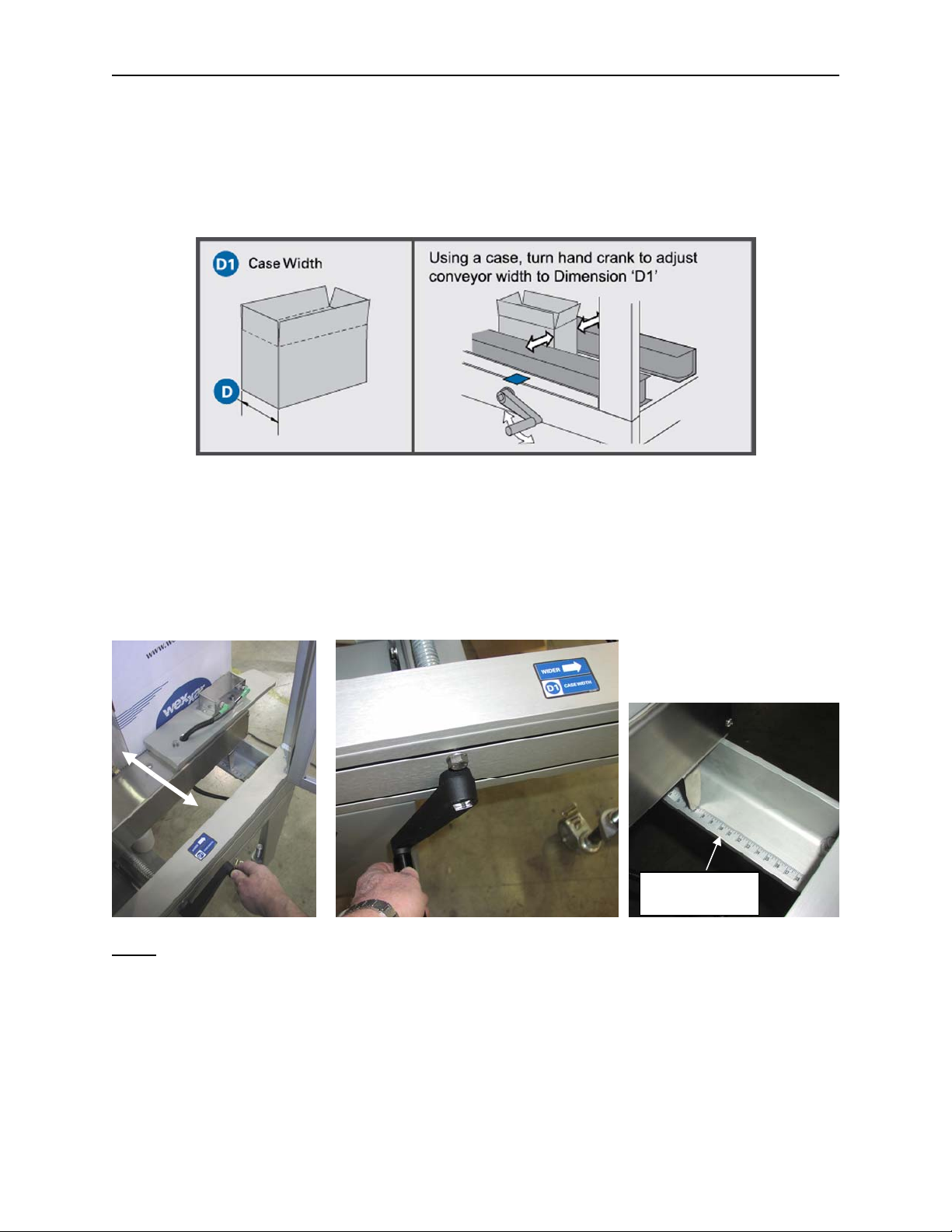
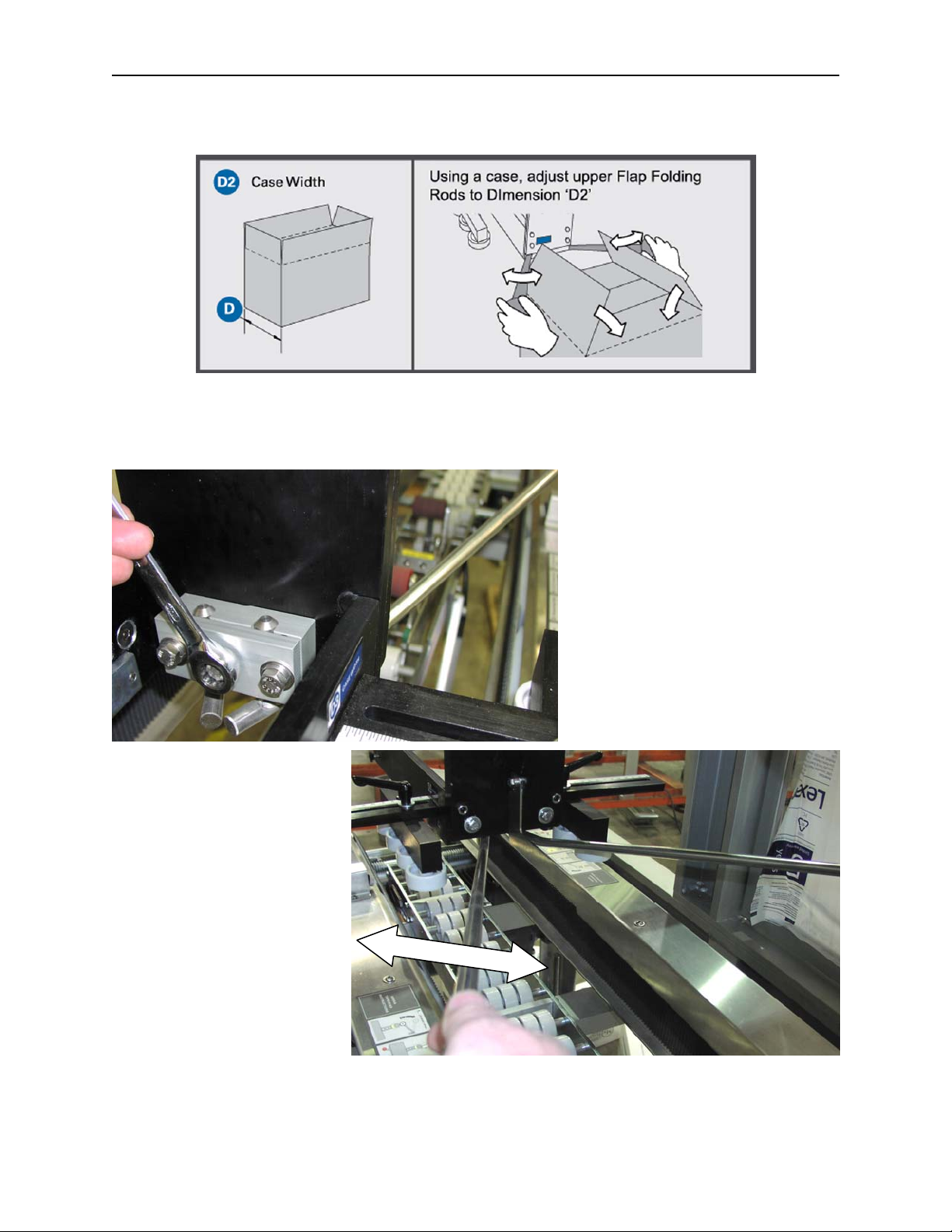
Case Dimension ‘D2’ (Major Flap-folding Rods) ..........................................................................................9
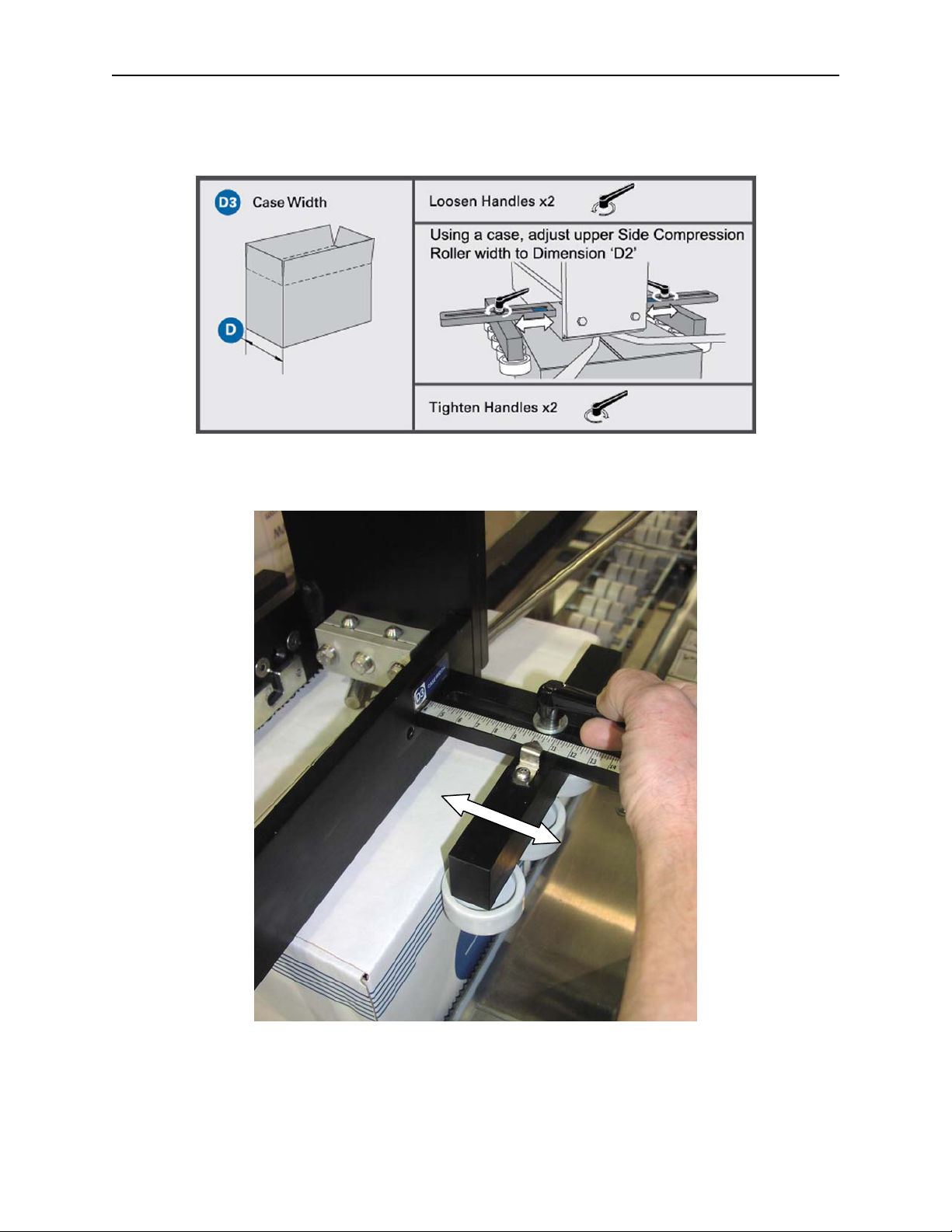
Case Dimension ‘D3’ (Case Side Compression)........................................................................................10
TOP SKI FLAP WIDTH ADJUSTMENT ‘G’.................................................................................................................11
STARTING THE MACHINE....................................................................................................................................12
COMPRESSED AIR ..................................................................................................................................................12
ELECTRICAL SWITCHING ........................................................................................................................................13
CONTROLS...............................................................................................................................................................14
CONTROLS OVERVIEW ...........................................................................................................................................14
CONTROLS DESCRIPTION.......................................................................................................................................15
FEEDING CASES INTO THE MACHINE.............................................................................................................26
STOP GATE (OPTION).............................................................................................................................................26
SERVICE AND MAINTENANCE PROCEDURES..............................................................................................27
EQUIPMENT SAFETY...............................................................................................................................................27
PREVENTIVE MAINTENANCE...................................................................................................................................28
Weekly Inspection...........................................................................................................................................30
Monthly Inspection..........................................................................................................................................30
SIDE-BELT CONVEYOR SYSTEM.............................................................................................................................31
Chain Drive Tension .......................................................................................................................................32
Gear Reducer...................................................................................................................................................32
Side-belt Replacement...................................................................................................................................33
TROUBLESHOOTING GUIDE...............................................................................................................................36
SECTION 1-CORRUGATED CASE QUALITY &SPECIFICATIONS............................................................................36
SECTION 2-CONVEYOR BELT SYSTEM.................................................................................................................37
SECTION 3-GENERAL TAPING CONDITIONS.........................................................................................................39
SECTION 4-CASE INFEED .....................................................................................................................................40
MACHINE CONTROLS..............................................................................................................................................41
65-35-1 02/26/10