WHITE
AXMINSTER
W
09
Main Assembly...
28
WHITE
AXMINSTER
WOperating Instructions (Overhand Planing)...
www.axminster.co.uk
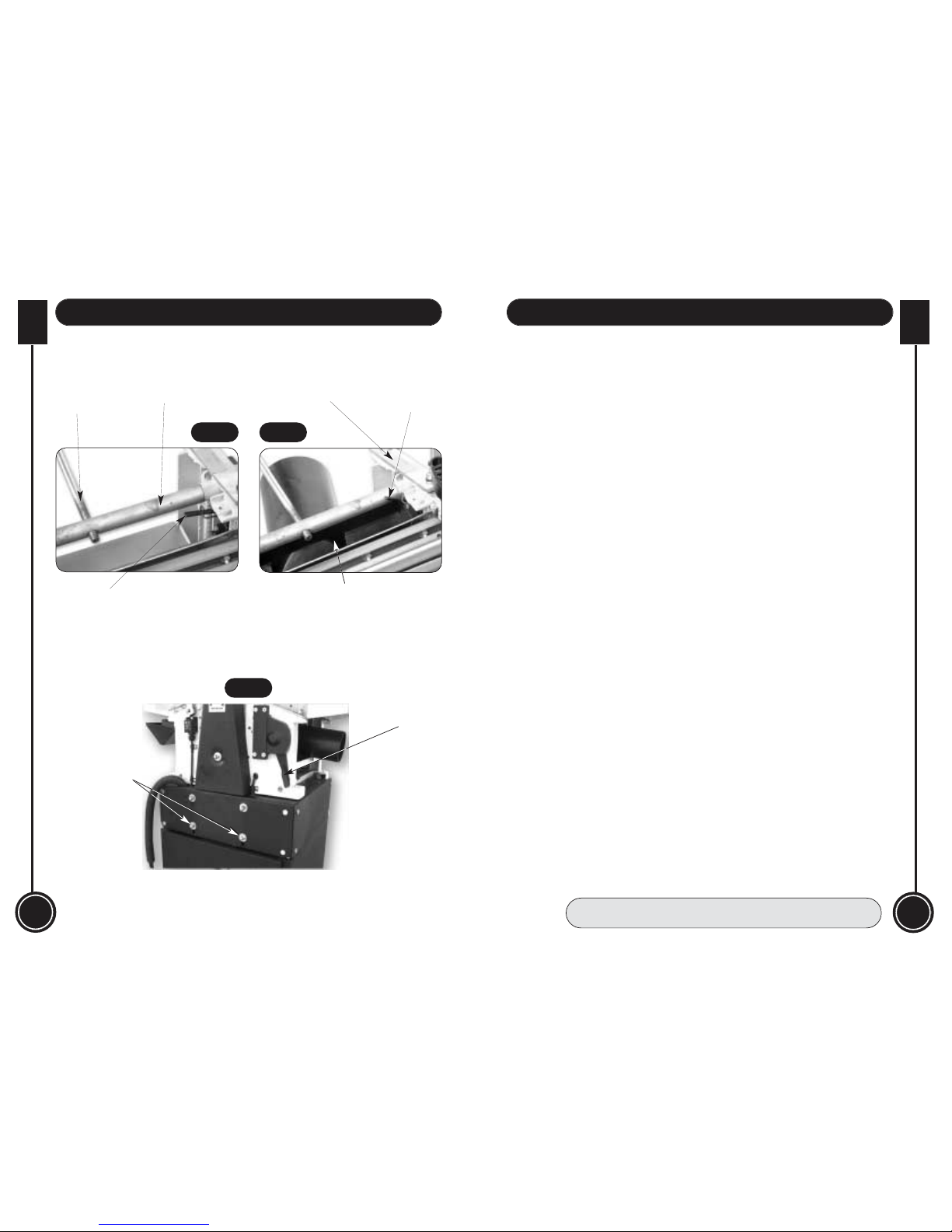
Fitting the Chip Deflection Cover
Fitting the Outfeed table
Fitting the Handle to the Rise and Fall Crank of the Thicknesser Bed
Identify the chip deflection cover and the 4 No. self-tapping screws and washers. Move to
the outfeed side of the machine and locate the aluminium extrusion mounted on the cross
bar in front of the anti-kick back fingers (See fig 5). Position the cover in the channel in the
extrusion and secure by screwing the self-tapping screws (with their washers), through the
pre-formed holes in the cover into the slot in the extrusion. The complete assembly should
be able to pivot around the cross bar, up and over the cutter block, or return into the void
above the edge of the thicknessing table (see fig 6).
Locate the handle, screw the projecting thread into the tapped hole in the crank arm as far
as the lock nut, tighten the lock nut down securely against the crank arm.
Open the Outfeed table clamps, (see fig 5). Raise the upper guard out of the way. Pivot the
chip deflector cover to the down position. Place the lugs of the outfeed table into the
machined rebates on the outfeed side of the machine. At the lower end of the mounting
lugs are two location brackets. The lower open slot in these location brackets fits over the
peg dowels screwed into the chassis (see fig 5). At the top end of the nearside lug is a
small bracket (see fig 7) that depresses a sprung stop that then allows the nearside
clamping lever to be turned to the clamped position. This in turn moves a sprung bobbin
which orientates a microswitch interlock to indicate the machine is in ‘Planer Mode’. Press
down firmly on the table, having ensured all the locators are positioned correctly, turn the
clamping levers to lock the table down.
The guide fence components come fully assembled, but not tightened. Unscrew the bolt to
enable it to be slid into the slot in the mounting, position where required and tighten the
lever handle. The fence is bolted to the support bracket by two coach bolts, washers and
nuts. The coach bolts fit into a ‘T’ slot moulded in the fence (see fig 15). Adjust the ‘fore and
aft’ position of the fence to the position required and secure by tightening the nuts, make
sure the “notch” on the underside of the fence straddles the cutter block (see fig 8).
Note. There is an electronic braking system on your machine, which works by
switching the ‘run’ capacitor. When you stop the machine after it has been running,
you will hear a “click, click” sound as the brake activates, and the motor will slow
down quite quickly. Please be aware that the effectiveness of the braking action is
dependent on the ‘run’ capacitor being fully charged; this takes a finite time after
the motor has been started.
If you start and then stop the machine very quickly, without allowing sufficient time
for the ‘run’ capacitor to charge fully, the switching occurs (i.e. you will hear the
clicking sound) but there is no apparent braking action.
Additional Note. To carry out the overhand planing operation; the interlocks are set
such that you require the dust extraction hood and the outfeed table fitted correctly.
1.Make sure you have read and fully understood the General Instructions and safety
precautions that are printed in the preceding pages of this manual.
2.Before connecting the machine to the supply; check for obvious signs of damage, paying
particular attention to the plug and the power cable. Rectify or have rectified any damage
you discover. Check the blades are not damaged; that they are clean and sharp. Change
the blades if necessary.
3. Set the thicknessing table to approximately 100mm and insert the dust extraction hood.
Raise the bed so that the hood is held in place and correctly operates the safety
microswitch as shown in figs 1 & 2. Connect up your dust extraction system (if available).
4. Set the fence, leaving sufficient exposed width of planer blades for you to machine the
largest dimension of the workpiece.
5. Check that all accessories, tools etc., which have been used to set the machine up, are
removed and set carefully aside or stowed away correctly.
6. Lower the infeed table to give the required cut, (e.g. maximum to work badly distorted or
very roughly finished timber, minimum to ‘finish’ a fine straight cut off a saw?). Put the
workpiece onto the infeed table and advance to the cutter block, set the upper guard to
‘just’ clear the workpiece, covering the whole of the exposed part of the cutter block.
7. Check the workpiece. Select the ‘face’. (The first planing operation). Ensure that, if
possible, you are not planing against the grain, and that if the stuff is bent, that the back of
the bow is uppermost.
8. Check (especially on site), that there are no foreign objects e.g. old nails, screws, small
stones etc. embedded in the material you are about to cut.
9. Ensure the function selector switch is set to off (‘0’). Plug the power cable into a
correctly rated switched socket outlet. If extension leads are being used, check these for
damage, do not use if damaged; if you are working outside, check that any extension
cables in use are rated for outside work.
Fitting the Guide Fence
The angle of the fence can be set between the preset 0 degree and 90 degree positions by
loosening the lever handle, adjusting to the angle required and re-tightening. There is a
scale embossed on the support bracket casting to give a guide to the angle you are setting
(see fig 14). The lever handles are the ‘lift’ to disengage type. e.g. if the lever is turned into
a position where it is fouling against the guide fence mounting bracket, pulling the handle
up on its shaft, against its spring keeper, will disengage the spline drive and can be moved
freely away from the obstruction. Allowing the handle to be sprung back will re-engage the
spline and the handle will again act as a lever.
Fitting the Infeed Table
The table should now be able to move, if it doesn’t, slacken a shade more. (Please note that
the adjusting movement is quite stiff, as the table lugs are captured with only a small
clearance to allow movement, but maintain rigidity when the machine is used in the
overhand mode. Keep the capping strip securing bolts as tight as is practically possible,
whilst allowing the table to move). Check the table moves up and down, at least between
the extreme marks on the setting scale, (remember you will have to take up the ‘slack’ when
you reverse direction of the table movement).