WIELANDER+SCHILL WS 40 User manual

PLASMA CUTTER
WS 40
BEDIENUNGSANLEITUNG
INSTRUCTION MANUAL
NOTICE D’UTILISATION
HOTLINE (0049) 07720 8317 0

2
SICHERHEITSHINWEISE
BEI JEDEM PLASMA-SCHNEIDEVORGANG IST ES NÖTIG, GEWISSE
SICHERHEITSVORKEHRUNGEN ZU BEACHTEN, UM DIE SICHERHEIT DES
BEDIENERS ZU GEWÄHRLEISTEN.
BEACHTEN SIE SORGFÄLTIG DIE FOLGENDEN HINWEISE, UM PERSONEN UND
SACHSCHÄDEN ZU VERMEIDEN.
ACHTUNG: ON _ OFF SCHALTER ISOLIERT DAS GERÄT NICHT
VOLLSTÄNDIG VOM STROMKREIS.
DER SCHALTER STEHT NOCH UNTER STROM. VOR ENTFERNEN DER
DECKPLATTEN DES GERÄTES, AUS WELCHEM GRUND AUCH IMMER,
DAS GERÄT AM HAUPTSTECKER AUSSTECKEN.
SCHALTEN SIE DAS GERÄT AB, BEVOR SIE AN DEN BRENNER
HANTIEREN.

3
VERHÜTUNG VON STROMUNFÄLLEN:
DER PLASMABOGENSCHNEIDER BENÖTIGT ZUM FUNKSTARTEN UND
WÄHREND DES SCHNEIDENS GEFÄHRLICHE SPANNUNGEN. DIE
FOLGENDEN SICHERHEITSMAßREGELN SOLLTEN DESHALB BEACHTET
WERDEN.
• ELEKTRISCHE GERÄTE IMMER MIT GRÖßTER VORSICHT BEDIENEN.
• ARBEITEN SIE NICHT AN STROMKREISEN ODER LEITUNGEN, DIE UNTER
STROM STEHEN. VOR JEDER UNTERSUCHUNG ODER REPARATURE DEN
HAUPTSTECKER AUSSTECKEN.
• DIE SCHWEIßMASCHINE MUß VON EINEM ELEKTRIKER INSTALLIERT
WERDEN, DIE ANSCHLÜSSE ZUR HAUPTVERSORGUNG MÜSSEN
VORSCHRIFTSMÄßIG AUSGEFÜHRT WERDEN.
• DIE STROMVERSORGUNG SOLLTE MIT EINER AUSREICHENDEN ERDUNG
VERSEHEN SEIN.
• ARBEITEN SIE NIE AN DER SCHWEIßMASCHINE IN SEHR FEUCHTER
UMGEBUNG ODER AUF NASSEN BÖDEN.
• SCHWEIßEN SIE NICHT MIT ABGENUTZTEN ODER BESCHÄDIGTEN
KABELN
• BESCHÄDIGTE TEILE DER FACKEL UND FACKELKABEL SOLLTEN IMMER
DURCH ORIGINALMATERIAL AUSGETAUSCHT WERDEN.
• JEDE INSTANDHALTUNG SOLLTE AUSSCHLIEßLICH DURCH
QUALIFIZIERTES PERSONAL AUSGEFÜHRT WERDEN, DAS SICH DER
RISIKEN, DIE SICH DURCH ARBEITEN MIT HOCHSPANNUNGEN ERGEBEN,
BEWUßT SIND.
• TEILE, DIE GESCHNITTEN WERDEN SOLLEN, SOLLTEN NICHT MIT DER
HAND GEHALTEN WERDEN.

4
ARBEITSUMGEBUNG:
DÄMPFE:
• WÄHREND DES SCHNEIDENS ENTSTEHEN METALLSTAUB UND DÄMPFE,
DIE GESUNDHEITSSCHÄDLICH SIND. ES IST DAHER NOTWENDIG,
SCHUTZMASKEN ZU TRAGEN UND SICHERZUSTELLEN, DAß DIE
ARBEITSBEREICHE AUSREICHEND BELÜFTET SIND.
• SOLLTEN AUF DEM ZU SCHNEIDENDEN MATERIAL RÜCKSTÄNDE VON
LÖSUNGSMITTELN UND SCHMIERENTFERNERN VORHANDEN SEIN, IST
ES WICHTIG, DAß DIESE VOR DEM SCHNEIDEN ENTFERNT WERDEN, UM
DIE BILDUNG VON GIFTIGEN GASEN ZU VERHINDERN. EINIGE
CHLORIERTE LÖSUNGSMITTEL NEIGEN
• DAZU, SICH DURCH DIE STRAHLUNG, DIE DURCH DEN LICHTBOGEN
ENTSTEHT, ZU ZERFALLEN, UND PHOSGENGAS ZU BILDEN.
• BESCHICHTETES METALL ODER METALLE, DIE BLEI, GRAPHIT,
CADMIUM, ZINK, QUECKSILBER ODER BERYLLIUM ENTHALTEN, KÖNNEN
WÄHREND DES SCHNEIDENS GIFTIGE GASE ENTWICKELN.
• IN GESCHLOSSENEN RÄUMEN IST ES NOTWENDIG, DUNSTABZÜGE ÜBER
DEM SCHNEIDEBEREICH ANZUBRINGEN.
FEUER:
• FOLGENDE VORKEHRUNGEN SOLLTEN GETROFFEN WERDEN UM BRÄNDE
ZU VERHINDERN, DIE DURCH FUNKEN ODER HEIßE SCHLACKE
ENTSTEHEN.
• ALLE ENTZÜNDLICHEN UND BRENNBAREN STOFFE SOLLTEN AUS DEM
SCHNEIDEBEREICH ENTFERNT WERDEN.
• ES SOLL NICHT AUF BENZIN-ODER FLÜSSIGKEITSBEHÄLTERN
GESCHNITTEN WERDEN, EGAL, OB VOLLE ODER LEERE, ODER AUF
TEILEN, DEREN HOHLRÄUME MIT BRENNBAREM MATERIAL GEFÜLLT
SIND.
• FEUERLÖSCHER MÜSSEN IN DER NÄHE DER ARBEITSEINHEITEN
INSTALLIERT SEIN.

5
PERSONENSCHUTZ
NIEMALS IN DEN SCHWEIßBOGEN SCHAUEN
DER LICHTBOGEN IST EXTREM HEIß UND HELL. ES IST BESONDERS WICHTIG,
DIE AUGEN UND DAS GESICHT VOR DIESER STRAHLUNG DURCH MASKEN
ODER HELME MIT SCHUTZGLAS ZU SCHÜTZEN. BENUTZEN SIE IMMER
SCHÜRZEN UND SCHUTZHANDSCHUHE. STELLEN SIE SCHIRME UM DAS
SCHWEIßFELD, UM ANDERE VOR DEM LICHTBOGEN ZU SCHÜTZEN.
ALLGEMEINE INFORMATIONEN
AUSPACKEN:
• NEHMEN SIE DAS SCHWEIßGERÄT AUS SEINER VERPACKUNG UNTER
ZUHILFENAHME VON GEEIGNETEN GERÄTEN UND MIT GRÖßTER
VORSICHT, UM DIE MASCHINE NICHT ZU BESCHÄDIGEN.
• DIREKT NACH DEM ERHALT DES GERÄTES SOLLTE DAS SCHWEIßGERÄT
AUF MÖGLICHE TRANSPORTSCHÄDEN UNTERSUCHT WERDEN.
• ÜBERPRÜFEN SIE, DAß ALLE ZUSATZGERÄTE UND ERSATZTEILE IM
LIEFERUMFANG ENTHALTEN SIND.
INSTALLATION:
• DAS SCHWEIßGERÄT IST LUFTGEKÜHLT, WOBEI SICH DIE ENTLÜFTUNG
AN DER RÜCKSEITE, DIE ANSAUGUNG AN DER VORDERSEITE BEFINDET.
DIE SCHWEIßMASCHINE MUß DESWEGEN IN EINER POSITION
AUFGESTELLT WERDEN, IN DER DER KÜHLLUFTSTROM NICHT
BEEINTRÄCHTIGT WIRD. STELLEN SIE SICHER, DAß KEIN STAUB,
FEUCHTIGKEIT ODER KORROSIVER DAMPF IN DIE MASCHINE GELANGEN
KANN. STELLEN SIE DIE MASCHINE SO AUF, DAß DIE ABDECKUNG
LEICHT ENTFERNT WERDEN KANN, UM DIE INNEREN BAUTEILE
REINIGEN ZU KÖNNEN.

6
ELEKTRISCHE ANSCHLÜSSE
STELLEN SIE SICHER, DAß DIE ANZAHL DER PHASEN UND DIE
SPANNUNG DER STROMVERSORGUNG MIT DENEN AUF DER PLAKETTE
ÜBEREINSTIMMEN.
• VERBINDEN SIE DAS STROMVERSORGUNGSKABEL, DAS AUS DER
RÜCKWAND DES SCHWEIßGERÄTES KOMMT, MIT DER
HAUPTVERSORGUNG ÜBER EINEN GEEIGNETEN STECKER.
• STELLEN SIE SICHER, DAß DIE GELB-GRÜNE ERDUNGSLEITUNG DES
STROMKABELS MIT EINER AUSREICHENDEN ERDUNG VERBUNDEN IST.
GUTE ERDUNG IST SEHR WICHTIG FÜR DIE SICHERHEIT VON
PERSONEN UND ZUM SCHUTZ DER GERÄTE.
• ÜBERPRÜFEN SIE, DAß ALLE ANSCHLÜSSE EINWANDFREI AUSGEFÜHRT
SIND, UM SCHÄDEN DURCH ÜBERHITZUNG ZU VERMEIDEN.
ANSCHLUSS AN DRUCKLUFT
VERWENDEN SIE NUR TROCKENE DRUCKLUFT
• VERBINDEN SIE DIE DRUCKLUFTLEITUNG MIT DEN ANSCHLÜSSEN AUF
DER RÜCKSEITE DES GENERATORS.
• ÜBERPRÜFEN SIE, DAß DER LUFTDRUCK MINDESTENS 5 BAR BETRÄGT.

7
LEISTUNGSBESCHREIBUNG
• STROMQUELLE MIT EINER CHARAKTERISTISCHEN ÄUßEREN LINIE
SPEZIELL ENTWICKELT FÜR DAS PLASMASCHNEIDEN
• AUSGLEICHENDE INDUZIERUNG, DIE BEMESSEN IST, UM EINEN HOHEN
FORMFAKTOR UND SOMIT EINEN STABILEN, SPRITZERFREIEN BOGEN
ZU GEWÄHRLEISTEN.
• STATISCHE KONVERTERDIODEN AUF ALUMINIUMKÜHLRIPPEN
MONTIERT.
• ELEKTRONISCHER SCHALTKREIS AUF EINZELNER PLATTE MONTIERT,
UM DEN SCHNEIDEVORGANG ZU KONTROLLIEREN.
VOLLELEKTRONISCHER HOCHFREQUENZGENERATOR FÜR HOHE
FUNKENENTWICKLUNG.
• EINGEBAUTER FILTER, UM STÖRUNGEN DURCH DEN BOGEN UND DEN
HOCHFREQUENZGENERATOR ZU BESEITIGEN.
• ELEKTRISCHER VENTILATOR, UM EFFEKTIVE KÜHLUNG ZU
GARANTIEREN.
• HITZESCHUTZ DES INVERTER GEGEN ÜBERLASTUNG.
8
BESCHREIBUNG DER BEDIENUNGSANLEITUNG
MASCHINE HINTEN
"ON - OFF" SCHALTER:
MIT DIESEM SCHALTER WIRD DIE MASCHINE EINGESCHALTET.
MANOMETER:
ZEIGT DEN PREßLUFTDRUCK AN (ARBEITSDRUCK 5 Atm.)
NETZKABEL:
EINZELPHASE BESTEHEND AUS ZWEI LEITUNGEN UND ERDUNG, DREI PHASEN
BESTEHEND AUS DREI LEITUNGEN UND ERDUNG.
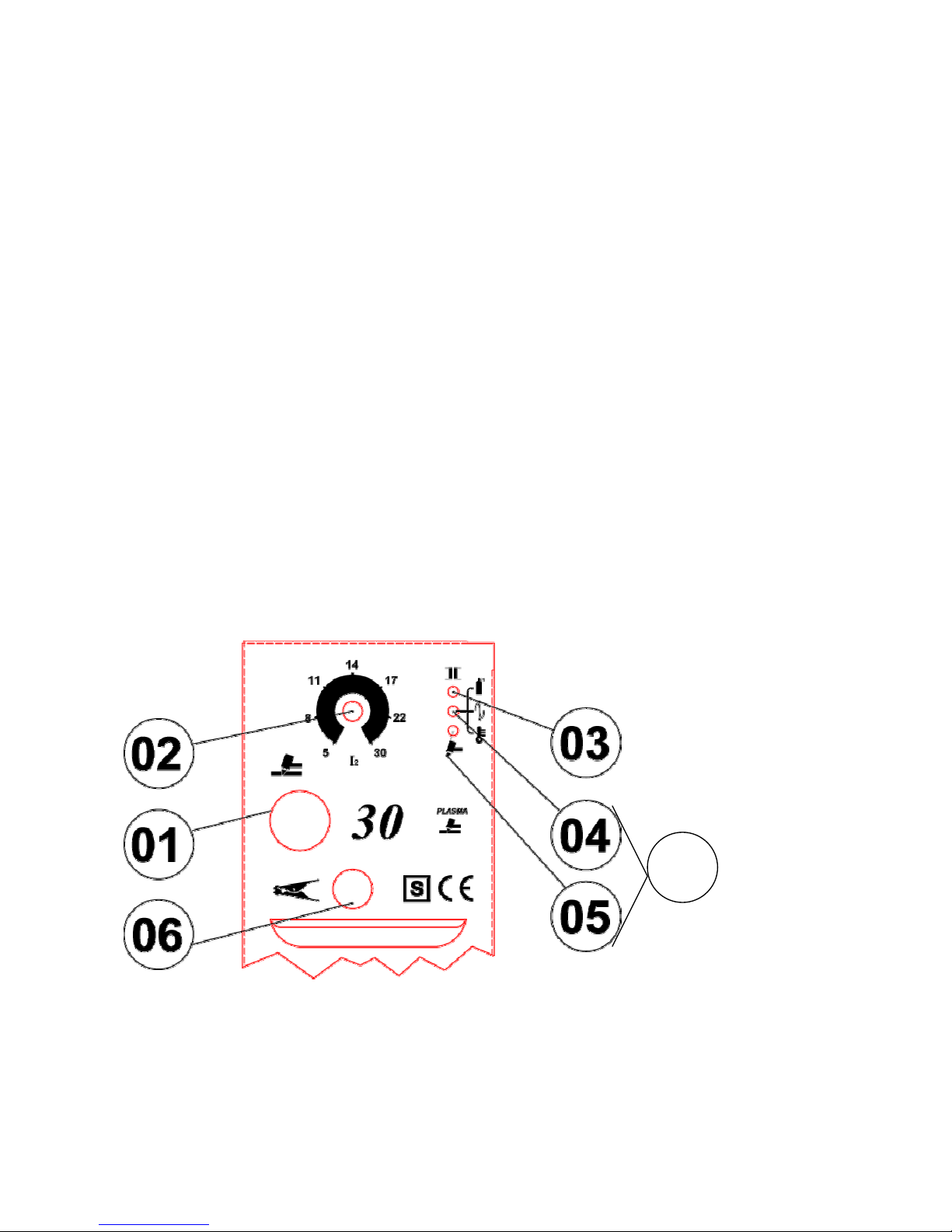
MASCHINE VORNE (PLASMA 30)
07

9
01) ANSCHLUSS DES PLASMASCHNEIDBRENNER
02) SCHNEIDSTROMEINSTELLUG
03) KONTROLLEUCHTE (GRUEN): MASCHINE IST IN BETRIEB
04) KONTROLLEUCHTE (GELB):
ARBEITSDRUCK, NETZSPANNUNG, THERMISCHE SICHERUNG.
• SCNELLES BLINKEND: ZU NIEDRIGER ARBEITSDRUCK
• LANGSAMES BLINKEN: ZU NIEDRIGE NETZSPANNUNG
• KONSANT AN: THERMISCHE SICHERUNG
05) KONTROLLEUCHTE (GELB):
• KOSTANT AN: PILOTLICHTBOGEN IN FUNKTION
• BLINKEND: DIE MASSE IST NICHT KORREKT ANGESCHLOSSEN
06) MASSEANSCHLUSS
07) KOSTANTES LEUCHTEN DER KONTROLLAMPEN 04 UND 05
BLOCKIERUNG DER MASCHINE WEGEN ENTFERNEN DER SCHNEIDDUESE
DES PLASMASCHNEIDBRENNERS. MASCHINE AUSSCHALTEN,
SCHNEIDDUESE WIEDER MONTIEREN, CIRCA 15 SEKUNDEN WARTEN UND
DANN DIE MASCHINE WIEDER EINSCHALTEN.

10
MASCHINE VORNE (PLASMA 40 - 40 C – 50 C)
01) ANSCHLUSS DES PLASMASCHNEIDBRENNER
02) SCHNEIDSTROMEINSTELLUG
03) KONTROLLEUCHTE (GELB):
ARBEITSDRUCK, NETZSPANNUNG, THERMISCHE SICHERUNG.
• SCNELLES BLINKEND: ZU NIEDRIGER ARBEITSDRUCK
• LANGSAMES BLINKEN: ZU NIEDRIGE NETZSPANNUNG
• KONSANT AN: THERMISCHE SICHERUNG
04) KONTROLLEUCHTE (ROT):
• KOSTANT AN: PILOTLICHTBOGEN IN FUNKTION
• BLINKEND: DIE MASSE IST NICHT KORREKT ANGESCHLOSSEN
05) KONTROLLEUCHTE (GRUEN): MASCHINE IST IN BETRIEB
06) MASSEANSCHLUSS
40

11
GEBRAUCH DES PLASMASCHNEIDERS
PRINZIP DES PLASMA SCHNEIDENS
DIESES SCHNEIDESYSTEM BASIERT AUF DER VERWENDUNG VON SEHR HOHEN
TEMPERATUREN, WELCHE DADURCH ENTSTEHEN, DAß EIN ELEKTRISCHER
LICHTBOGEN ZWISCHEN ELEKTRODE UND WERKSTÜCK UND EIN LUFTSTRAHL
DURCH EINE DÜSENÖFFNUNG AN DEMBRENNER KOMBINIERT WERDEN.
DIE HOHE INTENSITÄT DES LICHTBOGENS IN VERBINDUNG MIT DEM
PREßLUFTSTROM BILDET EINEN PLASMASTRAHL, WELCHER DAS METALL
SCHMILZT UND ENTFERNT.
DER LUFTSTROM HAT ZWEI FUNKTIONEN:
A) ZUSAMMEN MIT DEM LICHTBOGEN BILDET ER DEN PLASMASTRAHL
B) DER LUFTSTROM NACH DEM SCHNITT TRÄGT ZUR KÜHLUNG DES
BRENNER BEI.
PILOTVORRICHTUNG
DIE PILOTVORRICHTUNG ERLAUBT ES, DEN BOGEN ZU ZÜNDEN, OHNE DAS
WERKSTÜCK ZU BERÜHREN. DAS MACHT ES EINFACHER, BEMALTE ODER
BESCHICHTETE WERKSTÜCKE ZU SCHNEIDEN.
BEI GENERATOREN MIT HOCHFREQUENZEINRICHTUNG ZÜNDET DER
PILOTBOGEN AUTOMATISCH, WENN MAN DEN BRENNERKOPF DRÜCKT.
BEI GENERATOREN OHNE HOCHFREQUENZEINRICHTUNG ZÜNDET DER
PILOTBOGEN DURCH EINEN KURZZEITIGEN KURZSCHLUß ZWISCHEN
ELEKTRODE UND DÜSE. HIERFÜR IST EIN BRENNER MIT EINER DÜSE AN DER
SPITZE NÖTIG.
AUSFÜHRUNG
ÜBERZEUGEN SIE SICH VOR JEDEM SCHNEIDEVORGANG, DAß DIE ELEKTRODE
UND DIE DÜSE IN GUTEM ZUSTAND SIND.
VORBEREITUNG: VERBINDEN SIE DEN LUFTSCHLAUCH UND -STECKER AN DER
RÜCKSEITE DES GERÄTES.
MAXIMALER EINLAßDRUCK: 10 BAR
STELLEN SIE DEN DRUCK ZWISCHEN 4,5 UND 5 BAR AM DRUCKMESSER EIN.
VERBINDEN SIE DAS ERDUNGSKABEL (06) MIT DEM STECKER UND DAS
ENTSPRECHENDE ENDE MIT DEM WERKSTÜCK.
STELLEN SIE DAS POTENZIOMETER (02) SCHALTER AUF DIE NÖTIGE
STROMSTÄRKE EIN, DIE DAS WERKSTÜCK VERLANGT.

12
SCHNEIDEN
HALTEN SIE WÄHREND DES SCHNEIDENS DEN BRENNERKOPF SENKRECHT ZUM
WERKSTÜCK.
DIE SCHNEIDEGESCHWINDIGKEIT IST KORREKT, WENN DIE BOGENSPUR
UNTER DEM WERKSTÜCK IN EINEM WINKEL VON 5°-10° HINTER DER
ELEKTRODE NACHZIEHT.
HOHE SCHNEIDEGESCHWINDIGKEITEN SCHADEN DER
ELEKTRODE.
WÄHREND DES SCHNEIDENS SOLLTE DIE DÜSE IN EINEM BESTIMMTEN
ABSTAND VOM WERKSTÜCK GEHALTEN WERDEN. SIEHE UNTENSTEHENDE
TABELLE.
SCHNEIDEN MIT GENERATOREN MIT PILOTBOGEN
• HALTEN SIE DENBRENNER ENTFERNT VON METALLTEILEN.
• DRÜCKEN DIE DEN BRENNERKOPF UND WARTEN SIE CA. 2 SEKUNDEN,
BEVOR SIE DEN BOGEN FUNKZÜNDEN.
• DER PILOTBOGEN ERLISCHT NACH CA. 5 SEKUNDEN, FALLS DER
SCHNEIDEBOGEN NICHT AM WERKSTÜCK ENTZÜNDET WIRD.
• MIT GEDRÜCKTEM BRENNERNOPF UND ENTZÜNDETEM PILOTBOGEN
BEWEGEN SIE DENBRENNER NAHE AN DAS WERKSTÜCK UND FÜHREN SIE
DAS SCHNEIDEN GEMÄß DEN UNTER SCHNEIDEN BESCHRIEBENEN
ANWEISUNGEN DURCH.

13
INSTANDHALTUNG
ROUTINE-INSTANDHALTUNG
TÄGLICH
• ENTFERNEN SIE KONDENSAT UND UNREINHEITEN VOM
PREßLUFTFILTER
• ERNEUERN SIE DEFEKTE TEILE VON BRENNER, ELEKTRODE UND DÜSE
• ÜBERPRÜFEN SIE DEN BRENNER AUF SICHTBARE SCHÄDEN
• ÜBERPRÜFEN SIE DEN ZUSTAND DER ISOLATIONEN UND SCHLÄUCHE
• ÜBERPRÜFEN SIE DEN ZUSTAND DES ERDUNGSKABELS UND DER
ERDUNG SELBST
• ÜBERPRÜFEN SIE DEN ZUSTAND DER KONTAKTE DER ZANGEN UND DER
ERDUNGSZANGE IN IHREN JEWEILIGEN STECKERN.
MINDESTENS ZWEIMAL IM JAHR
STECKEN SIE DAS SCHNEIDEGERÄT VOM NETZ AB.
• ENTFERNEN SIE DAS GEHÄUSE ENTFERNEN SIE VORSICHTIG MIT HILFE
VON TROCKENER DRUCKLUFT JEDEN SCHMUTZ, DER IN DIE
ELEKTRISCHE EINRICHTUNG GELANGT IST. BLASEN SIE DEN SCHMUTZ
NICHT IN DIE BAUTEILE.
• ÜBERPRÜFEN SIE, OB DIE ISOLIERUNG DER INNEREN
VERBINDUNGSKABEL UNVERSEHRT IST.
• ÜBERPRÜFEN SIE, OB ALLE ELEKTRISCHEN VERBINDUNGEN
UNVERSEHRT SIND. ÜBERPRÜFEN SIE IM BESONDEREN DIE
ERDUNGSVERBINDUNGEN DES GEHÄUSES.
• ÜBERPRÜFEN SIE DEN ZUSTAND DER SCHLÄUCHE UND DER
DICHTUNGEN IM PREßLUFTKREISLAUF.
• SETZEN SIE DAS GEHÄUSE WIEDER AUF DAS GERÄT.

14
FEHLERSUCHE
1) GERÄT EINGESTECKT, KONTROLLICHT HAUPTSICHERUNG DEFEKT
LEUCHTET NICHT
2) KONTROLLICHT UND THERMOSTAT- WARTEN BIS MASCHINE
SCHUTZLICHT LEUCHTEN, SCHNEIDEN ABKUEHLT
FUNKTIONIERT NICHT
3) PILOTBOGEN ZÜNDET NICHT ODER A) UNGEREGELTE PREßLUFT
IST UNSTABIL B) FEUCHTE PREßLUFT
4) UNGENÜGENDE EINDRINGTIEFE A) SCHNEIDEGESCHWIN-
DIGKEIT ZU HOCH
B) SCHNEIDESTROM ZU
NIEDRIG
5) HAUPTLICHTBOGEN ERLISCHT A) SCHNEIDEGESCHWIN-
DIGKEIT ZU LANGSAM
B) ABSTAND ZU GROß
C)DÜSE ODER ELEKTRODE
ABGENUTZT
9) STARKE SCHLAKEBILDUNG A) UNREINE PREßLUFT
B) SCHNEIDEGESCHWIN
DIGKEIT ZU LANGSAM
C) DÜSENÖFFNUNG
ABGENUTZT

16
PLASMASCHNEIDGERÄT 40 A.
TECHNISCHE DATEN
STROMVERSORGUNG
NETZSPANNUNG 230 V (1 PH)
FREQUENZ 50/60 Hz
MAX PRIMÄRSTROM 40 Amp
MAX LEISTUNGAUFNAHME 3,2 KVA
MAX LEISTUNGSFAKTOR (I1) 0,90
LEISTUNGKOEFIZIENTT0,80
SCHNITT
SCHNEIDSTROM EINSTELLUNG 5/40 Amp
PILOTLICHTBOGENSTROM 12 Amp
EINSCHALTDAUER 60% 40 Amp
100% 25 Amp
ABMESSUNHEN (WxDxH) 13x29x25
GEWICHT 7,2 Kg.
KLASSIFIZIERUNG IP23
19
INVERTER PLASMASCHNEIDGERÄT 40A.
SCHNITTGESCHWINDIGKEIT
MATERIAL- WERKSTOFF STROM SCHNITTGE -
STÄRKE SCHWINDIGKEI
T
mm. Amp 40 mt/min
0,8 MITTELLEGIERTER
STAHL 5,60
1,5 MITTELLEGIERTER
STAHL 3,70
2,5 MITTELLEGIERTER
STAHL 2,10
4,0 MITTELLEGIERTER
STAHL 1,10
8,0 MITTELLEGIERTER
STAHL 0,50
10,0 MITTELLEGIERTER
STAHL 0,25
0,8 ALUMINIUM 6,90
1,5 ALUMINIUM 4,30
2,5 ALUMINIUM 1,80
4,0 ALUMINIUM 1,30
6,0 ALUMINIUM 0,80
0,8 INOX STAHL 5,80
1,5 INOX STAHL 2,20
2,5 INOX STAHL 1,10
4,0 INOX STAHL 0,80
6,0 INOX STAHL 0,65
8,0 INOX STAHL 0,50

21
PLASMASCHNEIDGERÄT 30
PLASMASCHNEIDGERÄT 40 - 40C - 50C

22
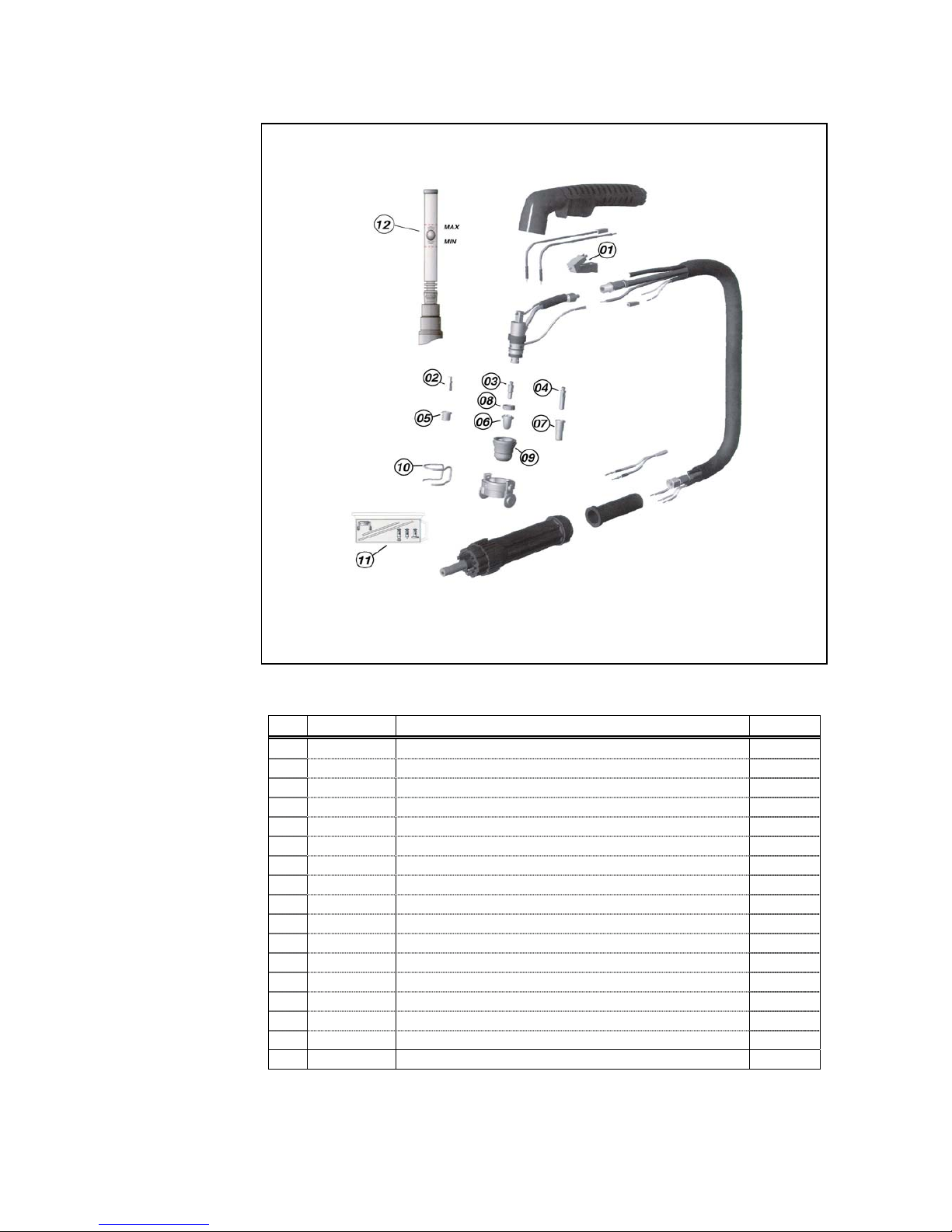
TORCH S 45 - S 45 C
23
POS. CODE DESCRIPTION
043.600.350 COMPLETE TORCH - DIRECT CONNECTION
043.600.351 COMPLETE TORCH - CENTRAL CONNECTION
1 001.499.553 SWITCH
2 043.664.161 SHORT ELECTRODE
3 043.664.160 STANDARD ELECTRODE
4 043.664.160L LONG ELECTRODE
5 043.664.151 SHORTNOZZLE
6 043.664.150 STANDARD NOZZLE
7 043.664.150L LONG NOZZLE
8 043.662.863 SWIRL RING
9 043.662.754 SHIELD CUP
10 043.662.875 SPRING SPACER
11 043.600.905 KIT COMPLETE COMPASS
12 043.664.900 FLOW METER
Table of contents
Other WIELANDER+SCHILL Welding System manuals






















