Version April 2008 EN 3
agru SP 315-S User’s Manual
Contents
1 Introduction........................................................................................................... 5
2 Safety Messages.................................................................................................. 5
2.1 The User's Manual ............................................................................................... 5
2.2 Explaining Icons ................................................................................................... 5
2.3 Safety Messages.................................................................................................. 5
2.4 Welder and Operator Obligations......................................................................... 7
2.5 Warranty............................................................................................................... 7
2.6 Transport and Storage.......................................................................................... 7
2.7 Identifying the Machine ........................................................................................ 7
3 Product Description and Principles of Operation ................................................. 7
3.1 Intended Use........................................................................................................ 7
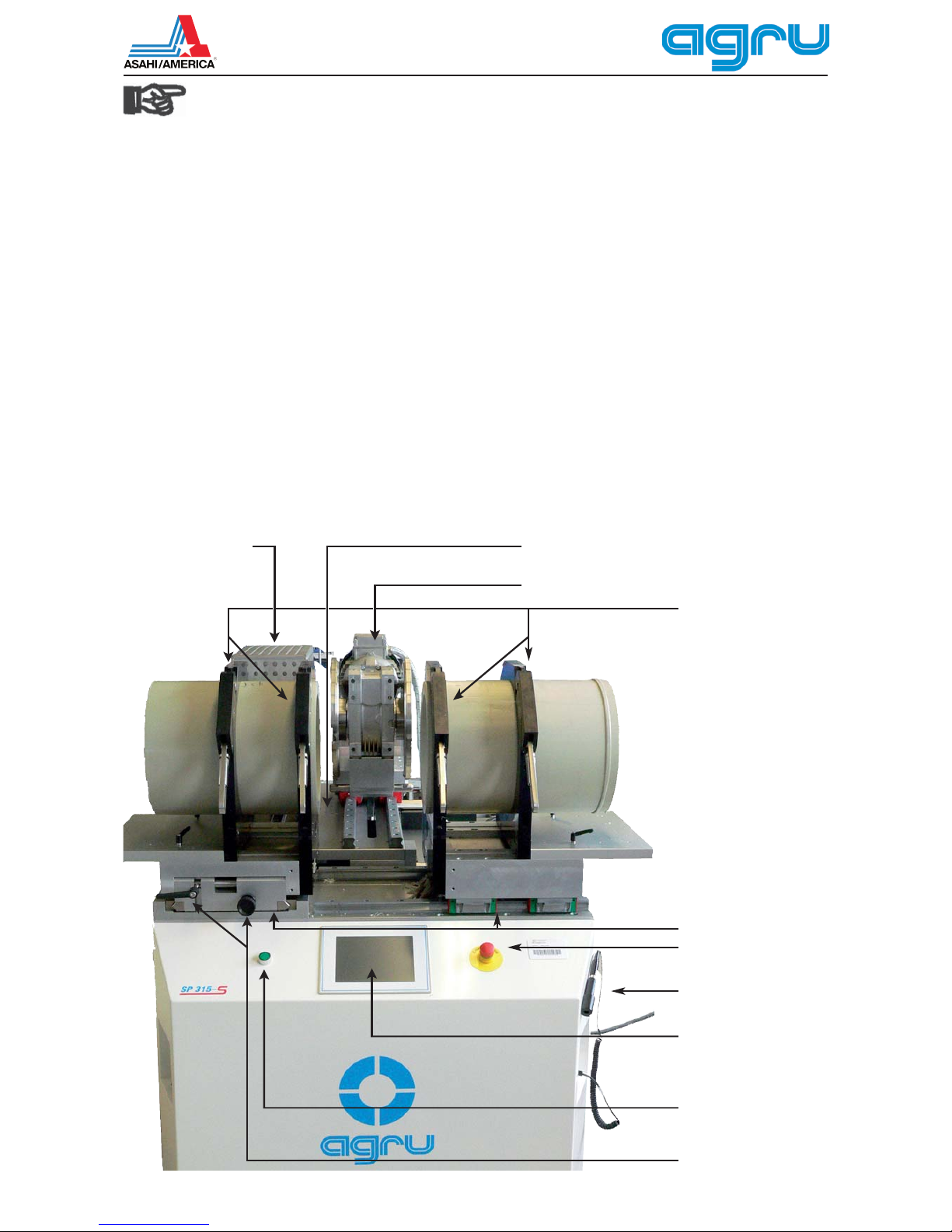
3.2 Machine Description............................................................................................. 8
3.2.1 Component Overview........................................................................................... 8
3.2.2 Touchscreen / Control Panel ................................................................................ 9
3.2.3 Ports and Switches............................................................................................. 10
3.2.4 Specifications ..................................................................................................... 10
3.3 Welding Process Overview ................................................................................ 11
4 Operation............................................................................................................ 12
4.1 Check-out, Turning on, Selecting the Display Language.................................... 12
4.2 Entering Traceability Data for the Joint............................................................... 13
4.3 Configuring the Machine .................................................................................... 14
4.4 Changing Key Data of the Welding..................................................................... 15
4.5 Definition of Key Welding Data for Additional Materials ..................................... 16
4.6 Welding Process ................................................................................................ 17
4.6.1 Facing the Pipe Butts ......................................................................................... 17
4.6.2 Checking Pipe Alignment ................................................................................... 19
4.6.3 Pre-heating the Pipe Butts and Inserting the Heating Element.......................... 19
4.6.4 Heat-Soaking Phase .......................................................................................... 20
4.6.5 Change-over Phase ........................................................................................... 20
4.6.6 Joining Phase..................................................................................................... 20
4.6.7 Cooling Phase.................................................................................................... 20
4.6.8 End of Welding ................................................................................................... 20
4.7 Aborted Welding Process................................................................................... 21
5 Printing and Transferring Welding Reports......................................................... 22
5.1 The Print Menu and Printing/Transferring Reports............................................. 22
5.2 Showing Reports in Memory, Reprinting Tags ................................................... 23
5.3 Deleting Reports from Memory .......................................................................... 23
6 System Data....................................................................................................... 23
6.1 Setting the Date and the Time of Day ................................................................ 23
6.2 Enabling Automatic Heating ............................................................................... 23
7 Service and Repair............................................................................................. 24
8 Service and Repair Contact ............................................................................... 25
P.O. Box 653 • 35 Green Street, Malden, MA 02148 • Tel: (800) 343-3618, (781) 321-5409