WELDMATIC
305
MANUAL
Page
3
SAFETY
Beforethis equipment
is
put into operation. theSafe Practicessectionat the back
of
the manualmust be read completely
.
Thiswill help to avoid possibleinjury due to
misuseor improper welding applications
.
CONTENTS
Sec.1 Introduction
........................................
P.4
Sec.2
....................................
Receiving
..........................................
P.4
Sec.3
.................................
Specifications
.......................................
P.5
Sec.4
.........................
Power SourceControls
...............................
P.6
Sec5
...................................
Installation
.........................................
P.7
Sec.7
.......................
BasicWelding Information
.............................
P.ll
..................................
Sec.6
......................
NormalWelding Sequence
.............................
P.11
Sec.8
...........................
GeneralMaintenance
.................................
P.14
Sec9
..............................
Trouble Shooting
....................................
P.14
Sec.10
..........................
Service Information
..................................
P.15
Sec.11
..................................
PartsLists
..........................................
P.18
Sec.12
..............................
Safe Practices
.......................................
P.24
FIGURES
Fig.1
..........................
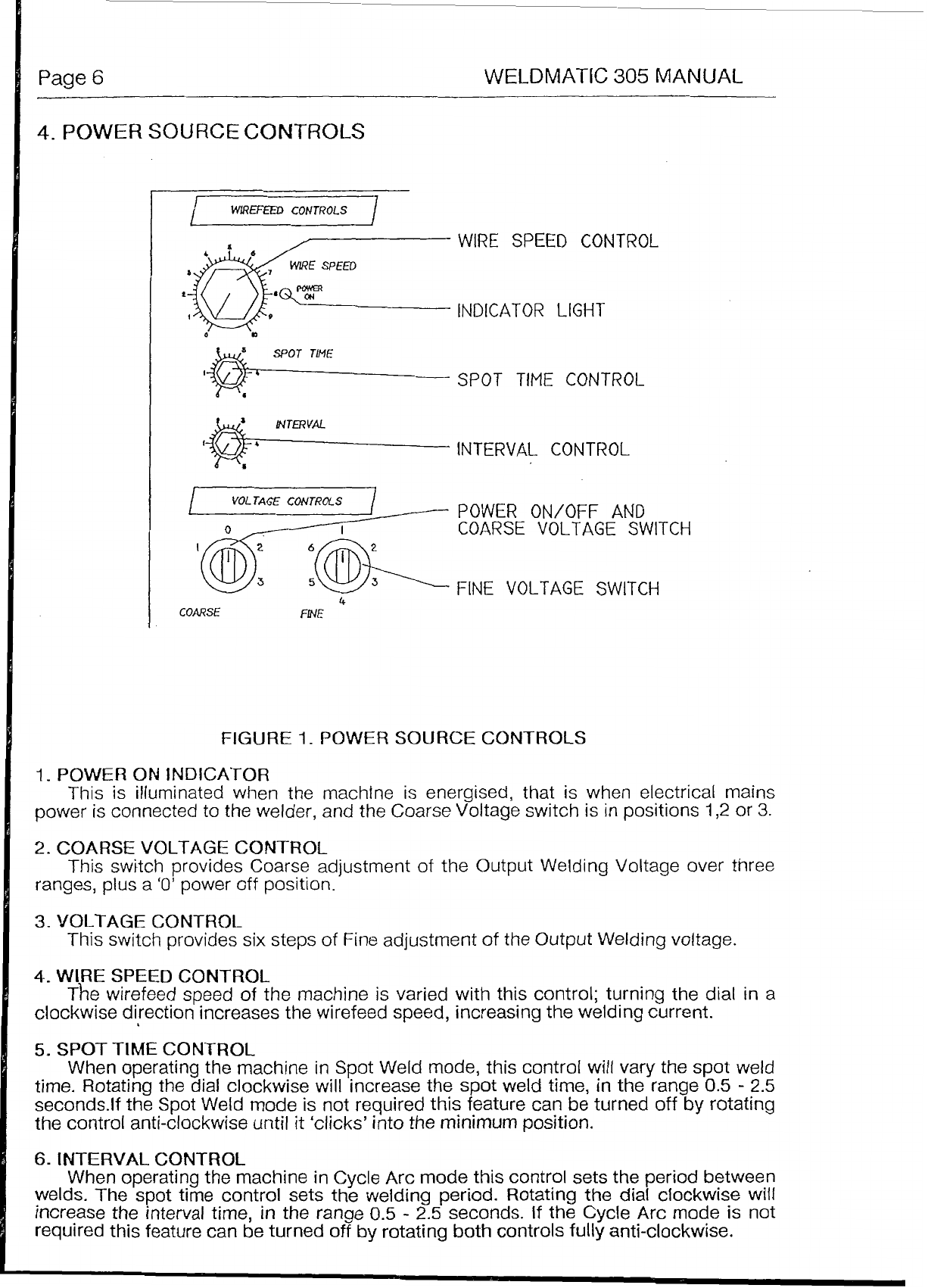
Power Source Controls
...............................
P.6
Fig.2
......................
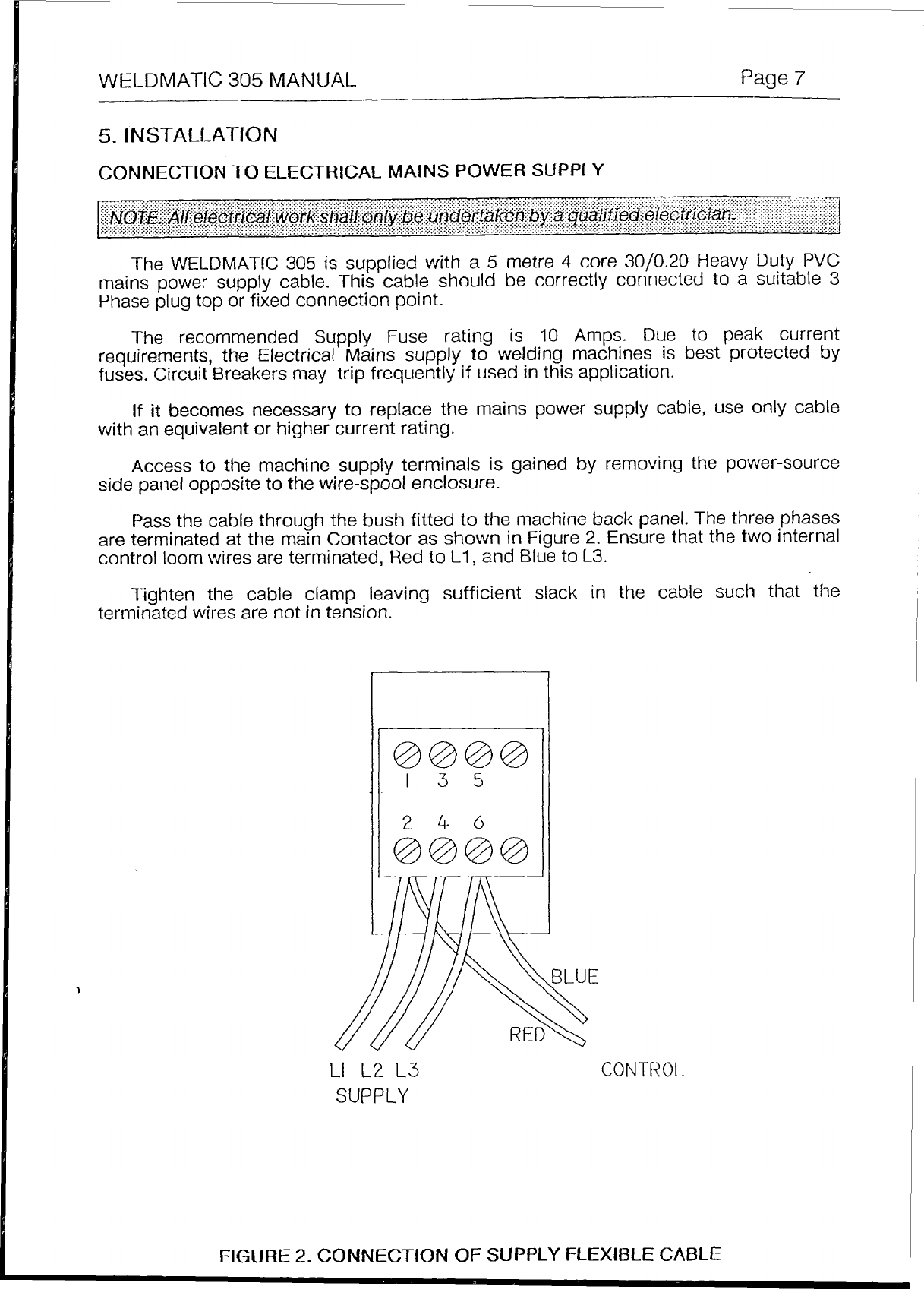
Connection ofSupplyCable
...........................
P.7
Fig.3
...................
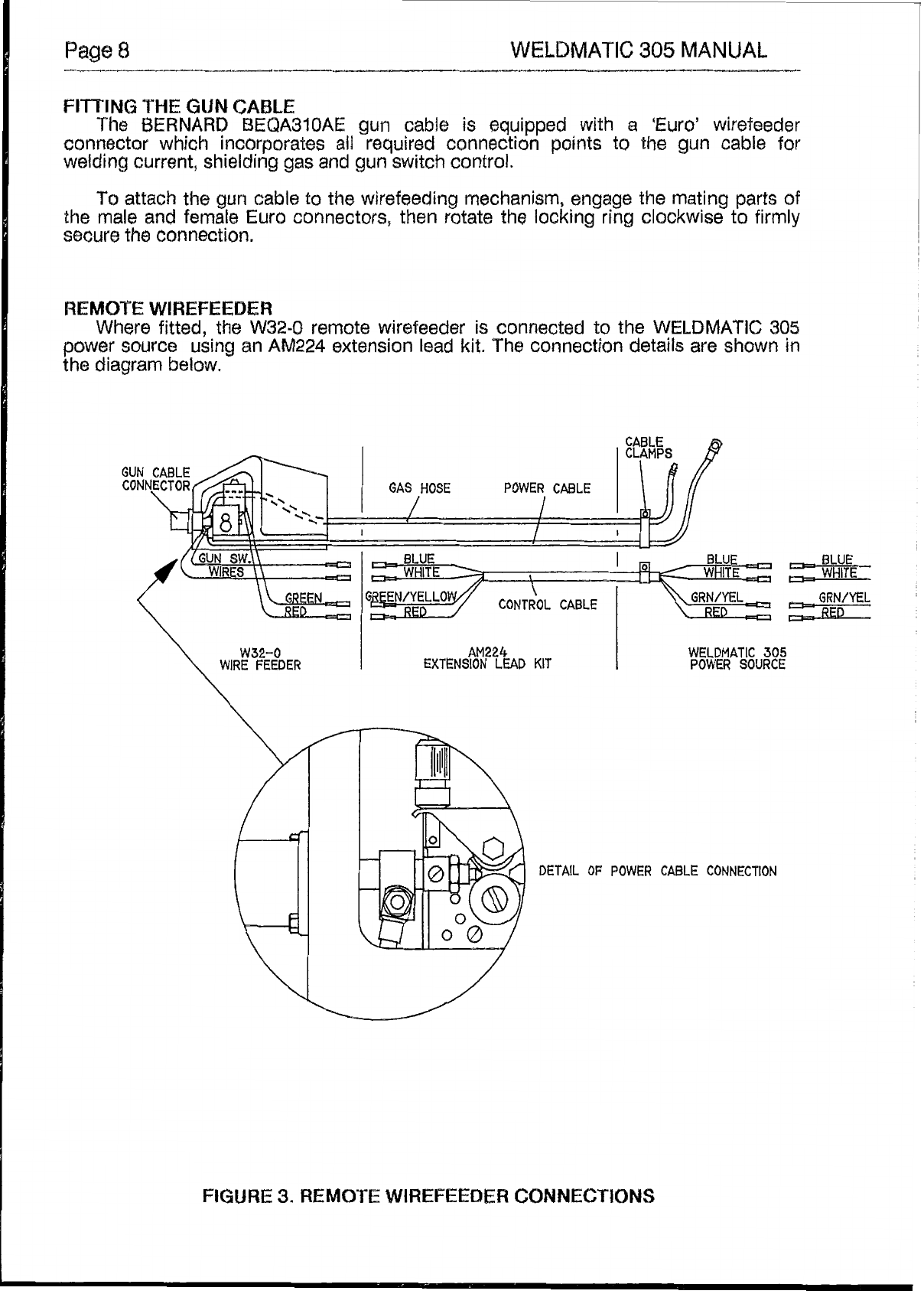
RemoteWirefeeder Connection
.........................
P.9
Fig.4
.........................
PositiveWire Connection
..............................
P.10
Fig.6
...................................
"Good"Weld
........................................
P
.
13
Fig.7
....................................
"Bad"
Weld
.........................................
P.13
Fig.8
...................................
Gun Position
........................................
P.13
Fig.9
................................
Circuit Diagram
......................................
P.16
Fig.10
........................
Wirefeed Control Board
...............................
P.17
Fig.13
..........................
Gun
CableAssembly
.................................
P.21
Fig.14
..........................
Wire DriveAssembly
.................................
P.22
Fig.15
...........................
Remote
Wirefeeder
...................................
P.23
Fig5
........................
NegativeWire Connection
.............................
P.10
Fig.1
1
.......................
Power Source Assembly
...............................
P
.
19
Fig.12
..........
Power Source Ass'y (RemoteWirefeeder)
.................
P.20