AEROLYTE 6060A and 7070A G2 PRESSURE CABINETS Page 3
© 2016 CLEMCO INDUSTRIES CORP. www.clemcoindustries.com Manual No. 27789 Rev. A, 10/16
1910.169 refers to the ASME code when describing the
necessity of pressure relief valves on compressed air
equipment. DO NOT operate blast machines with air
compressors that are not equipped with properly-
functioning pressure relief valves.
(1) American Society of Mechanical Engineers, Boiler and Pressure
Vessel Code, Section VIII, Division 1,
(2) Occupational Safety and Health Administration, 29 CFR 1910, 169.
1.5.5 The piping on the blast machine does include a
relief valve that set to vent at 65 psi. Its only purpose is
to serve as an audible signal that pressure is above
normal pressure settings for non-aggressive media and
delicate substrates.
1.5.6 When the cabinet is setup, the blast machine is
ready to blast by actuating the foot pedal. Pressing the
foot pedal opens the normally closed main inlet
regulator, and closes the normally open outlet valve.
The incoming air pressurizes the blast machine, and
blasting begins. When pressure on the foot pedal is
released, the blast machine depressurizes, and blasting
stops.
1.6 Nozzle Options
1.6.1 Unless otherwise specified at time of order,
cabinets are shipped with a 5/16" orifice, silicon carbide
lined, short venturi nozzle. Optional 1/4" or 3/8" orifice
nozzles are also available. 1/4" nozzles should be used
only when the air supply is limited. Low nozzle velocity
and non-aggressive media make 1/4" nozzles
ineffective except for loose adhering coatings and low
production dry stripping tasks. The chart in Figure 2
shows cfm consumption when nozzles are new. Large
nozzles (3/8" and in some cases larger), should be
limited to tough stripping jobs. High nozzle velocity and
high pressure will cause rapid media breakdown.
COMPRESSED AIR CONSUMPTION *(cfm)
Nozzle AIR PRESSURE (psi)
Orifice 20 25 30 35 40 45
1/4" 25 29 32 36 40 43
5/16" 41 47 53 59 65 71
3/8" 57 66 75 83 92 100
* Figures are approximate and for reference only,
and may vary for different working conditions.
Several variables, including media flow and nozzle
wear affect cfm consumption.
Figure 2
1.7 Dust Collector Options
1.7.1 RPH Dust Collector: The RPH-2 is the
standard dust collector unless another collector is
specified at the time the order is placed. Refer to RPH
dust collector manual number 21449.
1.7.2 HEPA (high-efficiency particulate air) Filter:
HEPA after-filters provide additional filtration and must
be used with a reverse-pulse cartridge collectors when
removing lead coatings or any other toxic materials.
HEPA filters are listed under Optional Accessories in
Section 9.1.
1.8 Blasting Media
1.8.1 Aerolyte Dry Stripping Cabinets are designed to
utilize plastic media and other lightweight non
aggressive reusable media specifically manufactured for
dry stripping. The usable media size range depends on
the nozzle orifice size and reclaimer cleaning rate.
Several factors affecting the reclaimer cleaning rate
include: reclaimer size, air pressure, media/air mixture,
media breakdown, contamination of parts being
cleaned, and humidity.
1.9 Compressed Air Requirements
1.9.1 The size of the compressor required to operate
the cabinet depends on the size of the nozzle and
stripping pressure. See the air consumption table in
Figure 2. Unless specified otherwise, cabinets are
supplied with a 5/16" orifice nozzle. The table in Figure
2 shows air consumption of nozzles when new; it does
not show the recommended compressor size. When the
nozzles are worn, they will consume 70% to 80% more
air. Consult with a compressor supplier for a suggested
compressor size based on the air consumption.
NOTE: A separate air line is required for the optional
reverse-pulse dust collector.
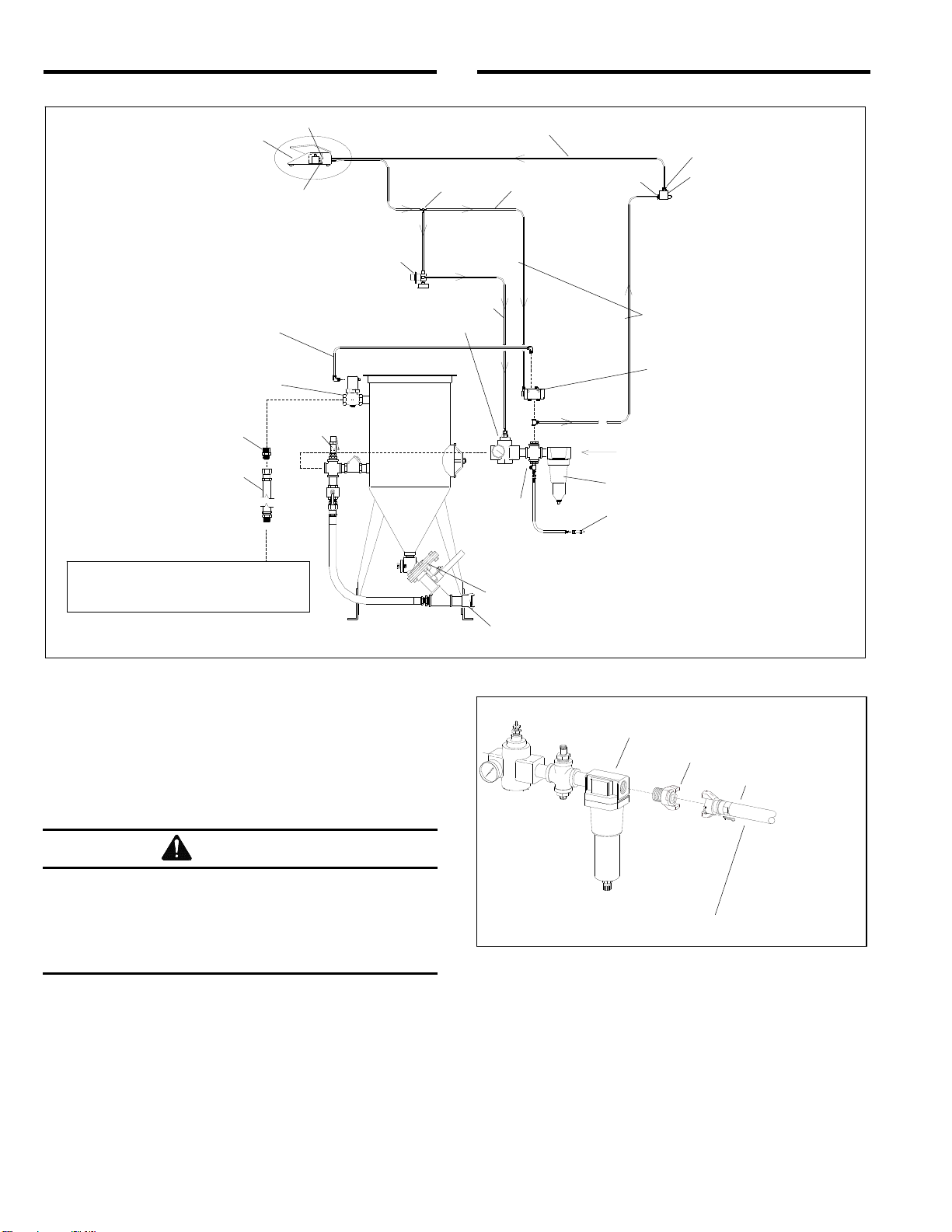
1.9.2 The air filter at the blast machine inlet, removes
condensed water from compressed air. The filter
automatically drains when moisture fills the bowl to a
certain level. Its use is especially important in areas of
high humidity, or when fine-mesh media are used.
Moisture causes media to clump and prevents free flow
through the metering valve. If the filter does not remove
enough moisture to keep media dry and flowing, it may
be necessary to install an air dryer or aftercooler in the
air supply line.