Beka-Mak BMSY 360 CDGH User manual

SEMI AUTOMATIC
TWIN PILLAR
BANDSAWING
MACHINES
BMSY 360CDGH
RUNNING VOLTAGE SERIAL NUMBER

WARRANTY
- THE FIRM GUARANTEES THE MACHINE DESCRIBED HEREBY, DESIGNED IN COMPLIANCE WITH
ALL REGULATIONS IN FORCE, IN PARTICULAR SAFETY AND HEALTH REGULATIONS; THE
MACHINE HAS UNDERGONE SUCCESSFUL TESTING.
- THE WARRANTY COVERS A PERIOD OF 12 MONTHS. IT DOESN’T COVER ELECTRICAL MOTORS
AND TOOLS.
- THE PURCHASER IS ENTITLED ‘REPLACEMENT OF FAULTY PARTS’. SHIPPING AND PACKING
COSTS ARE AT HIS EXPENSE.
- THE WARRANTY DOESN’T COVER THE PARTS DAMAGED BY FALLS OR CARELESS HANDLING OF
THE MACHINE, INCORRECT OPERATION, NON-COMPLIANCE WITH THE MAINTENANCE RULES.
ANY TAMPERING WITH THE MACHINE, ESPECIALLY WITH THE SAFETY DEVICES
AUTOMATICALLY EXPIRES THE WARRANTY AND THE MANUFACTURER WILL BE FREED FROM
ANY RESPONSIBILITY.
- ANY KIND OF ALTERATION ON THE MACHINE ENDS THE WARRANTY AND THE MANUFACTURER
BECOMES FREE FROM EVERY KIND OF RESPONSIBILITY.
- NO CLAIM FOR DAMAGES SHALL BE ACCEPTED IN CASE THE MACHINE LAYS IDLE FOR A LONG
PERIOD OF TIME.
- MACHINE IS DESIGNED TO BE RUN INDOORS. IT IS NOT RECOMMENDED TO RUN THE MACHINE
OUTDOORS.
THE SERIAL NUMBER ON THE MACHINE IS A ‘MAIN REFERENCE FOR THE WARRANTY’,
INSTRUCTIONS MANUAL, AFTER SALE SERVICE AND IDENTIFY THE MACHINE IN CASE OF NEED.
IMPORTANT
UPON THE DELIVERY OF THE MACHINE, THE CONSUMER MUST MAKE HIMSELF
SURE THAT ALL THE DEVICES INDICATED IN THE PARAGRAPH OF THE SAFETY MANUAL
ARE PRESENT AND WORKING CORRECTLY. FURTHERMORE, HE MUST MOUNT IN
CONFORMITY WITH THE INSTRUCTIONS INDICATED THOSE DEVICES WHICH ARE NOT
MOUNTED AT THE TIME OF DELIVERY TO FACILITATE TRANSPORT.
WHEN ORDERING SPARE PARTS
IT IS NECESSARY TO STATE:
MACHINE MODEL
SERIAL NUMBER AND YEAR OF PRODUCTION
ITEM REFERENCE NUMBER
WITHOUT SERIAL NUMBER NO SPARE PARTS WILL BE DELIVERED
GENERAL INFORMATION
- THE MACHINES ARE MANUFACTURED IN COMPLIANCE WITH THE ACCIDENT
PREVENTION RULES IN FORCE.
- STRICTLY COMPLY WITH THE INSTRUCTIONS CONTAINED IN THIS MANUAL TO OBTAIN
THE BEST PERFORMANCE FROM THE MACHINE. STRICT COMPLIANCE WITH THE RULES
CONTAINED HEREWITH WILL ENSURE OPTIMUM RESULTS AND AVOID ANY
INCONVENIENCE CAUSED BY THE NON-COMPLIANCE OF OPERATION AND
MAINTENANCE INSTRUCTIONS.
- CLOSELY FOLLOW THE INSTRUCTIONS GIVEN BELOW TO AVOID CONTACTING THE
MANUFACTURER FOR THE PROBLEMS WHICH CAN BE EASILY SOLVED..
- IF AFTER HAVING STRICTLY COMPLIANCE WITH THE GIVEN INSTRUCTIONS, THE
PURCHASER STILL NEEDS THE HELP OF OUR TECHNICAL ASSISTANCE SERVICE, HE MUST
SUPPLY ALL THE TECHNICAL INDICATIONS NECESSARY TO DETERMINE THE TYPE OF
PROBLEM AND/OR THE PARTS WHICH ARE NOT FUNCTIONING CORRECTLY. THIS WILL
ENABLE OUR TECHNICAL ASSISTANCE SERVICE TO INTERVENE QUICKLY AND
EFFICIENTLY ON THE MACHINE.
COPIES OF THE INSTRUCTION MANUAL MAY BE REQUESTED UPON INDICATION OF THE
MACHINE SERIAL NUMBER.
GENERAL SAFETY NOTES
ALL INSTALLATION WORK INCLUDING THE ELECTRICAL CONNECTION MUST ONLY BE CARRIED
OUT BY QUALIFIED PERSONNEL.
THE MACHINE MUST ONLY BE OPERATED BY A TECHNICALLY TRAINED AND EXPERIENCED
OPERATIVE WHO IS ALSO INSTRUCTED IN ‘SAFETY AT WORK ’ PROCEDURES.
ANY ADJUSTMENTS, CLEANING, REPAIRS OR CHANGING OF THE SAW BLADE MUST UNDER NO
CIRCUMSTANCES BE PERFORMED UNLESS THE MACHINE IS FULLY ISOLATED FROM THE
ELECTRICAL POWER SUPPLY. ENSURE THE EMERGENCY STOP BUTTON ON THE CONTROL
BINNACLE IS PRESSED AND THE POWER SUPPLIES AT THE MAINS ARE DISCONNECTED.”
THE BAND SAW MUST BE REGULARLY INSPECTED AND MAINTAINED IN GOOD SERVICEABLE
CONDITION. EYE PROTECTION, EAR PROTECTION, GLOVES AND PROTECTIVE CLOTHING MUST BE
WORN WHEN ANY OF THE ABOVE PROCEDURES ARE BEING CARRIED OUT, AS WELL AS WHEN
CUTTING FLUID IS PREPARED, INTRODUCED OR DISPLACED FROM THE BAND SAW MACHINE (THE
RELEVANT ENVIRONMENTAL REGULATIONS MUST BE OBSERVED IN CASE OF THE USE AND
DISPOSAL OF CUTTING FLUID ETC.)
THE BAND SAW MUST BE INSTALLED ON GROUND. OBSERVE THE PERMISSIBLE FLOOR LOAD.
THAN THE BAND SAW MACHINE HAS BEEN PROPERLY BOLT TO GROUND SECURELY.
ALLOW SUFFICIENT WORKING SPACE AROUND THE BAND SAW OF AT LEAST 1 METER.
INSTALLATIONS OF STOCK ROLLER CONVEYORS REQUIRE ADDITIONAL SPACE AND POSSIBLY A
LIFTING MECHANISM FOR HEAVY WORK PIECES. ALWAYS ENSURE THAT THE WORKING AREA
AROUND THE BAND SAW IS WELL LIT.

SAFETY INSTRUCTIONS
BE SURE THAT ELECTRICAL CONNECTION IS MADE CAREFULLY. TO AVOID UNWANTED SITUATIONS LIKE ELECTRICAL SHOCK, PROTECT THE MAIN SUPPLY CABLE WITH A HOLSTER.
BEFORE RUNNING THE MACHINE, BE SURE THAT ALL OF THE PROTECTIONS ARE MOUNTED PROPERLY AND ALL THE COVERS ARE CLOSED.
AVOID FROM SMOKE AND MOISTURE.
PLEASE USE THE PARTS AND EQUIPMENTS WHICH ARE RECOMMENDED. USAGE OF UNSUITABLE PARTS AND MATERIALS WHICH ARE BIGGER THAN THE CAPACITY OF THE MACHINE CAN
CAUSE UNWANTED SITUATIONS.
CHECK THE MACHINE AND INFORM THE DEFECTS EVERYDAY.
DON’T LEAVE ANY MATERIAL AFTER CHANCING THE BAND.
DO NOT HOLD THE MATERIAL WHILE THE MACHINE IS CUTTING. ALWAYS TIGHTEN THE MATERIAL BY USING ESSENTIAL PARTS.
PLEASE PAY ATTENTION TO CHOOSE THE AREA OF THE MACHINE WHICH DOESN’T INCLUDE ANYTHING THAT CREATES DIFFICULTIES TO CONTROL THE MACHINE
PLEASE BE SURE THAT THE TEETH OF THE BAND ARE LOOKING TO CORRECT DIRECTION.
DON’T LEAVE THE BAND ON THE GROUND OR ANY PLACE THAT IS DANGEROUS FOR OTHER PEOPLE.
BE CAREFUL WHEN USING THE MACHINE AND KEEP THE WORKING AREA CLEAN ( CLEAN THE SAW DUSTS AND OIL TRACES )
PAY ATTENTION TO SECURITY INSTRUCTIONS WHEN USING THE MACHINE.
DON’T WEAR LOOSE CLOTHS WHEN USING THE MACHINE.
REGARDLESS USE THE PROTECTIVE GLOVES WHEN USING THE MACHINE.
DON’T GET CLOSE TOO MUCH TO THE MACHINE WHEN RUNNING.
BEFORE CARRYING OUT ANY CLEANING OR MAINTENANCE PROCEDURE, DISCONNECT THE MACHINE FROM MAIN SUPPLY.
IN SOME CONDITIONS, NOISE LEVEL CAN BE ABOUT 85 DB. BAND CHOICE AND CUTTING SPEED IS IMPORTANT FACTOR FOR NOISE LEVEL.
ILLUMINATION IS AN IMPORTANT FACTOR FOR SECURITY.
RATIO OF COOLANT LIQUID IS IMPORTANT FOR OBTAINING OPTIMUM LUBRICATION.
NEVER USE THE MACHINE IF YOU NOTICE ANY FAULT OF THE MACHINE OR ABSENCE OF ANY PART OF THE MACHINE.
- CONTROL THE EMERGENCY BUTTON AT LEAST ONCE A WEEK AND BE SURE THAT IT IS WORKING PROPERLY.

RELATED DIRECTIVES AND STANDARDS
DIRECTIVES:
MACHINERY DIRECTIVE-/MAKINE DIREKTIFI 98/37/EC
LOW VOLTAGE DIRECTIVE/DÜŞÜK VOLTAJ DIREKTIFI 2006/95/EC
ELECTROMAGNETIC COMPATIBILITY DIRECTIVE/ELEKTRO MANYETIK UYUMLULUK DIREKTIFI- 2004/108/EC
STANDARDS:
EN ISO:13857:2008; SAFETY OF MACHINERY. SAFETY DISTANCES TO PREVENT HAZARD ZONES BEING REACHED BY UPPER AND LOWER LIMBS / MAKINELERDE GÜVENLIK-EL VE KOLLARIN TEHLIKELI
BÖLGELERE ERIŞMESINE KARŞI GÜVENLIK MESAFELERI
EN 982:1996: SAFETY OF MACHINERY - SAFETY REQUIREMENTS FOR FLUID POWER SYSTEMS AND THEIR COMPONENTS - HYDRAULICS / /MAKINALARDA GÜVENLIK- AKIŞKAN GÜÇ SISTEMLERI
VE BILEŞENLERI IÇIN GÜVENLIK KURALLARI – HIDROLIK
EN 954-1 (1996); SAFETY OF MACHINERY - SAFETY-RELATED PARTS OF CONTROL SYSTEMS - PART 1: GENERAL PRINCIPLES FOR DESIGN / MAKINELERDE GÜVENLIK - KUMANDA SISTEMLERININ
GÜVENLIKLE ILGILI KISIMLARI -BÖLÜM 1: TASARIM IÇIN GENEL PRENSIPLER
EN 13898:2003: MACHINE TOOLS - SAFETY - SAWING MACHINES FOR COLD METAL /TAKIM TEZGÂHLARI –GÜVENLIK - METALLERI SOĞUK IŞLEME IÇIN TESTERE TEZGAHLARI
ISO 14121-1:2007: SAFETY OF MACHINERY - RISK ASSESSMENT - PART 1: PRINCIPLES / MAKINALARDA GÜVENLIK-RISK ANALIZI-BÖLÜM 1: PRENSIPLER
EN ISO 12100-1:2003; SAFETY OF MACHINERY - BASIC CONCEPTS, GENERAL PRINCIPLES FOR DESIGN - PART 1: BASIC TERMINOLOGY, METHODOLOGY/ MAKINALARDA GÜVENLIK - TEMEL
KAVRAMLAR, TASARIM IÇIN GENEL PRENSIPLER - BÖLÜM 1: TEMEL TERMINOLOJI, METODOLOJI
EN ISO 12100-2:2003; SAFETY OF MACHINERY - BASIC CONCEPTS, GENERAL PRINCIPLES FOR DESIGN - PART 2: TECHNICAL PRINCIPLES/ MAKINALARDA GÜVENLIK –TEMEL KAVRAMLAR,
TASARIM IÇIN GENEL PRENSIPLER –BÖLÜM 2: TEKNIK PRENSIPLER
EN 60204-1:2006; SAFETY OF MACHINERY - ELECTRICAL EQUIPMENT OF MACHINES - PART 1: GENERAL REQUIREMENTS / MAKINELERIN EMNIYETI –MAKINELERIN ELEKTRIK DONANIMI –
BÖLÜM 1: GENEL GEREKLER
WARNING
THIS CHAPTER OUTLINING THE SAFETY DEVICES AND NORMS WAS DRAWN UP BEARING IN MIND
THE NORMAL USE OF THE MACHINE AS STATED IN THE CHAPTER ON THE OPERATION OF THE
MACHINE AND THE ADEQUATE PREPARATION OF THE OPERATORS AS REGARDS THE SPECIFIC
RISKS LINKED TO THE OPERATION OF THE MACHINE.
IF THE MACHINE ISN’T USED ACCORDING TO INSTRUCTION GIVEN IN THE ‘PURPOSE OF THE
MACHINE’ CHAPTER IN THIS MANUAL, THE MANUFACTURER ISN’T RESPONSIBLE FOR ANY
DAMAGE CAUSED TO PEOPLE AND THINGS.
FURTHERMORE, THE MANUFACTURER ISN’T RESPONSIBLE FOR ANY DAMAGE TO PEOPLE AND
THINGS AND THINGS RESULTING FROM THE NON-COMPLIANCE WITH THE FOLLOWING
WARNINGS.
A) ADOPT ALL THE NECESSARY PRECAUTIONS DURING LOADING, CALIBRATION, PART
REPLACEMENT, CLEANING, AND REPAIR OR MAINTENANCE OPERATIONS TO PREVENT
SOMEONE ELSE FROM TURNING THE MACHINE ON.
B) DO NOT TEMPER WITH THE SAFETY DEVICES AND GUARDS ON THE MACHINE.
C) DO NOT REMOVE ANY OF THE SAFETY DEVICES AND GUARDS ON THE MACHINE.
ALWAYS MAKE SURE THAT SAFETY DEVICES AND GUARDS ARE REMOUNTED AFTER THEIR
TEMPORARY REMOVAL FOR TECHNICAL REASONS ORDERED BY THE BOSS
CONNECTION TO THE ELECTRICAL SYSTEM
CONTROL PANEL IS MOUNTED ON THE ELECTRIC PANEL. MACHINE IS CONNECTED
TO THE MAIN SUPPLY IN THE ELECTRICAL PANEL. R, S AND T SHOWS THE PHASES, N IS
NEUTER AND PE IS GROUNDING. CONNECTION WILL BE FROM THE 13(L1) KLEMENS WHICH
IS AT RIGHT KLEMENS GROUP.
CHECK THE VOLTAGE WHICH IS MENTIONED AT THE FIRST PAGE OF THE MANUEL BEFORE
SETTING THE ELECTRICAL CONNECTION OF THE MACHINE.
IF THE CABLE PHASE LINE IS CORRECT PHASE CONTROL LED LIGHTENS IN THAT WAY IT IS
PREVENTED TO MOTORS MOVE ON WRONG WAYS. BE SURE THAT THE OUT-PUT VOLTAGE AT
THE POWER SUPPLY IS 22 ~ 28 VDC.
THE MACHINE IS PROTECTED AGAINST SHORT CIRCUIT WITH INTERRUPTERS AND AGAINST
HIGH VOLTAGE WITH THERMAL RELAYS. GROUNDING AND NEUTRALIZING HAVE TO BE DONE
TO PROTECT THE MACHINE .

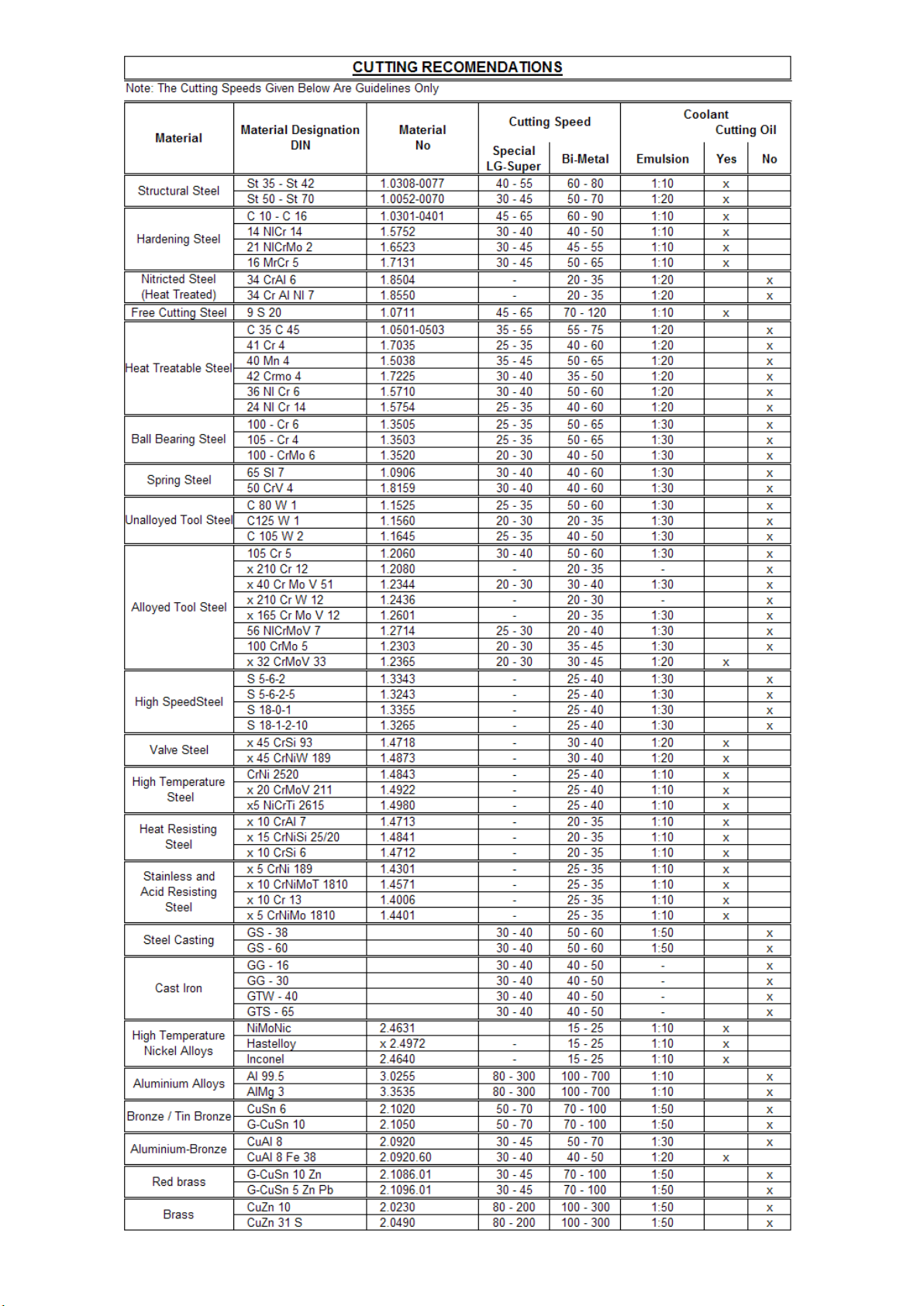
TECNICAL DATA
BMSY 360CDGH
CUTTING CAPACITY
ROUND
mm
360
0°
FLAT
mm
640 X 360
SQUARE
mm
360
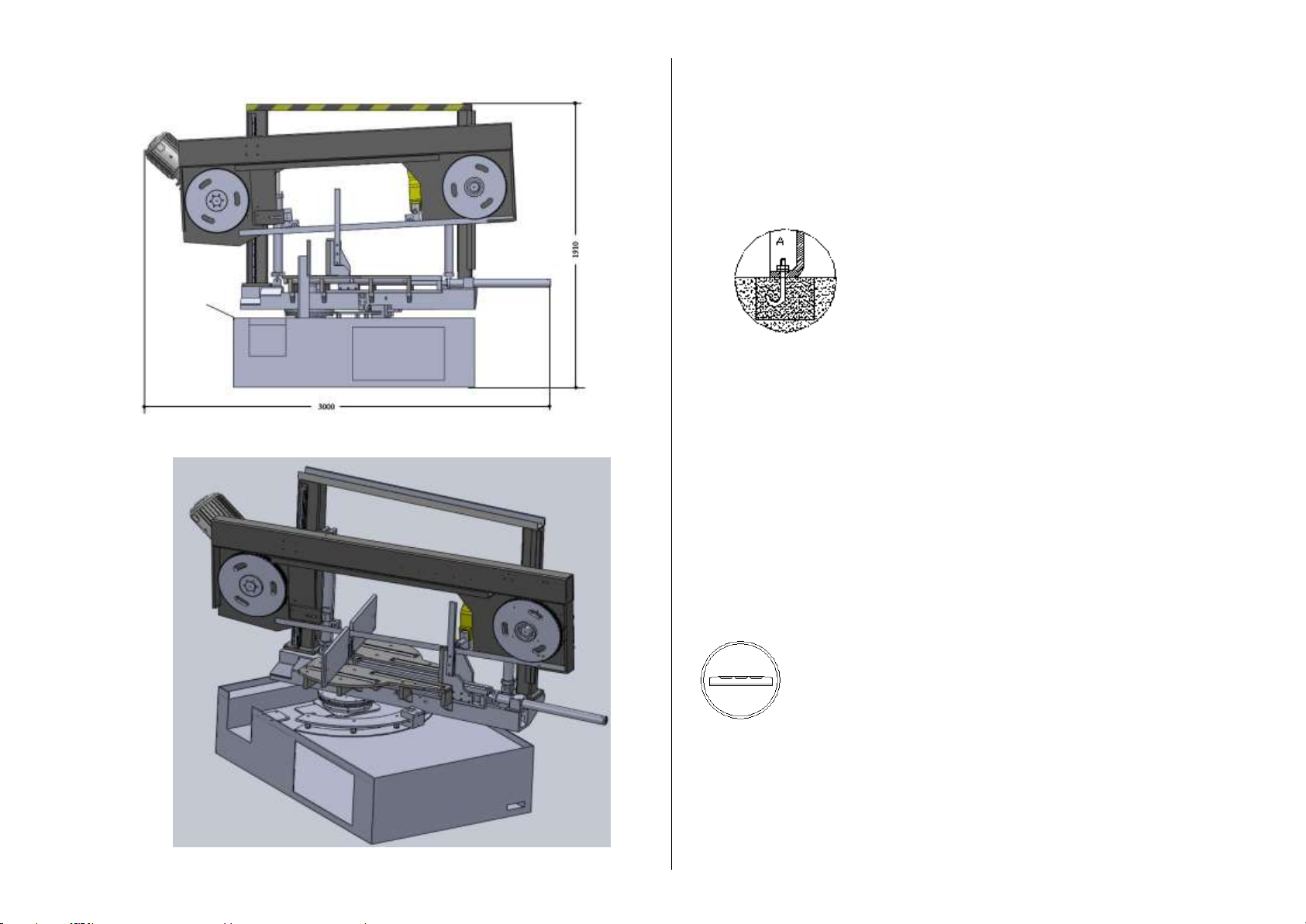
CUTTING CAPACITY
ROUND
mm
360
+30°
FLAT
mm
510 X 360
SQUARE
mm
360
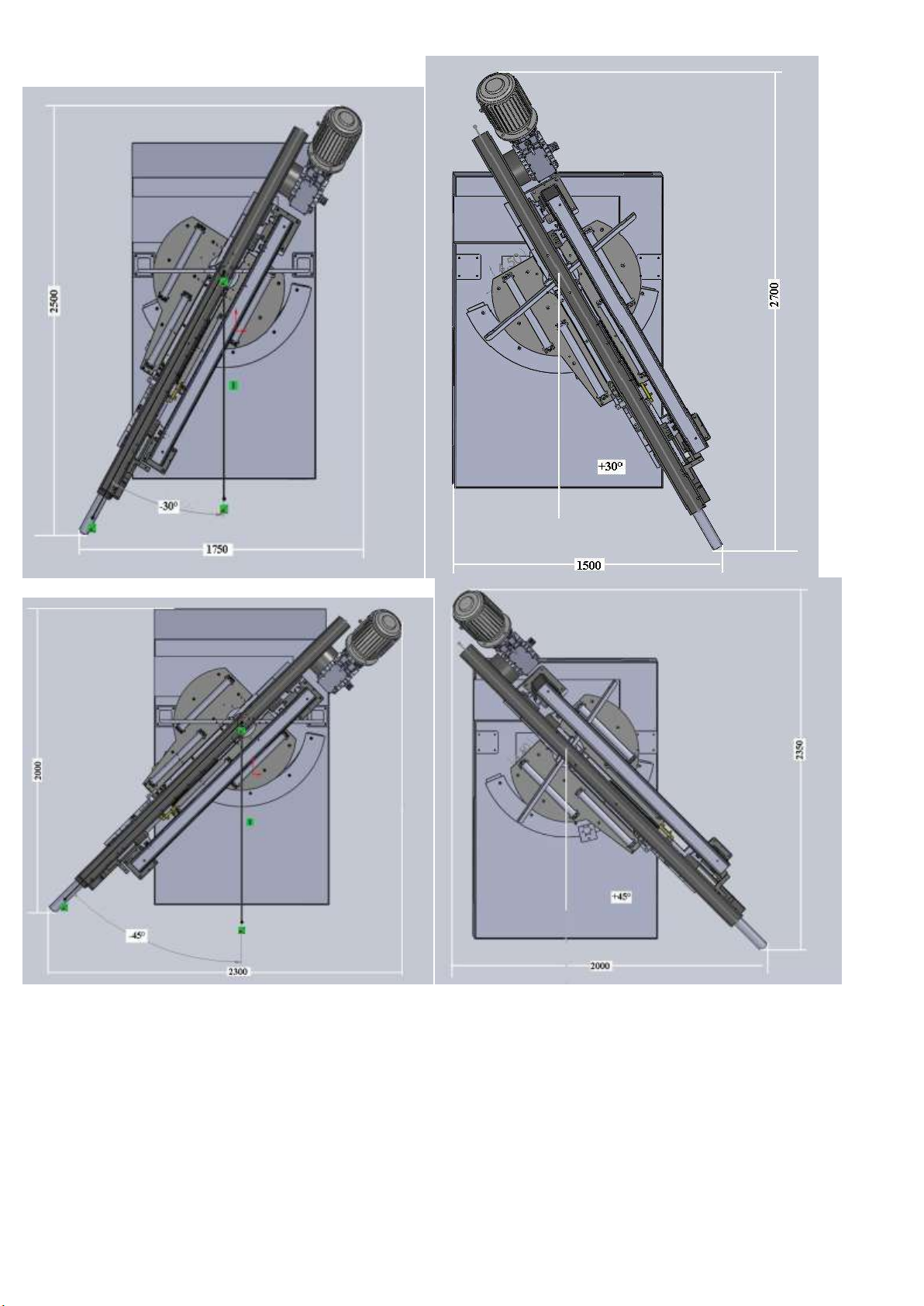
CUTTING CAPACITY
ROUND
mm
360
+45°
FLAT
mm
390 X 360
SQUARE
mm
360
CUTTING CAPACITY
ROUND
mm
310
+60°
FLAT
mm
250 X 360
SQUARE
mm
270
CUTTING CAPACITY
ROUND
mm
360
-30°
FLAT
mm
510 X 360
SQUARE
mm
360
CUTTING CAPACITY
ROUND
mm
360
-45°
FLAT
mm
390 X 360
SQUARE
mm
360
MAIN DRIVE MOTOR
kw
3
HYDRAULIC MOTOR
kw
1,1
COOLANT MOTOR
kw
0,12
CUTTING SPEEDS
m/min
20 - 100
BAND DIMENSIONS
mm
5000 X 41 X 1,3
WORKING HEIGHT
mm
800
WEIGHT
kg
1630
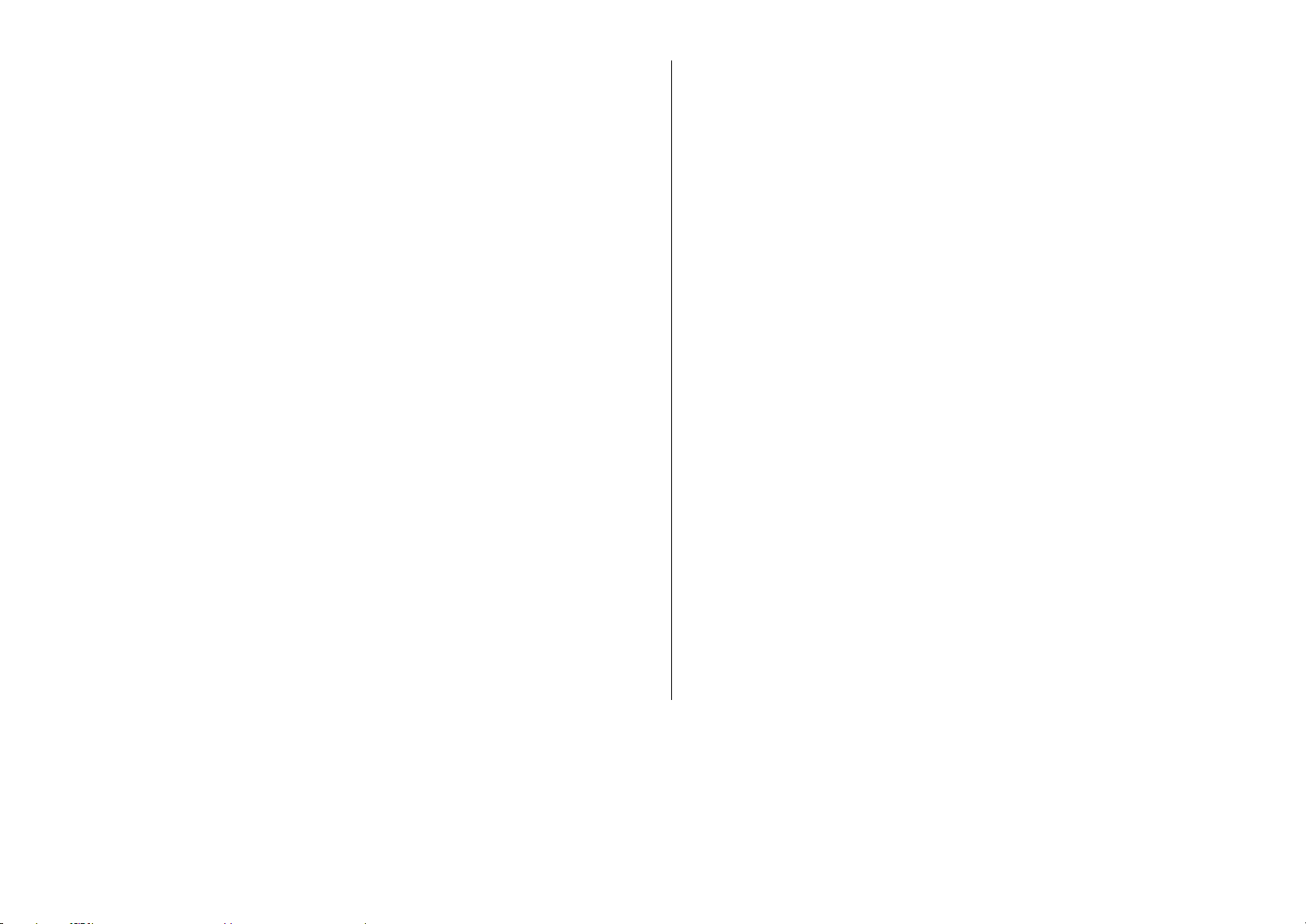
DIMENSIONS
LENGTH
mm
3000
WIDTH
mm
1200
HEIGHT
mm
1910
TRANSPORTATION AND CARRYING OF MACHINE
IMPORTANT
CARRY WELL-BALANCED WITH A STRONG ROPE WHICH WILL BE HOOKED TO CARRYING RINGS
FIXING
AREA THAT MACHINE WILL BE FIXED SHOULD BE FLAT AND BOWLESS. MACHINE BASE
SHOULD BE PLACED PROPERLY , LINEAR AND DIAGONAL WAY . GET THE MACHINE TO
BALANCE WITH 4PCS M12 SCREWS THAT ARE ON THE LEGS, YOU SHOULD FIX IT WITH
Ø13 STEEL PINS.
BALANCING THE MACHINE
BALANCING THE MACHINE CAN BE ACHIEVED BY USING THE HEIGHT
ADJUSTABLE SCREWS. THE MACHINE MUST BE BALANCED ON BOTH DIRECTIONS.
IMPORTANT : BALANCE OF THE MACHINE IS ONE OF THE MOST IMPORTANT
FACTORS FOR THE CORRECT WORKING OF THE MACHINE.

OPERATION PANEL
EMERGENCY STOP
BUTTON:PREVENTS ACCIDENTS
AT UNEXPECTING SITUATIONS.
START BUTTON : START THE CUTTING
STOP BUTTON :STOPS THE
CUTTING
SIGNAL BUTTON : SHOW SIF THERE IS A
PROBLEM AT THE MACHINE.
COOLANT BUTTON : IT IS USED
TOL ET THE COOLANT LIQUID
FLOW.
BOW UP BUTTON: MOVES THE BOW UP
MANUALLY AND STOPS CUTTING.
BOW DOWN BUTTON: MOVES
DOWN THE BOW MANUALLY.
START(READY)BUTTON:ENERGISESPOWERCIRCUITOF
THE MACHINE
VICE PRES BUTON:IT IS USED TO
PRESS THE MATHERIAL

BLADE TIGHTENING BUTTON: TIGHTEN THE
BLADE.
MITRE LOCK SELECTOR: LOCKS
OR UNLOCKS THE BOW FOR
MITRE ADJUSTMENT
TOP CLAMPING SELECTOR(OPTIONAL): THIS
OPTION IS FOR TIGHTENINK THE MATERIAL
VERTICALLY FOR BUNDLE CUTTING
ANGLE DISPLAY: DISPLAYS THE
POSITION OF BOW IN DEGREES
BETWEEN 0° AND +60°
DOWN FEED SPEED ADJUSTMENT: ADJUST
SPEED ACCORDING TO HARDNESS OF MATERIAL
TO BE CUT. WHEN BLADE BECOMES BLUNT
CHOOSE A LOWER SPEED TO HAVE A BETTER
CUT.
SPEED CONTROL POTMETER :
CONTROLS THE INVERTER TO
ADJUST THE TURNING SPEED OF
BLADE
THE INDICATOR OF MANOMETER MUST BE IN THE GREEN AREA (AREA II). IF THE INDICATOR IS IN
ONE OF THE RED AREA, THIS MEANS THAT THE TENSION OF THE BLADE IS NOT IN THE
ACCEPTABLE LEVEL AND IT MAY CAUSE UNWANTED RESULTS.
AREA I : THIS SHOWS THAT THE TENSION OF THE BLADE IS LESS THAN IT MUST BE. ADJUST
THE BLADE TENSION.
AREA II : THIS SHOWS THAT THE TENSION OF THE BLADE IS NORMAL
AREA III : THIS SHOWS THAT THE TENSION OF THE BLADE IS MORE THAN IT MUST BE. THIS
MAY BREAK THE BLADE. REDUCE THE TENSION.
MECANICAL TENSIONING:MIN:320 BAR MAX.320 BAR
HYDRAULIC MAIN PRESSURE:60 BAR
VICE PRESSURE:20 BAR
LOCKING PRESSURE:60 BAR
HYDRAULUIC TENSIONING:50 BAR
LIFTING PRESSURE:60 BAR
BOW DOWN PRESSURE:60 BAR
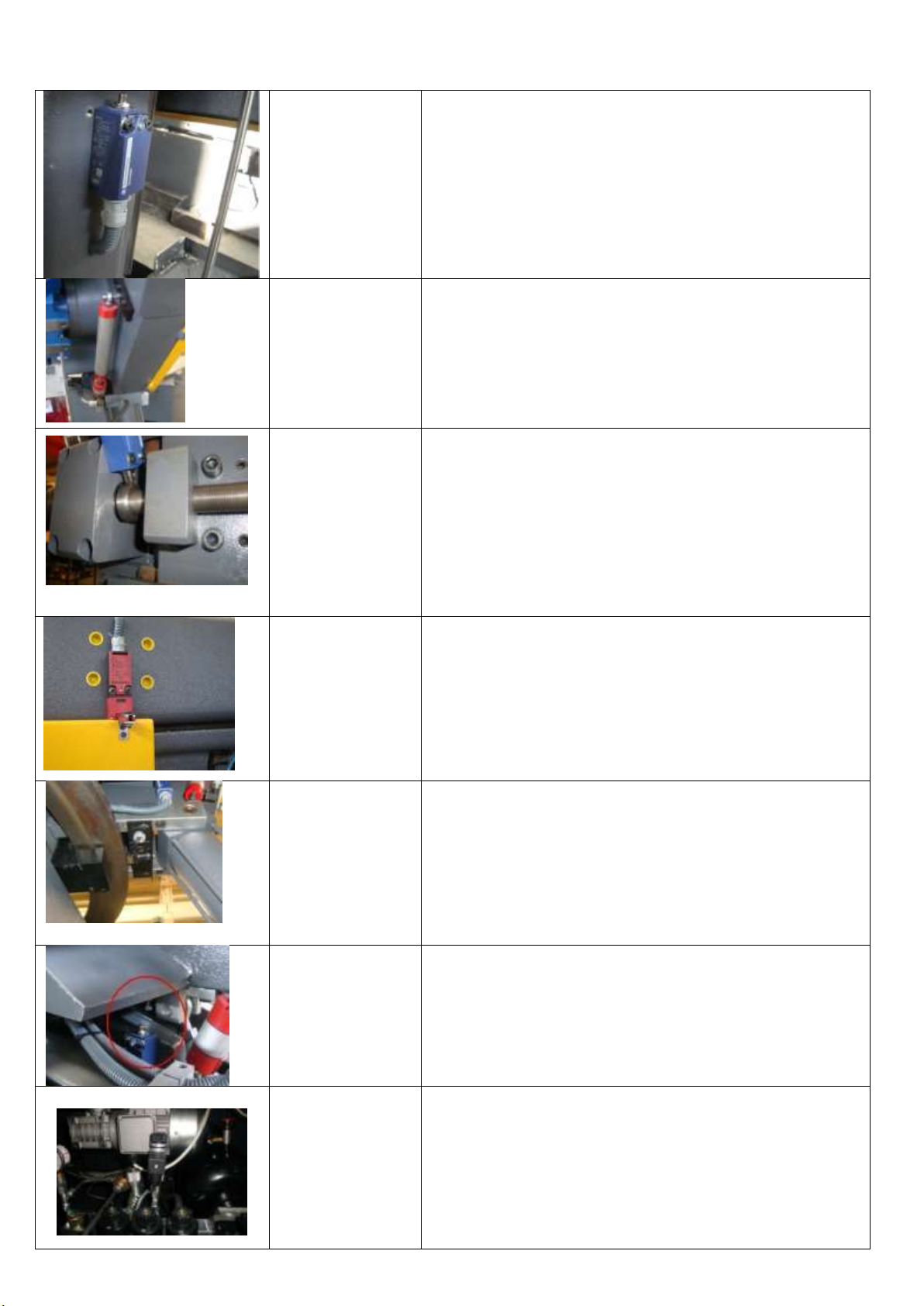
LIMIT SWITCHES
LOWER LIMIT
SWITCH
BY THIS SWITCH BOW MOVES UP AFTER CUTTING PROCESS
UPPER LIMIT
SENSOR (PISTON
TYPE-DIGITAL
ENCODER)
AFTER CUTTING PROCESS BOW GOES UP TO THE VALUE THAT
ADJUSTER FROM PANEL. UPPER LIMIT MAY CHANGE MAY CHANGE
FROM PANEL
BLADE BREAK
PROTECTION
SWITCH
WHEN BLADE BREAKS OR LOSES TENSION MAIN MOTOR STOPS FOR
SAFETY MACHINE AND OPERATOR.
WHEN THIS SWITCH IS OPERATING BOW MAY ONLY MOVE UP OR
DOWN
SAFETY SWITCHES
FOR COVERS
BY THIS SWITCH MACHINE DOES NOT START IF COVERS ARE LEFT
OPEN
(INCREMENTAL
TYPE- DIGITAL
ENCODER):
READS THE ANGLE OF BOW.
MAX. LIMIT SWITCH
THIS SWITCH SHOULD BE PRESSED FOR CHANGING THE ANGLE.
VICE PRESSURE
SWITCH
THIS SWITCH SENSES THE MATERIAL IS TIGTHENED WELL AND DOES
NOT LET THE BOW GO DOWN DOWN UNTIL THE MATERIAL IS
TIGHTENED

MANUAL CUTTING OPERATION
1-ADD COOLANT TO THE TANK
2-CHECK LEVEL OF HYDRAULIC OIL(ISO 32)
3-SWITCH ON MAIN SWITCH
4-SEE ENERGY ON LIGHT ON THE CONTROL PANNEL
5-IF THERE IS NO LIGHT CHANGE PLACES OF INPUT PHASES
6-PRESS MACHINE READY BUTTON
7- PUSH BOW UP TILL IT’S ENOUGH FOR MATERIAL TO BE CUT
8-OPEN THE VICE BY TURNING THE RELATED BUTTON.
9-PLACE THE MATERIAL. ADJUST THE LENGHT TO BE CUT BY LEAN SHAFT AND CLOSE VICE JAWS AND FIX THE MATERIAL.
10-THE SAW WILL NOT START UP UNLESS THE MATERIAL IS NOT CLAMPED WIT APPROPRIATE PRESSURE.
11-START THE SAW BY PRESSING START BUTTON.
12-DETERMINE THE APPROPRIATE SAW CUTTING SPEED AND TURN ON THE COOLANT ACCORDING TO YOUR NEED.
13-DUE TO THE MATERIAL DETECTION SENSORS ON THE MACHINE APPROACHED TO THE MATERIAL FASTLY AND THEN PASSES TO
THE SPEED WHICH IS ADJUSTED BY THE VALVE.
14-WHEN THE MACHINE RUNS TO THE CUTTING SPEED , THE COOLANT STARTS AS WELL.
15-CUTTING SPEED OF THE MACHINE SHOULD BE ADJUSTED ACCORDING TO THE MATERIAL AND CHIP AFTER CUTTONG PROCESS.
FOR EXAMPLE; IF THE CHIP IS BURNT AFTER THE CUTTING THAT MEANS THE SPEED IS TOO FAST. THAT IS NOT PROPER FOR THE
MACHINE AND THE BLADE.
16-AFTER CUTTONG PROCESS THE BALDE WILL RISE UP AND STOP AUTOMATICALLY.
17-THE SAME SHOULD BE DONE FOR THE SECOND CUTTNG.
18-DURING THE TIME THERE MIGHT PILE UP CHIP INFRONT OF THE SENSORS , THIS MIGHT CAUSE WORKING PROBLEM TO THE
MACHINE; TO AVIOD THAT , THE WHEEL COVERS SHOULD BE OPENED REGULARLY AND CHIP SHOULD BE CLEANED.
INSTRUCTIONS FOR MAINTENANCE
DAILY MAINTENANCE
1-REMOVE THE CHIPS ON WHEEL
2-CLEAN THE HYDRAULIC DRAWER
3-REMOVE THECHIPS AT SHAFT AND FLAT
4.MANOMETER SHOULD BE BETWEEN 190-210 BAR.
5-CLEAN THE TENSIONING SLIDE FLATS.
6. CLEAN THE CHIPS IN THE BORON OIL TANK
PUMP AIR TO REMOVE THE DIRTH IN HOSES
A-CHECK THE CHIP BRUSH.
B-FILL GREASE OIL FROM THE HOLE ON THE TENTIONING SHAFT.
C- CHECK THE TIGHTNESS OF WHEEL BOLTS.
D.CONTROL THE OIL LEVEL IN HYDRAULIC TANK
E. FILL GREASE OIL FROM THE HOLE ON THE TENSIONING SLIDE
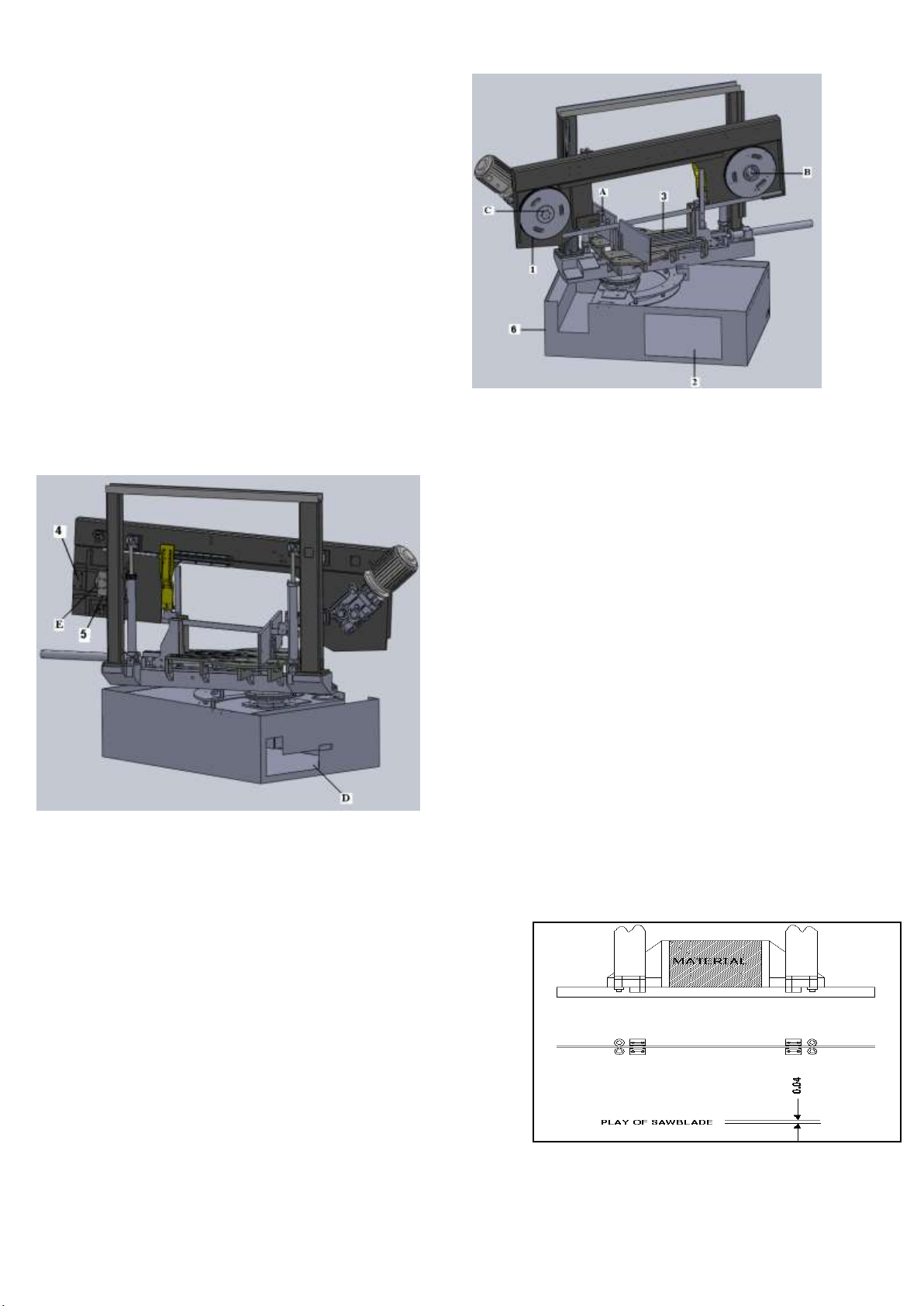
BLADE GUIDANCE
FOR AN ACCURATE GUIDACE OF THE BANDSAW BLADE THERE ARE TWO
RIGID AND PRECISE VERTICAL GUIDE ARMS FITTED WITH ROLLERS FOR
TWISTING PRETWISTING AND CARBIDE INSERTED PLATES FOR THE FIANL
AND EXACT BLADE GUIDE. PUT THE BLADE ARMS ALWAYS AS CLOSE AS
POSSIBLE TO THE MATERIAL TO BE CUT AND TIGHTTEN THEM.
THE PLAY OF THE BLADE CAN BE RE-SET BY ALTERING THE POSITION OF A
CARBIDE INSERTED GUIDE PLATE.
THE MINIMUM PLAY SHOULD BE 0.04 MM.

CHANGING THE HYDRAULIC OIL
POURING OUT THE HYDRAULIC OIL
LOWER DOWN UNTIL IT RECEIVES THE CUTTING
HEAD.
REMOVE HYDRAULIC HOSE UNION AT HEAD LIFTING
PUT THE REMOVED HYDRAULIC END OF THE HOSE
INTO A CONTAINER.
EMPTY THE OIL BY PRESSING HEAD LIFTING BUTTON
AT CONTROL PANEL.
AFTER EMPTING THE OIL, FIX THE HYDRAULIC HOSE UNION TO
THE SAME PLACE.
REFILLING THE HYDRAULIC OIL
THE HYDRAULIC OIL FILLING
REMOTE THE BOLTS OF HYDRAULIC DRAWER, THEN
PULL IT OUT.
OPEN THE STORE COVER.
POUR 32 NUMBERED ISO HYDRAULIC OIL INTO
TANK. (4LT CAPACITY.)
CLOSE THE TANK COVER AND MOVE THE DRAWER
INTO THE BODY
FASTEN THE SCREWS TO THE BODY AGAIN WITH THE HELP
OF HYDRAULIC DRAWER.
FILLING OF COOLANT
CONSISTING OF A MIXTURE OF LIQUID AND WATER COOLANT LIQUID SHOULD BE USED FOR STEEL CUTTING. COOLANT
SHOULD NOT BE USED FOR CUTTING CASTING. SPECIFIC PERIODS OF TIME (AT LEAST ONCE A MONTH) , COOLANT SHOULD BE
DRAINED AND CLEAN CHIPS. IF AMOUNT OF COOLANT IS NOT ENOUGH, ADD TO THE TANK. (4 LITERS OF TANK CAPACITY. COLLANT
MIXING RATIO 1/10)
WORKING PRINCIPLE OF THE BOW
THE HYDROLIC PUMP STARTS AS THE HYDROLIC ENGINE IS TURNED ON. THE HYDROLIC PUMP ABSORBES THE OIL FROM THE TANK
AND GIVES IT TO THE CLOSED CENTERED DIRECTION CONTROL VALVE. THE DIRECTION CONTROL VALVE TAKES THE LEFT POSITION
FOR THE BOW’S UPWARDS MOVEMENT AND PUMPS THE OIL TO PISTON’S SIDE OF CYLINDER AND THE PISTONS STARTS TO MOVE
UPWARDS. THIS IS HOW THE BOW’S UPWARDS MOVEMENT IS PROVIDED. THE BOW MOVES DOWNWARDS BY ITS OWN WEIGHT. FOR
THIS MOVEMENT THE DIRECTION CONTROL VALVE TAKES THE RIGHT POSITION AND THE OIL TURNS BACK TO THE TANK BY PASSING
THROUGH THE OIL THROTTLER. BY THIS METHOD THE BOW’S DOWNWARDS MOVEMENT IS BEING PROVIDED.
WORKING PRINCIPLES OF THE VICE
THE HYDROLIC PUMP ABSORBES THE OIL FROM TEHE TANK AND GIVES IT TO OPEN CENTERED DIRECTION CONTROL VALVE. THE
VALVE TAKES THE LEFT POSITION FOR VICE’S FORWARDS MOVEMENT AND PUMPS THE OIL TO THE PISTON SIDE OF THE CYLINDER.
AS THE MATERIAL IS CLAMPED, LOCKING VALVE TAKES ACTION AND KEEPS THE MATERIAL CLAMPED IN A STABLE PRESSURE. AFTER
CUTTING PROCESS FINISHES THE DIRECTION CONTROL VALVE TAKES THE RIGHT POSITION, TURNS OFF THE LOCKING VALVE AND
THE BACKWARDS MOVEMENT OF THE VICE BEGINS AS THE OIL IS PUMPED TO THE INVERSE SIDE OF THE PISTON. THIS IS HOW THE
VICE GETS OPENED.
TROUBLE SHOOTING
THE BOW COMES DOWN OUT OF CONTROL;
THE SEALS INSIDE OF THE HYDROLIC PISTONS MIGHT BE WORNED OUT; REPLACE.
CHECK VALVE MIGHT BE BUNGED UP WITH DIRTH; CLEAN.
CENTER OF THE DIRECTION VALVE MIGHT BE BUNGED UP WITH DIRTH; CLEAN.
THE O-RINGS OF PRESSURE ADJUSTING VALVEMIGHT BE WORNED OUT; REPLACE.
SOUNDS COMING FROM THE FRONT PULLEY
THE BEARINGS MIGHT BE WORNED OUT; REPLACE.

THE BLADE IS LEANING TO ONE SIDE WHILE CUTTING
CARBIDES MUST BE WORNED OUT; REPLACE,
BLADE GUIDING BEARINGS MIGHT BE WORNED OUT; REPLACE
THE WARNING LAMP ON THE CONTROL PANEL IS ON,
CHECK THE BLADE THIGHENING SWITCH
CHECK THE DRIVE SWITCH
CHECK THE UPPER LIMIT SWITCH
SETTING NEW BLADE
FIRST OF ALL BOTH GUARD FLAPS AND THE GUARDS WHICH ARE ON THE GUIDE ARMS HAVE TO BE OPEN UPWARDS.
LOOSEN THE BLADE BY THE HAND LEVEL SO FAR THAT THE BLADE CAN BE EASILY TAKEN OFF AROUND THE PULLEYS
THE SAME WAY BUT VIC AVERSE, FIT AND TIGHTEN THE NEW BLADE. THERE IS ALSO POSSIBILITY TO TIGHTEN THE BLADE
BY TORQUE METER.
ALWAYS PAY ATTENTION TO THE TEETH OF THE BLADE’S DIRECTION IS CORRECT. IF NOT CORRECT IT.
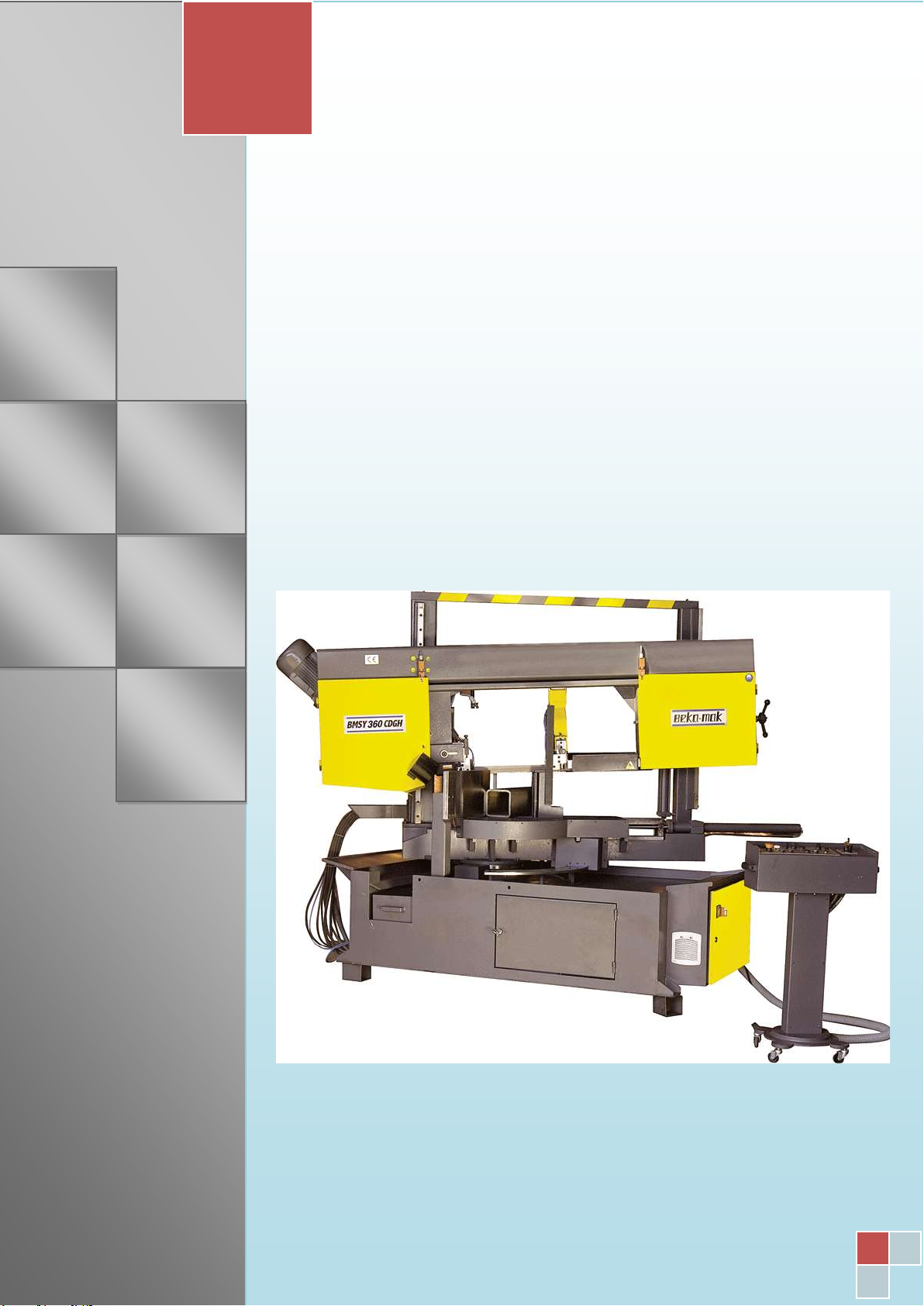
CUTTING SPEEDS
THE MACHINE HAS TWO PRE-SELECTED CUTTING SPEEDS OF 20 AND 100 M/SEC. CUTTING SPEEDS HAS TO BE SELECTED
ACCORDING TO THE GRADE AND DIMENSIONS OF THE MATERIAL. IF ANY VIBRATION AND/OR NOISE RAISES FROM THE BLADE,
CHANGE THE SPEED.
ALL THE DETAILS ABOUT THE CUTTING OF VARIOUS MATERIALS AND DIMENSIONS ARE GIVEN BELOW
CUTTING RECOMENDATIONS


SEMI AUTOMATIC
TWIN PILLAR
BANDSAWING
MACHINES
BMSy 360CDGH
SPARE PART TABLES
Table of contents
Other Beka-Mak Saw manuals
























