4
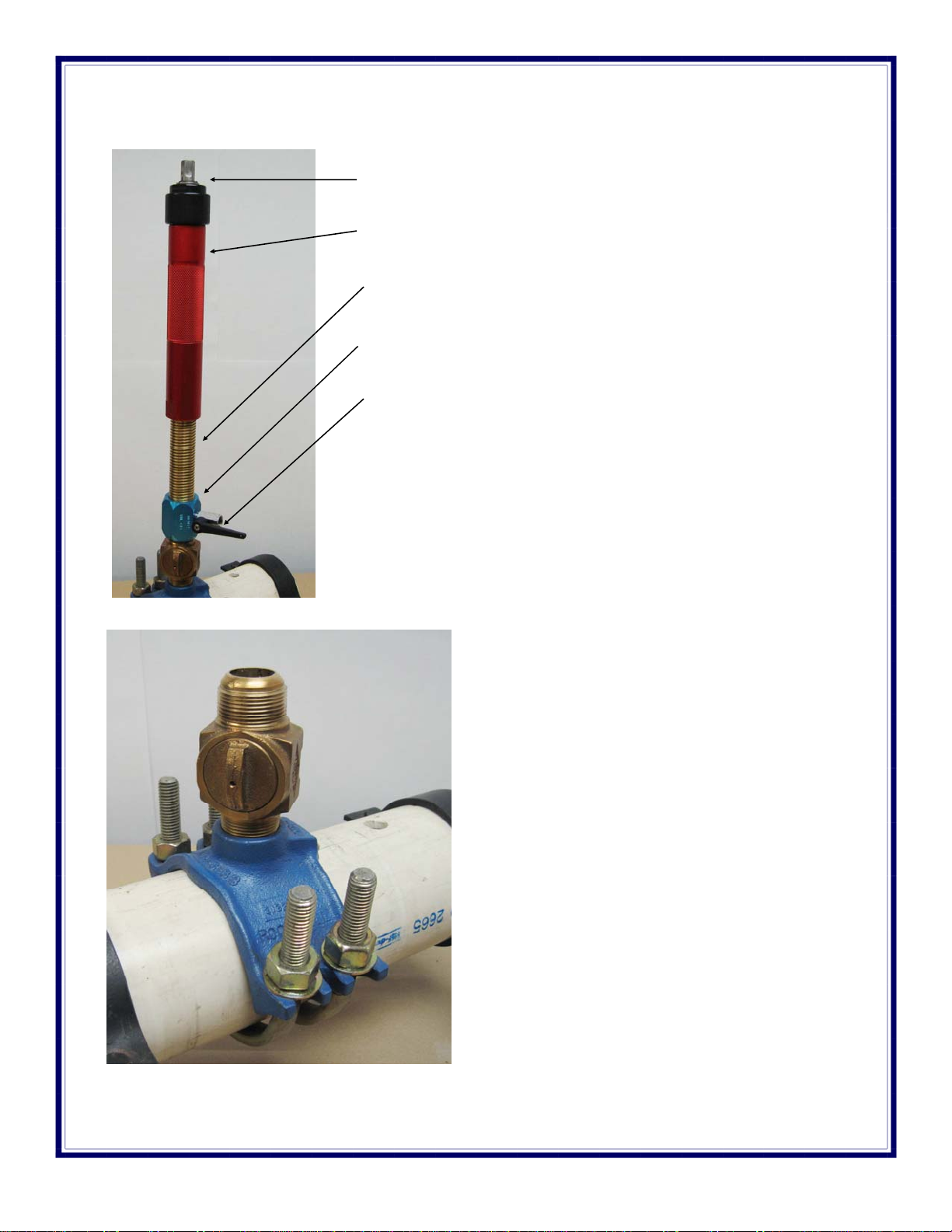
1. SLIDE HOT TAP SLEEVE (“B” FIG)
DOWN TO ENGAGE THE THREADS
OF THE HOT TAP FEED SCREW.
2. TURN HOT TAP SLEEVE
CLOCKWISE UNTIL SHELL CUTTER
TOUCHES PIPE.
3. USING THE SOCKET AND
RATCHET, ROTATE THE HOT TAP
SPINDLE (“A”FIG1) CLOCKWISE
WHILE CONTINUALLY APPLYING
PRESSURE. (BY TURNING THE HOT
TAP SLEEVE (“B”FIG1).
4. DRILL THROUGH THE PIPE UNTIL
NO RESISTANCE IS FELT WHEN
ADVANCING THE HOT TAP SLEEVE.
F5
F61. AFTER HOLE IS DRILLED THROUGH
THE PIPE, RETRACT HOT TAP
SLEEVE BY TURNING COUNTER-
CLOCKWISE.
2. DISENGAGE THREADS AND PULL
UP ON HOT TAP SLEEVE TO
ENSURE PROPER CLEARANCE
BETWEEN HOT TAP SHELL
CUTTER AND CORPORATION STOP.