2
The Freedom is the epitome of simple as it relates to screen prinng. It’s simple to set up, simple to operate, and simple to maintain. That
said, The Freedom does not limit you to simple designs or small jobs. This machine turns any manual press operator into a mass producing
printer. Freedom’s fast indexing speed, simple to use controls and precise micro registraon ensure that setups are as fast and easy as
with your manual press. Add our patented FlashBack to the Freedom and Workhorse has re-wrien the book on aordable high
producon while keeping it simple. Automang your manual shop gives you freedom from: long hours at the press, aching elbows and
wrists, late deliveries, high labor costs, and the list goes on.
Congratulaons on your purchase of
the Workhorse Products Javelin Pro
Automac Texle Prinng Press.
Check the crate for damage, DO NOT
accept the crate if damaged due to
improper handling during shipping.
Report any damage to the carrier at
once as well as Workhorse Products at
800-778-8779.
Inspect the crate contents
IMMEDIATELY while the carrier is sll
there. Our packaging has been
carefully designed to handle normal
shipping condions. However, we
cannot be responsible for damage by
the carrier. Upon rst sight of freight
damage nofy or point out to the
driver and le your claim with the
carrier, then nofy us.
Two year limited warranty
Micro processor controlled
Fast, easy, squeegee and ood angle, pressure adjustments
Sing or double print strokes per screen for darker garments
Independent head controls
Non-warping solid aluminum platen
Adjustable rear screen clamp
Adjustable print stroke
Foot pedal
Features:
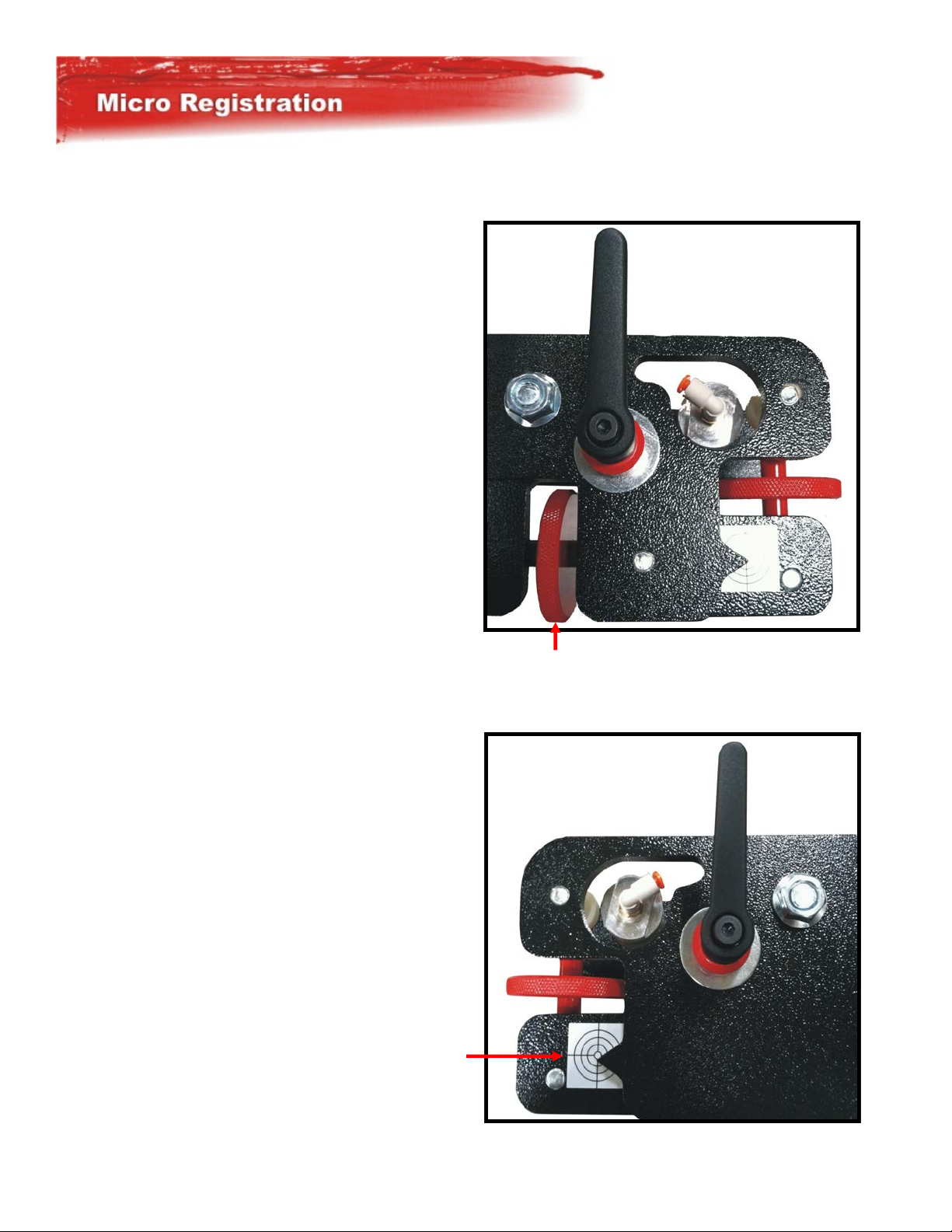
Micro registraon front & back for fast setups
heavy duty steel construcon throughout
Easily adjustable screen clamps
One knob quick change squeegee
Precision milled Registraon forks for exact registraon
Producon Counter
Variable o-contact adjustment
Easy release platens
60 doz./hr capability
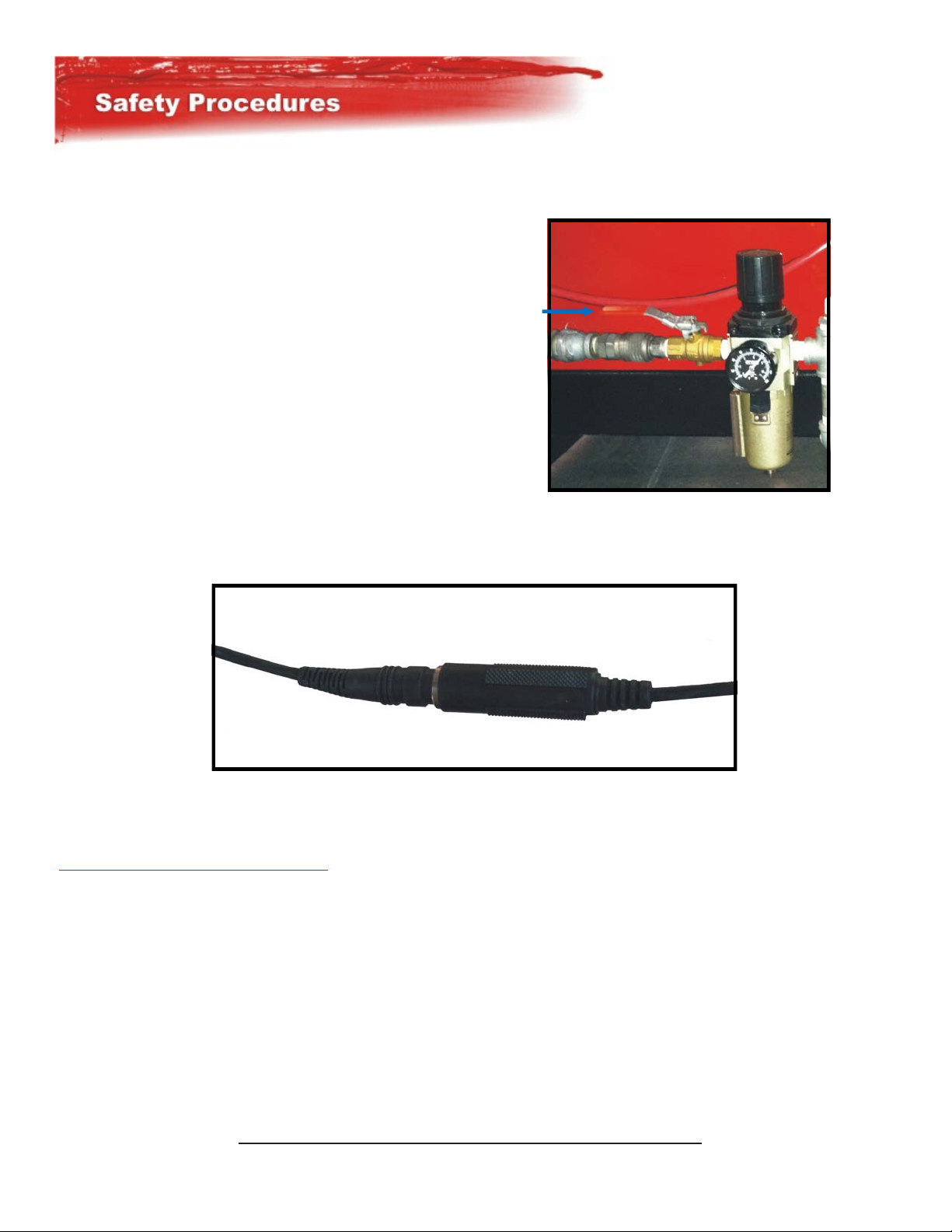
Integrated safety system