7
Use 41-4458 Teflon based grease to
lubricate all o-rings and moving parts
before reassembly into the gun body.
To further protect the environment,
avoid storing solvents or solvent-soaked
wipes, such as those used for surface
preparation and cleanup, in open or
absorbent containers.
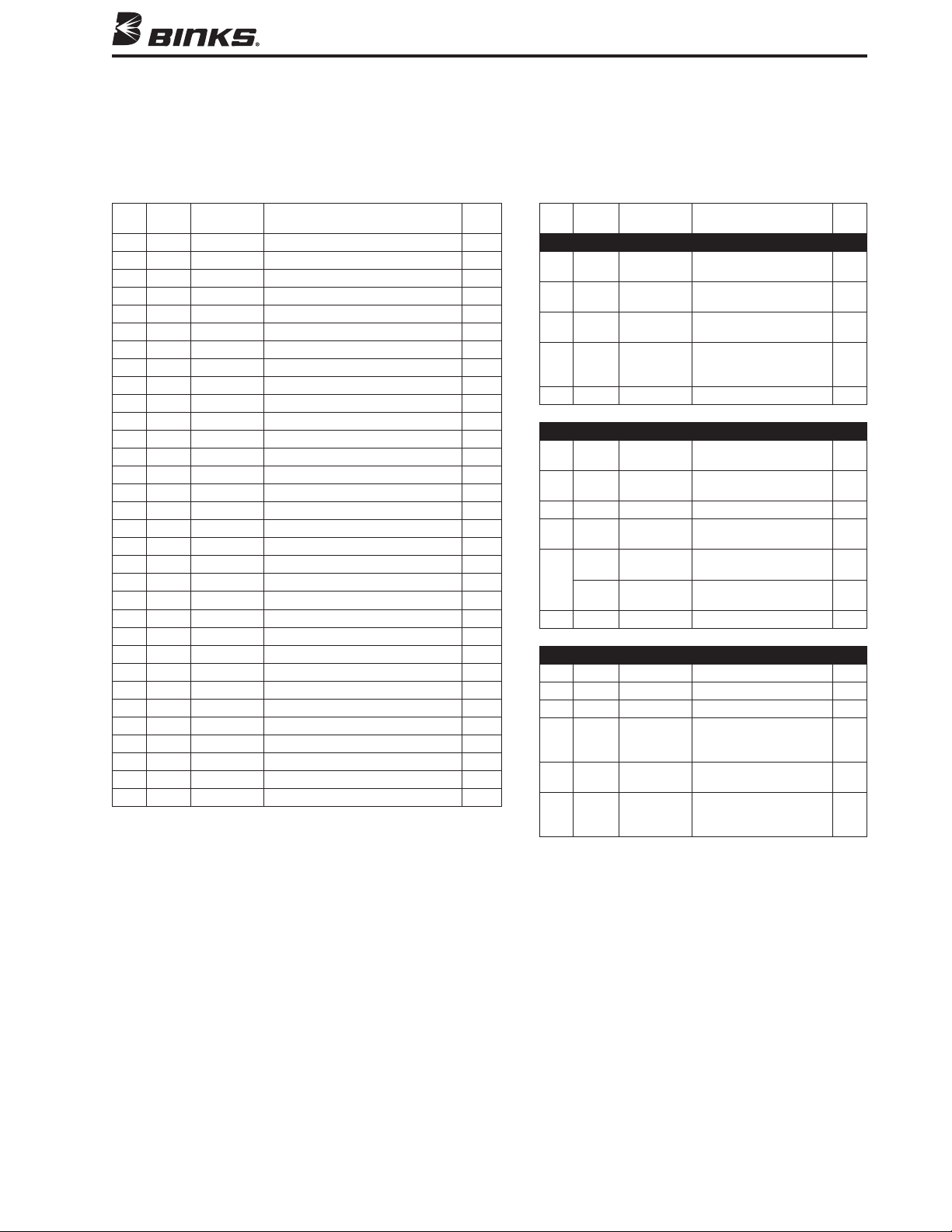
Numbers in parentheses refer to individual
items shown in the “exploded” drawing on
page 4.
cautIon
or scrape fluid or air nozzles. These
and altering their shape will cause
faulty spray.
!
cautIon
silicone since these lubricants can
cause finish defects.
!
WaRnIng
Be sure to follow all safety
precautions described on page 2
before working on the spray gun.
throughout the system and the
power or air supply for the fluid
pump has been disconnected. Always
test the repaired gun for leaks with
low pressure fluid before use.
!
FLAT TIP AIR CAP, CARBIDE TIP
Service symptoms (Flat Tip):
•Coating build-up on air cap or
clogged carbide tip
•Fluidseatassemblynot
sealing properly
1. Depressurize the spray gun.
2. Turn retaining ring (19) counter-
clockwise and remove.
3. Remove air cap (19) and carbide tip
assembly (20) from fluid seat
assembly (21). With the air cap facing
up, apply pressure to carbide tip (20)
and remove from air cap (19).
4. Turn fluid seat assembly (21)
counterclockwise and remove.
5. Service or replace and reassemble in
reverse order.
note
Carbide fluid tip needs to be
oriented properly in the air cap.
The alignment pin in the air cap is
to be properly positioned to the slot
in the carbide tip.
TWIST TIP AIR CAP, CARBIDE
ASSEMBLY
Service symptoms (Twist Tip):
•Coating build-up on air cap
•CloggedTwistTip
Coating build-up:
1. Depressurize the spray gun.
2. Remove air cap (38) from the spray
gun and wash in solvent.
3. Reinstall the air cap (38).
Clogged Twist Tip:
1. Point the spray gun toward booth filter
and away from your body.
2. Rotate Twist Tip 180 degrees to
un-clog the tip.
Service symptoms:
•Fluidleakingfromweepsport
1. Turn rear cap (1) counterclockwise
and remove the piston return spring
from the piston housing (26) and
needle return spring (4).
2. With two 5/16" wrenches (not
supplied with gun), loosen collet
locknut (10) from collet (11).
3. Using a pair of pliers, grip collet (11)
and remove piston assembly (16).
4. Place the 3/8" deep socket (supplied
with gun) over cartridge assembly
(18) and turn counterclockwise.
5. Replace fluid needle (17) or fluid
cartridge assembly (18) and reassemble
in reverse order using the new
components as required.
note
bottomed out on the piston assembly
resting against the piston assembly.
note
If the piston is not positioned
correctly, the fluid-to-air timing will
not work correctly. See pictorial
6. After the piston assembly has been
positioned properly, tighten locknut
(10) to collet (11) “wrench tight”.
REPLACING O-RINGS ON
PISTON ASSEMBLY
Service symptoms:
•Atomizingairnotcyclingoff
•Airnotactuatingfluid
1. Turn end cap (1) counterclockwise
and remove the piston return spring
from the piston housing (26) and
needle return spring (4).
2. With two 5/16" wrenches (not
supplied with gun), loosen collet
locknut (10) from collet (11).
3. Using a pair of pliers, grip collet (11)
and remove piston assembly (16).
4. Replace o-rings (8, 9, 14 & 15) using
Standard Piston O-ring Repair Kit
54-5303 or High Performance Piston
O-ring Repair Kit 54-5307.
5. Apply 41-4458 Teflon-based
lubricant provided in the o-ring repair
kits to o-rings and reassemble in
reverse order.
note
bottomed out on the piston housing
resting against the piston assembly.
note
If the piston is not positioned
correctly, the fluid-to-air timing will
not work correctly. See pictorial
6. After the piston assembly has been
positioned properly, tighten locknut
(10) to collet (11) “wrench tight”.
Service symptoms:
•Fluidtipcloggingorrestriction
influidflow
1. Using a 3/4" inch wrench, turn filter
retainer (35) counterclockwise and
remove.
2. Place a standard screwdriver inside the
cavity where the filter (33) is housed and
dislodge it by lifting up with the
screwdriver. Remove filter and clean or
replace as required. Most of the time you
can dislodge the filter using your finger.
3. Reassemble in reverse order.
note
note
all o-rings before immersing gun in
or subjecting it to a flood-wash of
may induce o-ring swelling beyond
their specification sizes and cause
(continued on page 8)