M305X
305mm
240mm
406mm
1/2HP, 230V/50Hz
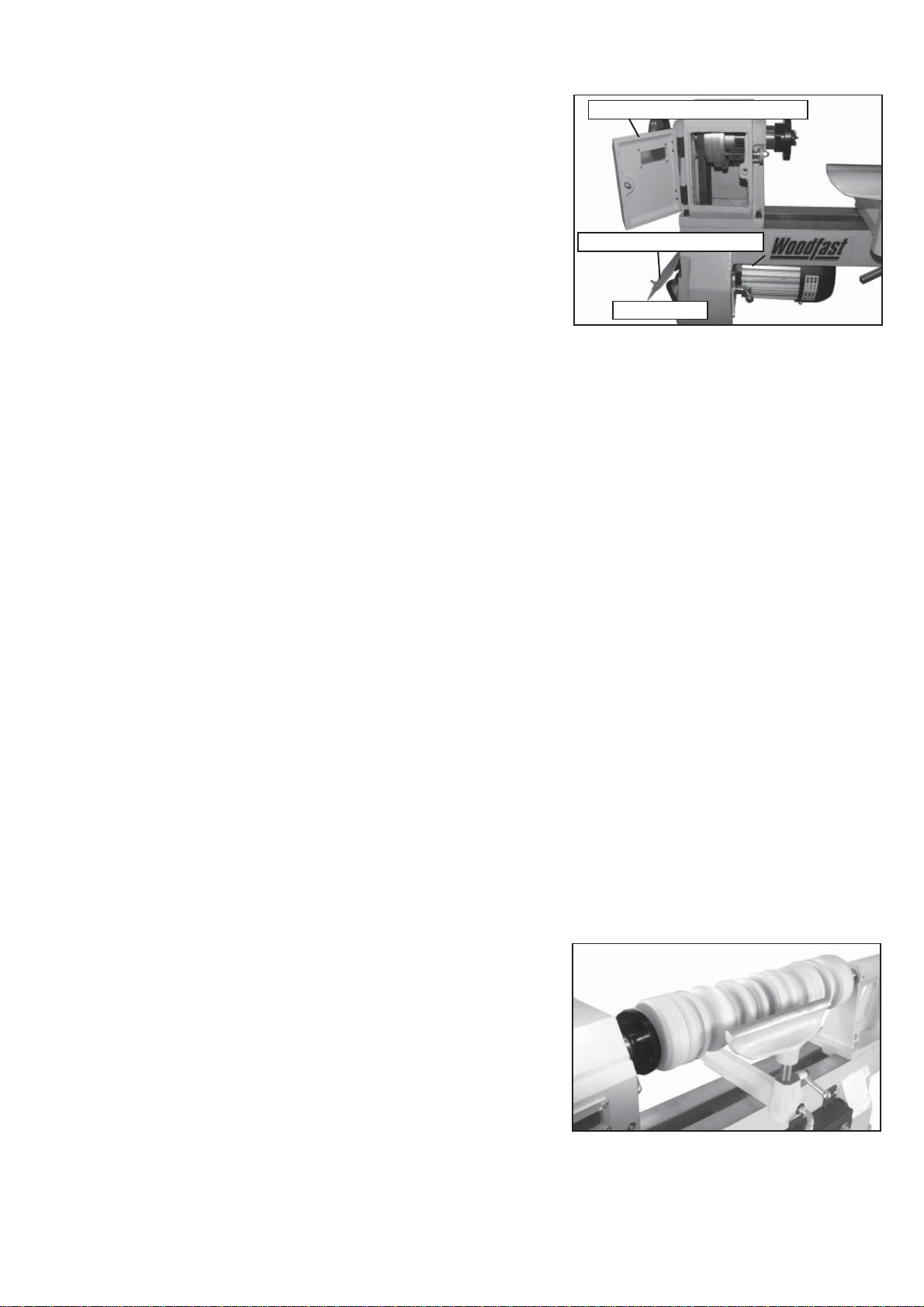
Electronic Variable – High, Medium and Low ratio
400~950,650~1700,1500~3850rpm
M33mm x 3.5p
M30mm x 3.5p
MT2
MT2
9.6
63.5mm
980 (L) x 200 (W) x 415 (H) mm
Model Number
Swing Over Bed
Swing Over Tool Rest Base
Working Distance Between Centers
Motor
Speeds
Speed Ranges
Spindle Thread (Europe)
Spindel Thread (Australia)
Headstock Taper
Tailstock Taper
Hole Through Spindle
Tailstock spindle travel
Overall Dimensions
Table of Contents
Specifications
1
Table of Contents
Specifications..........................................................................................................................................1
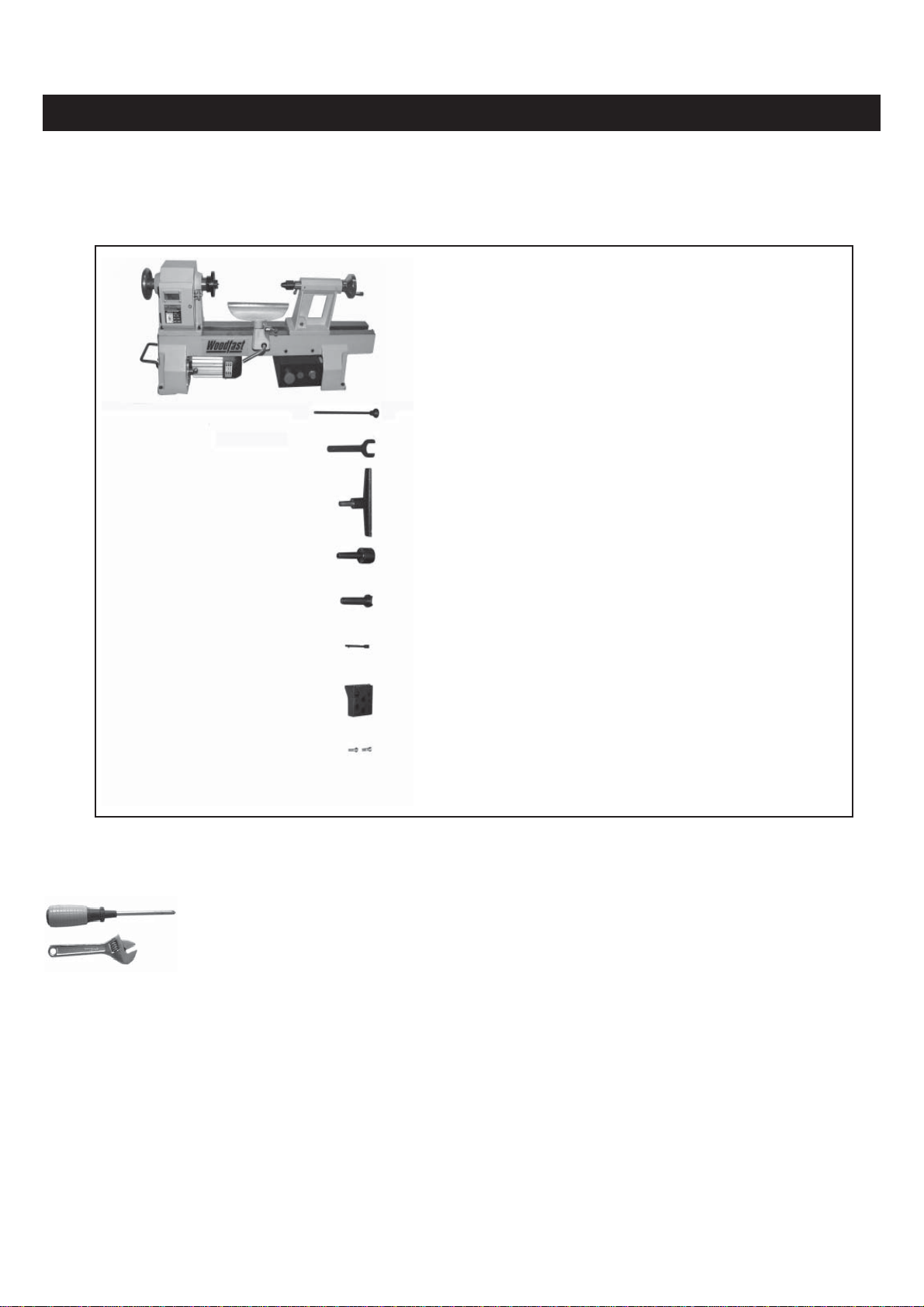
Contents of Package...............................................................................................................................2
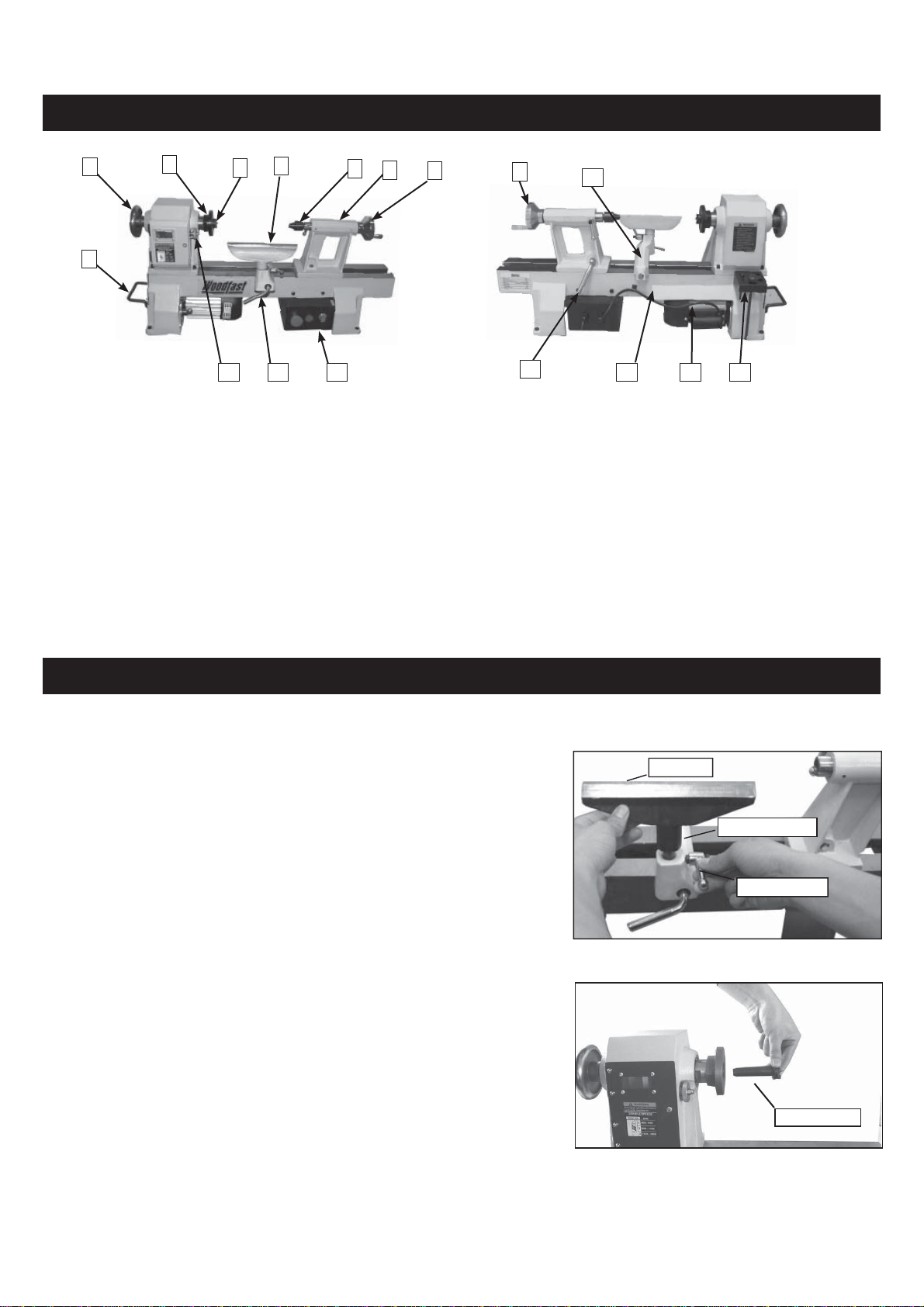
Getting to Know Your Lathe.....................................................................................................................3
Assembly................................................................................................................................................3
Installing the Tool Rest...........................................................................................................................3
Attaching the Spur Center.......................................................................................................................3
Attaching the Live Center........................................................................................................................4
Installing the Faceplate...........................................................................................................................4
Installing the Tool Holder.........................................................................................................................4
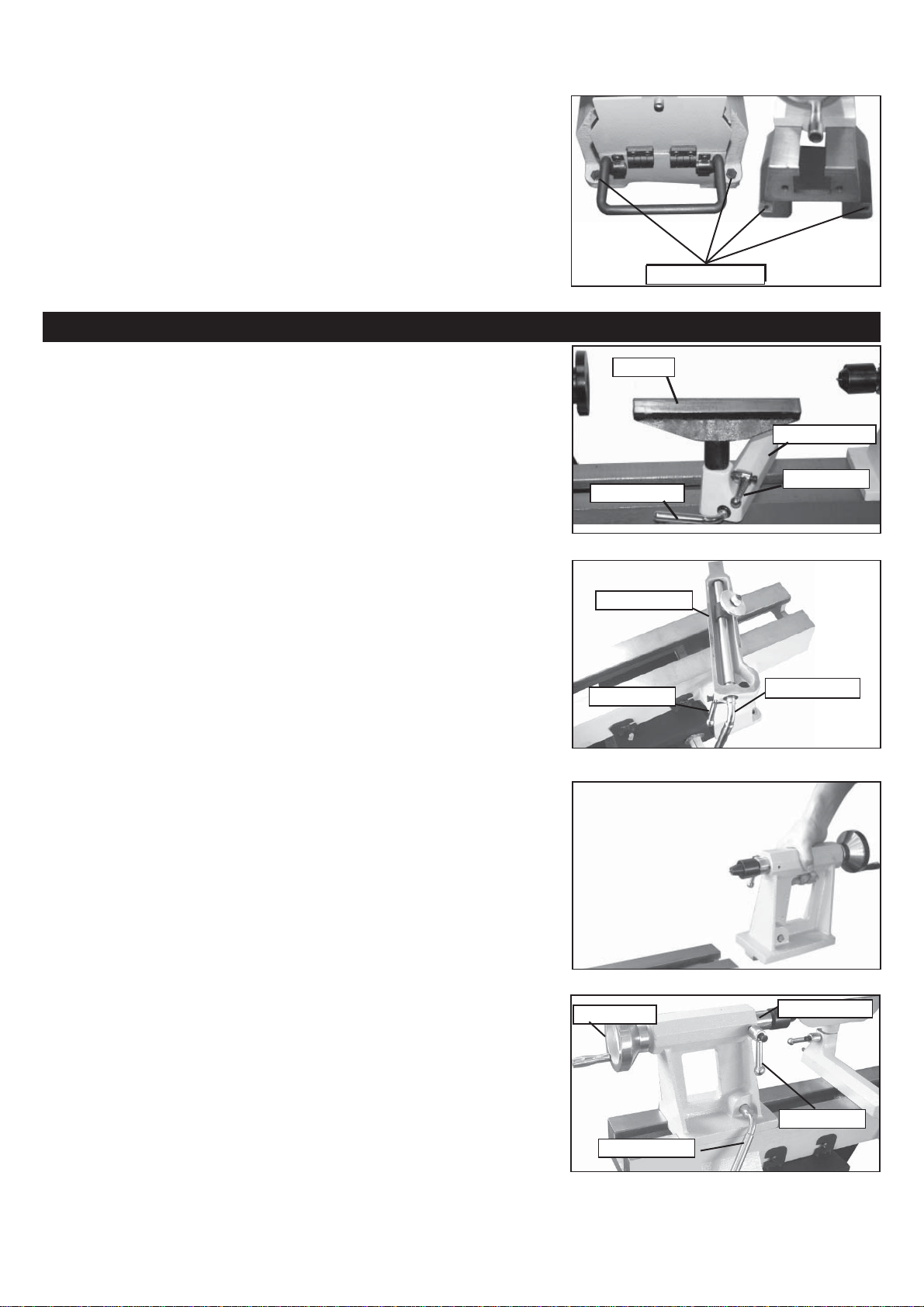
Securing the Lathe to a Work surface or Stand........................................................................................4
Adjustments and operations....................................................................................................................5
Adjusting the Tool Rest............................................................................................................................5
Adjusting the Tailstock.............................................................................................................................5
Changing Spindle Speeds.......................................................................................................................6
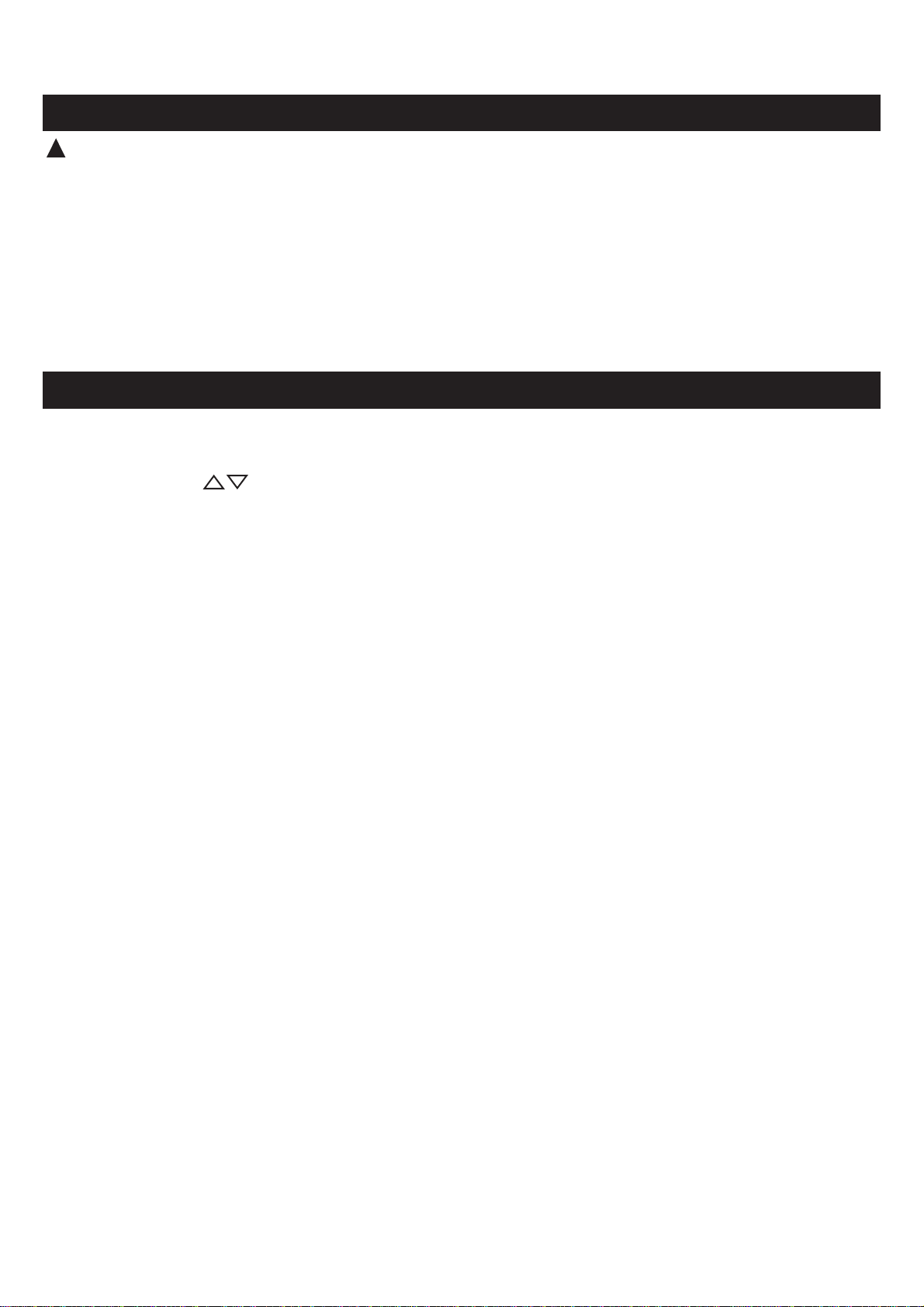
Typical Operations..................................................................................................................................6
Indexing /Spindle Lock............................................................................................................................7
Maintenance.........................................................................................................................................7
Electrical Requirements..........................................................................................................................8
Wiring Diagram......................................................................................................................................8
How best to use your electronic speed control unit..................................................................................9
How best to use your electronic speed control unit..................................................................................9
Troubleshooting....................................................................................................................................11
Explosion Diagram................................................................................................................................12
Parts List...............................................................................................................................................13