WIELANDER+SCHILL VAS 821 003 User manual

02/2021
MIG-MAG / ALU welding - brazing
Operation Manual REV 1.0
VW AG I VAS 821 003
UK

MIG-MAG Alu welding - brazing / VAS 821 003 _Operation Manual
Page 2 © Wieländer + Schill
CONTENT
1INTRODUCTION ............................................................................................................ 4
1.1 PRODUCT INTRODUCTION ........................................................................................... 4
2SETUP............................................................................................................................ 4
2.1 SETUP CONDITIONS .................................................................................................... 4
2.2 SELECTING THE ACCESSORIES .................................................................................... 4
2.3 CONNECTING TO THE ELECTRIC NETWORK .................................................................... 5
2.4 CONNECTING THE MIG/MAG TORCH ........................................................................... 5
2.5 TORCH WIRE LINER..................................................................................................... 6
2.6 OPTIONAL POSSIBLE /CONNECTING THE PUSHPULL TORCH........................................... 6
2.7 THE FEEDING UNIT ...................................................................................................... 7
2.8 CONNECTING THE PRESSURE BOTTLE .......................................................................... 7
2.9 CONNECTING THE GROUND CABLE ............................................................................... 8
2.10 MMA –TIG WELDING CONNECTION ............................................................................. 8
3SAFETY AND FIREINSTRUCTION ............................................................................... 9
WELDING IN THE ENVIRONMENT WITH HIGHER ELECTRICAL DANGER......................................... 10
4OPERATION ................................................................................................................ 11
4.1 SWITCHING ON THE MACHINE ................................................................................... 11
4.1.1 Power-on sequence........................................................................................ 11
4.2 OPERATING PANEL................................................................................................... 11
4.2.1 Welding mode selection ................................................................................. 12
4.2.2 Welding process selection.............................................................................. 14
4.2.3 Selection of the additional material................................................................. 15
4.2.4 Selection of the additional material diameter.................................................. 16
4.2.5 MENU............................................................................................................. 16
4.2.5.1 Global menu parameters ................................................................................ 17
4.3 SET UP,ADJUSTMENT AND DISPLAY DESCRIPTION........................................................ 18
4.3.1 Welding power set up ..................................................................................... 18
4.3.2 Arc length correction synergic mode .............................................................. 18
4.4 JOB MODE.............................................................................................................. 19
4.4.1 Editing / saving the JOB ................................................................................. 19
4.5 SELECTING THE ACTIVE FEEDER ................................................................................ 19
4.6 PARAMETERS SETUP FOR DIFFERENT FEED UNITS ....................................................... 19
4.7 ARC CONTROL........................................................................................................ 20
4.8 FACTORY SETUP ...................................................................................................... 20
5MAINTENANCE ........................................................................................................... 21
5.1 DISPOSAL OF THE MACHINE....................................................................................... 21

Operation Manual MIG-MAG Alu welding - brazing / VAS 821 003
© Wieländer + Schill Page 3
6TECHNICAL DATA ...................................................................................................... 22
7AVERAGE CONSUMPTION VALUES FOR WELDING .............................................. 24
7.1 AVERAGE WELDING WIRE CONSUMPTION FOR MIG /MAG WELDING ............................. 24
7.1.1 Steel welding wire .......................................................................................... 24
7.1.2 CrNi welding wire............................................................................................ 24
7.1.3 Aluminium welding wire .................................................................................. 24
7.1.4 CuSi welding wire........................................................................................... 25
7.2 AVERAGE SHIELDING GAS CONSUMPTION FOR MIG /MAG WELDING............................. 25
7.2.1 MIG / MAG steel welding................................................................................ 25
7.2.2 MIG / MAG aluminium welding ....................................................................... 25
7.3 AVERAGE SHIELDING GAS CONSUMPTION FOR WIG WELDING ....................................... 25
8TROUBLESHOOTING ................................................................................................. 26
9DISTRIBUTORS WORLDWIDE ................................................................................... 28
10 EU-DECLARATION OF CONFORMITY................................................................... 29
MIG-MAG Alu welding - brazing / VAS 821 003 _Operation Manual
Page 4 © Wieländer + Schill
1 INTRODUCTION
1.1 Product Introduction
The VAS 821 003 welding machine is a compact pulse MIG-MAG welding inverter especially
developed for car body repair. The unique benefit is the double wire feed unit. This design
ensures excellent welding properties for thin sheet metal as well as with aluminum and CuSi
brazing. When using this VAS 821 003 machine, repairs are possible on all types of vehicles
with fine quality results.
Be aware of danger resulting from welding and follow the safety and fire instructions.
It`s necessary to keep the device in a dry place, to protect it against moisture. It`s not advisable
to use the device in the open air during rain.
2 SETUP
2.1 Setup conditions
When welding, it´s necessary to set the device in a dry, protected environment with sufficient
area for cooling. The device is designed for use in a covered area (i.e. under a roof).
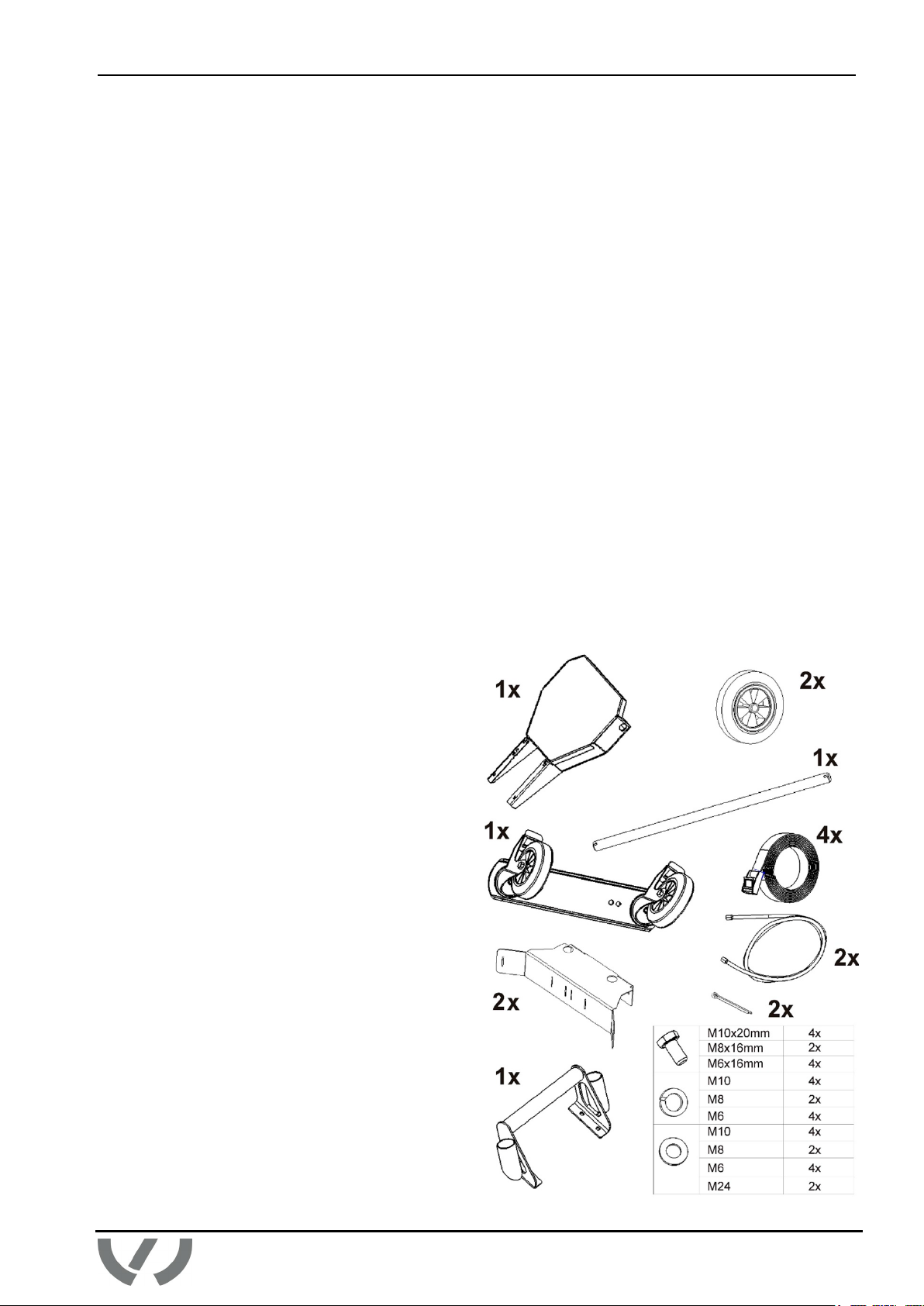
2.2 Selecting the accessories
Before use please check the machine
for any possible transport damage!

Operation Manual MIG-MAG Alu welding - brazing / VAS 821 003
© Wieländer + Schill Page 5
2.3 Connecting to the electric network
Check if the voltage stated on the device label matches the rated
voltage of your electric network.
The device can be connected to an electric socket equipped with protective contact which
has been installed by an authorized electrician. The current circuit of the socket must be
protected with 16Amp melting safety fuse or circuit breaker.
The device is delivered without plug. Please ensure that only plugs and/or sockets are used
that comply with the CEE standard.
2.4 Connecting the MIG/MAG torch
- The torch connection supplied is a EURO Standard torch
connector.
- Please, tighten the connector well to avoid any contact
resistance. A loose connection can cause damage to the
machine and torch.
- Never use damaged torch.
Connect the welding conduction main connecting plug into the main socket on the front side.
Secure it with the lock nut.
Work piece
clamp (earth)
Torch A
Torch B
Torch B
state LED
Torch A
State LED

MIG-MAG Alu welding - brazing / VAS 821 003 _Operation Manual
Page 6 © Wieländer + Schill
2.5 Torch wire liner
For mild steel, the wire feed liner will consist of a steel spring-like spiral. When using wire
electrodes made of chromium-nickel-steel, aluminum and other metals, a liner of wear-
resistant plastic (for example Teflon) is used. Plastic liners have a lower friction coefficient
than steel.
Make sure the contact tips match the manufacturer’s recommendations for type and diameter
of the wire being used.
In case a Teflon liner is used, it is also necessary to attach a brass flexible contact neck liner
to provide good current conduction to the fill wire.
Material
Wire diameter
Liner material
Liner color
Fe
0,8mm
steel spiral
or
Teflon
1,0mm
1,2mm
Inox
0,8mm
Teflon
1,0mm
1,2mm
AlMg, AlSi
1,0mm
Teflon
1,2mm
CuSi3
0,8mm
Teflon
1,0mm
1,2mm
CuAl8
0,8mm
Teflon
1,0mm
Liner color:
Blue: Art.N° 337139 Red: Art.N° 337142 Black: Art.N° 337147
2.6 Optional possible / Connecting the PushPull torch
Only use the recommended torch from Wielander & Schill. Using an
incorrect torch may cause the machine damage.
Before using the PushPull torch, the PushPull driver board must be
installed to the device (not included in standard delivery).
PushPull
torch
Operation Manual MIG-MAG Alu welding - brazing / VAS 821 003
© Wieländer + Schill Page 7
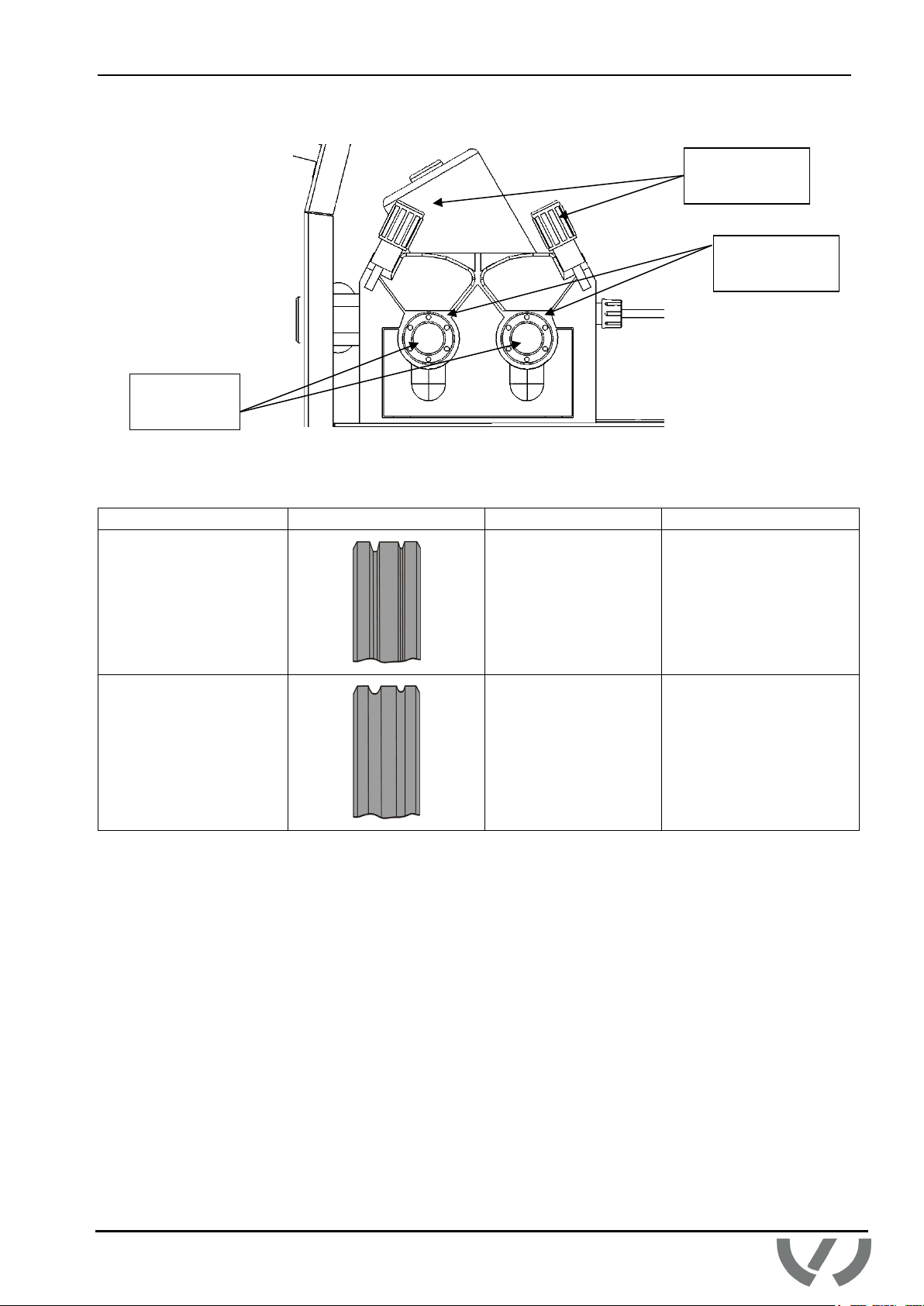
2.7 The feeding unit
Please choose the wire-feeding rolls that correspond to the welding wire being used.
Material
Shape
Diameter
Article-Number
Fe
Inox
CuSi
CuAl
0,6/0,8mm
0.8/1.0mm
1,0/1,2mm
337219
337220
xxx
AlMg
AlSi
0,8/1,0mm
1.0/1.2mm
xxx
337221
When the wire-feeding wheels are set up, you can see on the front side of the wheel the
assigned welding wire diameter (value is in mm).
2.8 Connecting the pressure bottle
While adjusting the gas flow rate, the welding unit must be switched on and the torch trigger
must be pressed to open the solenoid valve. To avoid unnecessary wire consumption, open
the leaf spring of the wire feeder.
Determination of the gas flow rate:
Steel - 10x wire Ø
Aluminium - 12x wire Ø
Example: Wire Ø 0,8mm x 10 = 8 Liter/minute
Pressure
adjustment
Feeding
rolls
Fixing
point

MIG-MAG Alu welding - brazing / VAS 821 003 _Operation Manual
Page 8 © Wieländer + Schill
2.9 Connecting the ground cable
It`s necessary to connect the grounding clamp (earth) in the near vicinity of the welded
place. The transfer contact must be metallic and free from dust and paint.
2.10 MMA – TIG welding connection
TIG Connection MMA Connection
Work
piece
TIG Torch
Stick Holder

Operation Manual MIG-MAG Alu welding - brazing / VAS 821 003
© Wieländer + Schill Page 9
3 SAFETY AND FIREINSTRUCTION
Keep this device away from children. You must follow the safety and fire instructions when
you work with the welding device and for welding in a protective atmosphere. Follow all
regulations for the prevention of accidents during "welding, cutting and similar working
activities".
WARNING FIRE HAZARD!
Be sure the area is safe before doing any welding.
Remove all flammable material within 10m of the welding area.
Quench hot metal or allow it to cool before handling or before letting
it touch combustible materials.
Never weld containers with potentially flammable materials inside –
they must be emptied and properly cleaned first.
Ventilate potentially flammable atmospheres before welding
WARNING EXPLOSION RISK!
It’s possible that harmless substances in closed containers may
generate excessive pressure when heated.
Move containers with flammable or explosive liquids away from the
working area!
Never heat explosive liquids, dusts or gases by welding!
CAUTION TOXIC FUMES!
Smoke and gases can lead to breathing difficulties and poisoning
Use local exhaust ventilation to remove fumes from the air.
Remove all coatings and solvents from the metal before welding.
Wear suitable breathing apparatus if appropriate!
Never weld containers with potentially toxic materials inside. Empty
and properly clean the container first.
CAUTION Noise exposure!
Prolonged exposure to noise from welding, cutting or similar work
can damage hearing.
Use approved ear protection.
Warn others nearby about the noise hazard.
WARNING ARC RAYS CAN BURN EYES AND SKIN!
The welding arc produces intense visible and invisible rays that can
burn eyes and skin.
Wear eye protection (welding helmet) with appropriate lens shading
to protect your eyes from the arc’s ultraviolet and infrared rays.
Wear protective clothing to protect against burns caused by
ultraviolet light, sparks and hot metal.
Flame-retardant clothing to cover all exposed areas.
Use protective screens or barriers to protect others from flash and
glare.
MIG-MAG Alu welding - brazing / VAS 821 003 _Operation Manual
Page 10 © Wieländer + Schill
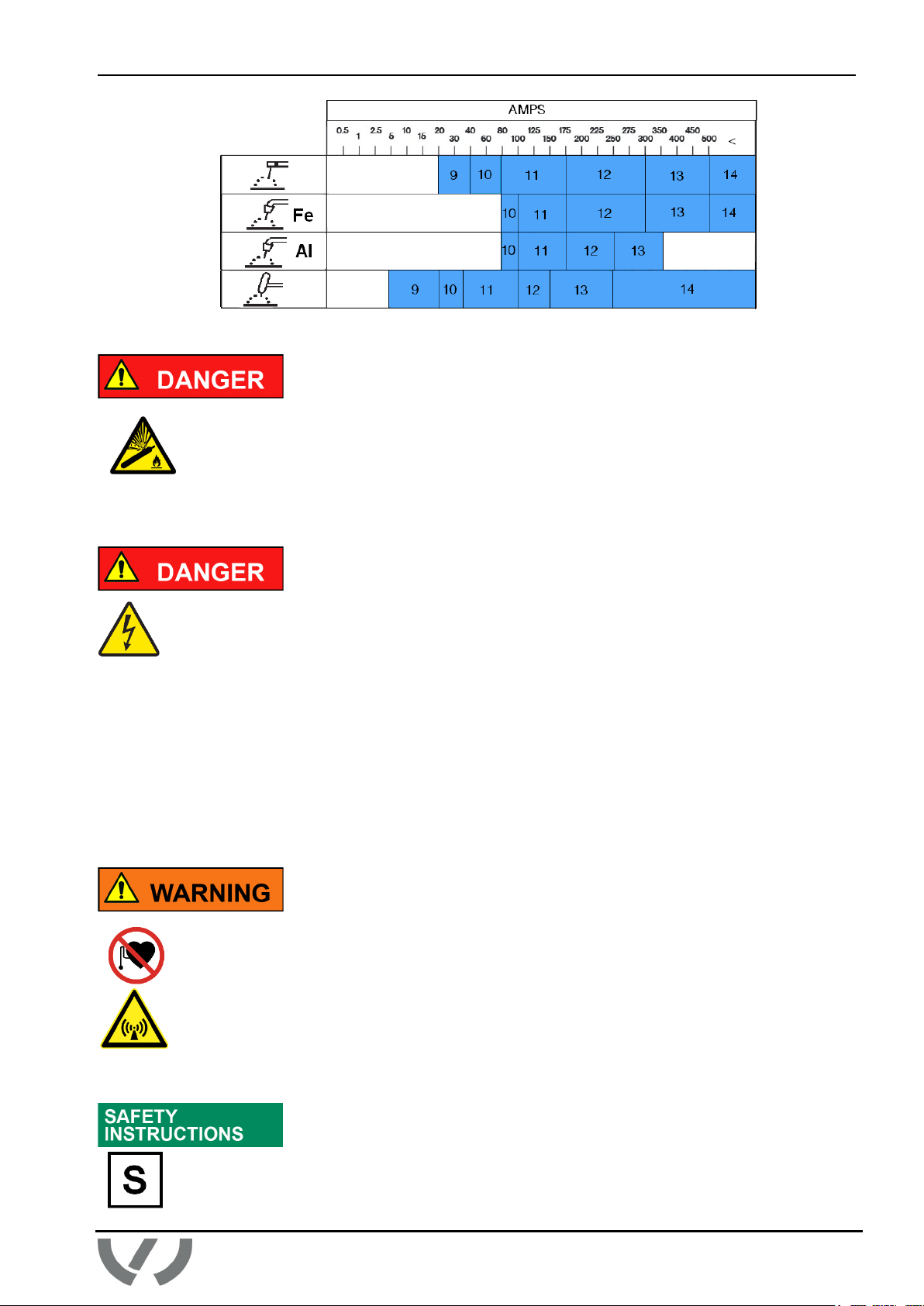
ISO 4850
CYLINDERS CAN EXPLODE
Gas cylinders contain gas under high pressure which can explode
if damaged or exposed to a heat.
Regional safety regulations for pressurised gas must be followed.
Due to high pressure inside the bottles (up to 200 bar) it is
necessary to secure them against mechanical damage, overturning,
downfall, heating up (max 50°C), against sunshine exposure for
a longer time and against strong frost.
WARNING RISK OF ELECTRIC SHOCK
Voltages can cause potentially fatal electric shocks and burns on
contact. Even
low voltages can cause a shock and lead to
accidents.
Install and ground this equipment according to the instruction
manual and in accordance with national and local standards.
Wear the full personal protective equipment (depending on the
application)!
Nev
er touch live components such as welding current sockets or
stick, tungsten or wire electrodes!
Always place torches and electrode holders on an insulated surface!
The device must be placed out of higher electrical danger
environment. You can be in the endangered environment with a
torch only.
CAUTION ELECTROMAGNETIC FIELDS
Device is constructed according IEC 60974-10 class A and is
intended to work only in industrial areas.
When operating welding machines, electro-magnetic interference
can occur.
The user is responsible for any interference caused by welding.
Pacemaker and hearing aid operation can be affected by magnetic
fields from high currents. Pacemaker and hearing aid wearers
should consult a doctor before going near any arc welding
machines.
Welding in the environment with higher electrical danger
The welding device is constructed in compliance with IEC 60974 as
a device suitable for welding in the environment with higher
electrical danger.

Operation Manual MIG-MAG Alu welding - brazing / VAS 821 003
© Wieländer + Schill Page 11
4 OPERATION
4.1 Switching ON the machine
Always use the main switch on the back side of the machine to turn the device On and Off.
Never use the power plug for this purpose!
4.1.1 Power-on sequence
After switching on, the special power-on sequence is started on the operating panel, to give
the user information about the firmware. At first all segments are lit up, then the following
information is displayed:
a)
Firmware type (in material Volt window)
EA – ACT panel
b)
Model (in Ampere window)
270
c)
Firmware revision (in Ampere window)
r11 major . minor revision numbers.
4.2 Operating Panel
4.4
JOB Mode
4.2.5
MENU
4.3.1
Welding
power
set up
4.3.2
Arc length
correction
4.2.2
Welding
process
selection
4.2.3
Filler wire
material
selection
4.2.1
Welding mode
selection
4.2.4
Filler wire diameter
selection

MIG-MAG Alu welding - brazing / VAS 821 003 _Operation Manual
Page 12 © Wieländer + Schill
4.2.1 Welding mode selection
(Not available if MMA/TIG selected)
- 2- cycle mode
- 4- cycle mode
- Manual wire-speed mode. In wire-speed window it is
possible to adjust the speed for manual feed. Feeding is
activated by pressing the trigger button.
2-TACT Mode / 4-TACT Mode
2-TACT/4-TACT relates to the function of starting button (trigger) on the welding torch.
Differences in operation of this two modes are shown in following pictures:
t
P
PHOT
PWELD
t
TRIGGER
2-TACT MIG/MAG operation
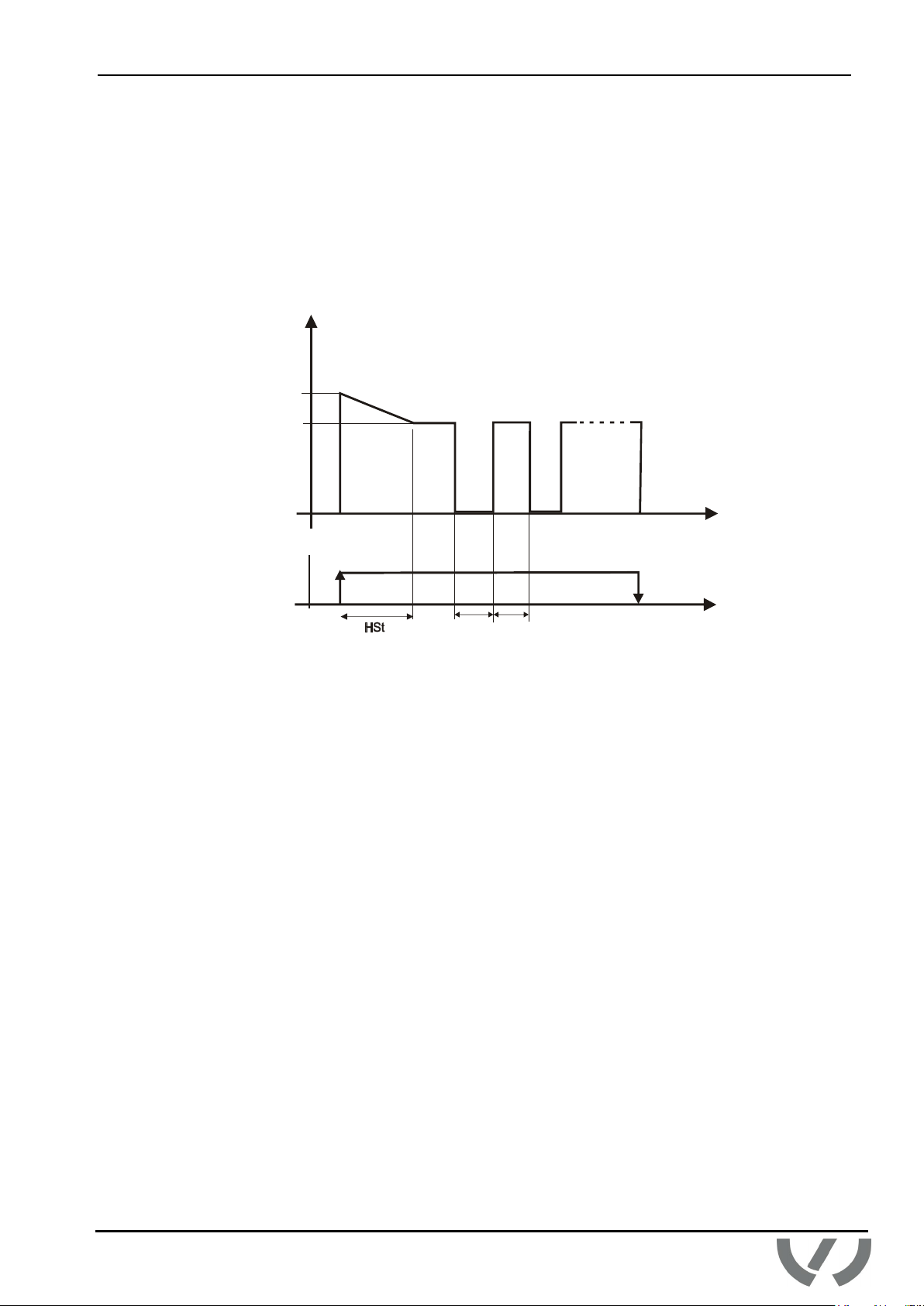
t
P
Hot start
level
Welding
Crater fill
level
t
TRIGGER
cFt
hSt
4-TACT MIG/MAG operation
Operation Manual MIG-MAG Alu welding - brazing / VAS 821 003
© Wieländer + Schill Page 13
Interval welding
To activate the interval welding program, the pause time must be set greater than 0 (factory
setting). To disable interval welding feature, set the pause time parameter to 0 (menu
parameter number 1.9 – PAU). Interval function is available in both – 2cycle and 4cycle
operation
t
P
PHOT
PWELD
t
TRIGGER
PAu Act
2-TACT MIG/MAG operation

MIG-MAG Alu welding - brazing / VAS 821 003 _Operation Manual
Page 14 © Wieländer + Schill
4.2.2 Welding process selection
- Standard MIG/MAG welding process
- Pulsed MIG/MAG welding process (EcoPulse only)
- MIG/MAG Double Pulse welding process
- MMA welding process
- WIG welding with Lift Arc ignition
Synergy parameters for MIG/MAG welding
hSL
hSt
Welding voltage
Wire speed
cSS
cFL
cFt
EPL
EPtbbt
Time diagram of MIG/MAG weld
Synergy parameters for standard Pulse
Up
PL
bcL
FcL
PF
EPL
Prr PFr
Time diagram of Pulsed weld (without Hot start & Crater fill level)

Operation Manual MIG-MAG Alu welding - brazing / VAS 821 003
© Wieländer + Schill Page 15
MIG / MAG Double Pulse
Double pulse frequency –define a speed of interleaving hot and cold phases in double
pulse welding
Double pulse amplitude – power ratio between hot and cold phases in double pulse
welding
IHOT
Iset
Frequency
Amplitude
Double pulse time characteristic
frequency
Amplitude
Double pulse weld – AlSi5 / 1.0mm wire
4.2.3 Selection of the additional material
(Not available if MMA/TIG selected)
Fe (ACT) - alloyed + non-alloyed steel, inert gas: 82%Ar + 18%CO2
(LED shines)
Fe (ACT) - Steel thin sheets ACT welding, inert gas: 82%Ar + 18%CO2
(LED flashes)
CrNi - Stainless steel AWS308LSi, gas: 87.5%Ar + 2.5%CO2
AlMg - Aluminum + magnesium, shielding gas: 100%Ar
AlSi - Aluminum + silicium, shielding gas: 100%Ar
CuSi3 - Copper silicium, shielding gas: 100%Ar
CuAl8 - Copper aluminium, shielding gas: 100%Ar

MIG-MAG Alu welding - brazing / VAS 821 003 _Operation Manual
Page 16 © Wieländer + Schill
4.2.4 Selection of the additional material diameter
0,6mm
0,8mm
1,0mm (1,2mm)
4.2.5 MENU
For enhanced adjustment is available MENU function.
Press and hold for 3 seconds

Operation Manual MIG-MAG Alu welding - brazing / VAS 821 003
© Wieländer + Schill Page 17
4.2.5.1 List of MENU parameters:
Display
Name
Description
Min.
Max.
Step
Unit
MIG
Pulse
MIG
Double
Pulse
MIG
MMA
TIG
GPr
Gas pre-flow time
0,0
10,0
0,1
sec
X X X - -
GPo
Gas post-flow time
0,0
10,0
0,1
sec
X X X - -
hSL
Hot-start level
100
199
1
%
X X X X -
cFL
Crater-fill level
1
100
1
%
X X X - -
hSt
Hot-start slope time
0,0
10,0
0,1
sec
X X X X -
cFt
Crater-fill slope time
0,0
10,0
0,1
sec
X X X - -
Act
Active time for interval weld.
0,0
10,0
0,1
sec
X X - - -
PAU
Pause time for interval weld.
0,0
10,0
0,1
sec
X X - - -
These parameters are reset to factory settings
when changing the material thickness selection.
Global menu parameters
Parameters that are independent of the selected filler material, wire diameter and base
material thickness are referred to as general parameters. All these parameters can be set by
the user in the menu. They remain saved and unchanged as long as the user does not change
the setting. The parameter group includes:
1. Gas pre-flow time
2. Gas post-flow time
3. Hot-start level – Hot start level in percent, based on the preselected
Welding current. Can only be> 100%.
4. Crater-fill level – Crater fill level in percent, relative to the selected one
Welding current. Can only be <100%
5. Hot-start slope time – a time which is needed to slope from hot start level to the
welding level. In seconds.
6. Crater-fill slope time – a time which is needed to slope from welding level to the crater
fill level. In seconds.
7. Active time – parameter for automatic interval welding, which defines an
active welding time in seconds
8. Pause time – parameter for automatic interval welding, which defines an
inactive time, when arc is off in seconds. If it is set to 0, interval
welding is disabled.
Synergetic controlled parameters
MIG-MAG Alu welding - brazing / VAS 821 003 _Operation Manual
Page 18 © Wieländer + Schill
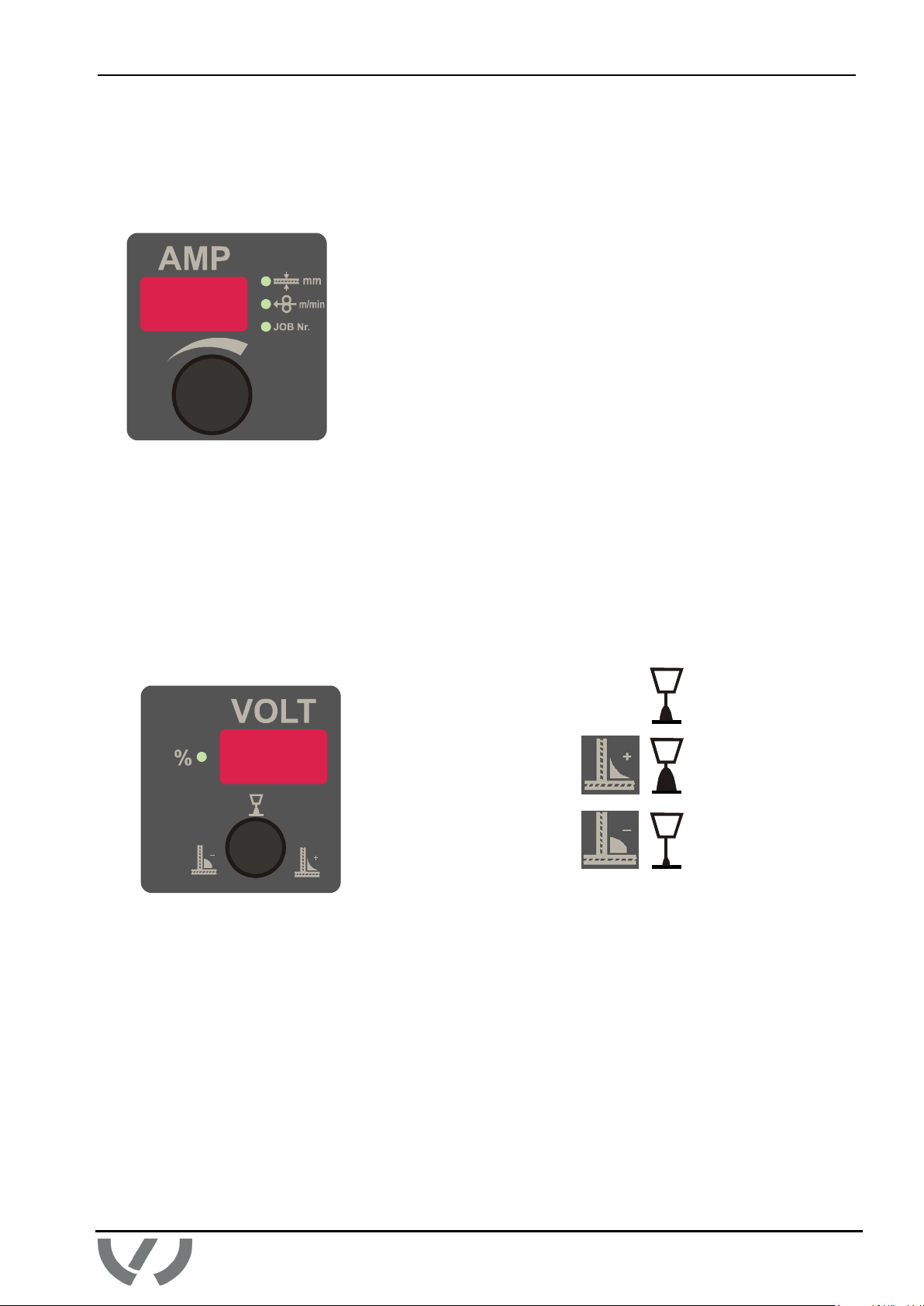
4.3 Set up, adjustment and display description
4.3.1 Welding power set up
Teh welding-brazing machines are controlled with full
synergic feature (except Manual modus).
The welding power is to adjust just with one main rotary
encoder. By press of the encoder button, wire speed (in
meters/min) or material thickness (in millimeters) can be
selected.
In MMA and TIG mode is only Ampere setup possible.
4.3.2 Arc length correction synergic mode
In all MIG/MAG modes is possible to adjust length of the
welding arc. By turning the encoder in any direction is
display switching from Voltage mode to Arc length
correction mode (% LED active).
Arc length set to = 0 –
Arc length set to max. +
Arc length set to min. –

Operation Manual MIG-MAG Alu welding - brazing / VAS 821 003
© Wieländer + Schill Page 19
JOB
JOB
4.4 JOB Mode
The JOB mode allows you to store up to 100 individual parameter settings in addition to the
preset programs.
Change from synergic mode to JOB mode JOB
is made
by short press of the JOB button . After entering the Job mode, the
number of the actual job is shown in the Material thickness / JOB
window. There are 100 jobs available: J00 – J99. By Turning the main
encoder the required job number can be chosen.
While in JOB mode, there are no set-up and adjustments available except
the JOB number and welding mode. If adjustment is required, JOB editing
must be activated – see following section
To quit from JOB mode press JOB button
JOB
again.
4.4.1 Editing / saving the JOB
While working in synergic mode , by long pressing the JOB button actual set up
can be stored. After long pressing of JOB button, number of job starts to flash. This number
can be changed by encoder rotation, after desired job number is set by pressing the encoder
button actual set up is saved under this job number.
To edit actual job, set job number to change, by long pressing the JOB button the
material thickness start to flesh and any change of any parameter can be made. After
changes are made, by short press of the encoder button the settings will be stored.
4.5 Selecting the active feeder
Active feed unit selection is indicated by LED indicator above the corresponding euro torch
connector. To switch the idle feed unit on, the trigger button on the corresponding torch must
be pressed. By pressing the trigger button on the non-active feed unit, it will switch to active
state with automatic up-loading of all appropriate settings on the front panel. After releasing
the torch button and pressing it again the welding process will start.
4.6 Parameters setup for different feed units
There can be made specific setup for each feed unit. All settings made on the front panel
are belonging to the active feed unit and will be stored in internal memory in case of switching
the feed unit to idle state or switching the machine off. Always if some setup should be done,
the feed unit must be set as active.

MIG-MAG Alu welding - brazing / VAS 821 003 _Operation Manual
Page 20 © Wieländer + Schill
4.7 ARC Control
If there is no arc detected for more than 3 seconds during active welding the inverter will be
automatically switched off.
This feature may prevent user from some desired actions. When feeding a new roll of wire in
the torch, please use Manual feed mode described before.
4.8 Factory setup
With the following procedure the machine can be reset to factory setup.
This procedure will delete all stored jobs and will reset all parameters to the state at delivery!
Make sure that the machine is conected to the power
supply and switched off.
Hold this button depressed and switch the machine on
until the initial display test sequence is over and the code
menu is displayed.
Once in the code menu you will have to enter the
unique code U 01, A 01, B 01, C 01. Individual
numbers can be accessed by pressing voltage
encoder.
When you have entered all 4 numbers and you are sure
that they are correct then confirm the complete code by
depression of this button. The panel will be restarted in
order to apply new factory default settings.
Table of contents
Other WIELANDER+SCHILL Welding System manuals






















