BINZEL-ABICOR BRS-CC User manual
T E C H N O L O G Y F O R T H E W E L D E R ´ S W O R L D .
www.binzel-abicor.com
Z
E
R
T
I
F
I
Z
I
E
R
T
E
S
Q
M
-
S
Y
S
T
E
M
DIN EN
ISO 9001
DE Betriebsanleitung / EN Operating instructions
FR Mode d’emploi / ES Instructivo de servicio
DE Wartungsstation BRS-CC
EN Maintenance station BRS-CC
FR Station d'entretien BRS-CC
ES Unidad de mantenimiento BRS-CC

DE - 1
Original Betriebsanleitung BRS-CC
DE Original Betriebsanleitung
© Der Hersteller behält sich das Recht vor, jederzeit und ohne vorherige Mitteilung Änderungen an dieser Betriebsanleitung
durchzuführen, die durch Druckfehler, eventuelle Ungenauigkeiten der enthaltenen Informationen oder Verbesserung dieses
Produktes erforderlich werden. Diese Änderungen werden jedoch in neuen Ausgaben berücksichtigt.
1 Identifikation DE-2
1.1 EU-Konformitätserklärung DE-2
1.2 Pflichten des Betreibers DE-2
2 Produktbeschreibung DE-2
2.1 Bestimmungsgemäße Verwendung DE-2
2.2 Nicht bestimmungsgemäße Verwendung DE-2
2.3 Technische Daten DE-3
2.4 Abkürzungen DE-4
2.5 Typenschild DE-4
2.6 Klassifizierung DE-5
2.7 Angaben für den Notfall DE-5
2.8 Kennzeichnung Sicherheitszeichen DE-5
3 Lieferumfang DE-6
3.1 Transport DE-6
3.2 Lagerung DE-7
4 Funktionsbeschreibung DE-7
4.1 Baugruppe Reinigungseinheit DE-7
4.2 Baugruppe Einsprüheinheit VI DE-8
4.3 Baugruppe Drahtabschneidevorrichtung DAV DE-8
4.4 Baugruppen Optionen/Zubehör DE-9
5 Inbetriebnahme DE-9
5.1 Reinigungsstation BRS-LC DE-10
5.2 Einsprüheinheit VI DE-10
5.3 Drahtabschneidevorrichtung DAV DE-11
5.4 Prisma befestigen DE-11
5.5 Fräser montieren DE-11
5.6 Spannposition einrichten DE-12
5.7 Druckluftmotor einrichten DE-12
5.8 Elektroanschluss herstellen DE-13
5.9 Ablaufdiagramm DE-14
5.10 Pneumatik anschließen DE-15
6 Betrieb DE-16
7 Außerbetriebnahme DE-16
8 Wartung und Reinigung DE-16
8.1 Wöchentlich reinigen DE-16
8.1.1 Messer wechseln DE-17
8.2 Monatlich reinigen DE-17
9 Störungen und deren Behebung DE-17
9.1 Reinigungseinheit BRS-LC DE-17
9.2 Einsprüheinheit VI DE-17
9.3 Drahtabschneidevorrichtung DAV DE-18
10 Demontage DE-18
11 Entsorgung DE-18
11.1 Werkstoffe DE-19
11.2 Betriebsmittel DE-19
11.3 Verpackungen DE-19
12 Notizen DE-20

BRS-CC 1 Identifikation
DE - 2
1 Identifikation
Die Wartungsstation BRS-CC wird in der Industrie und im Gewerbe zur automatischen Reinigung des
Gasdüseninnenraumes von MIG/MAG Schweißbrennern eingesetzt. Die BRS-CC dient als
Präventivmassnahme zur Verlängerung der Brennerstandzeiten und der Wartungsintervalle. Die
Rahmenkonstruktion besteht aus einem Aluminiumguss in dem die Pneumatikventile integriert sind. Diese
Betriebsanleitung beschreibt nur die Wartungsstation BRS-CC. Die Wartungsstation BRS-CC darf nur mit
Original ABICOR BINZEL Ersatzteilen betrieben werden.
1.1 EU-Konformitätserklärung
im Sinne der EG-Richtlinie
Maschinen 2006/42/EG,
Hiermit erklären wir,
Alexander Binzel Schweisstechnik GmbH & Co. KG
Kiesacker 7-9, 35418 Alten-Buseck
dass das in der Betriebsanleitung beschriebene Produkt aufgrund seiner Konzipierung und Bauart sowie in
der von uns vorliegenden Ausführung den einschlägigen grundlegenden Sicherheits- und
Gesundheitsanforderungen der EG-Richtlinie entspricht. Bei einer nicht mit uns abgestimmten Änderung
verliert diese Erklärung ihre Gültigkeit.
1.2 Pflichten des Betreibers
In dem EWR (Europäischen Wirtschaftsraum) sind die nationale Umsetzung der
Rahmenrichtlinie (89/391/EWG) sowie die dazugehörigen Einzelrichtlinien und davon besonders die
Richtlinie (89/655/RWG) über die Mindestvorschriften für Sicherheit und Gesundheitsschutz bei
Benutzung von Arbeitsmitteln durch Arbeitnehmer bei der Arbeit, jeweils in der gültigen Fassung, zu
beachten und einzuhalten. In Deutschland ist das Arbeitsschutzgesetz sowie die
Betriebssicherheitsverordnung zu beachten. Der Betreiber hat ferner sicherzustellen, dass das Produkt in
Verbindung mit Schweißgeräten der EG-Richtlinie EMV (2004/108/EG) entspricht und die
Signalverwertung der integrierten Schweißstromüberwachung gegen vagabundierende Ströme
ordnungsgemäß installiert wird.
2 Produktbeschreibung
2.1 Bestimmungsgemäße Verwendung
Die Wartungsstation BRS-CC ist für den automatischen Einsatz zu verwenden. Sie ist Bestandteil im
Schweißsystem und darf nur in diesem betrieben werden. Zur bestimmungsgemäßen Verwendung gehört
auch das Beachten der vorgeschriebenen Betriebs-, Wartungs- und lnstandhaltungsbedingungen.
2.2 Nicht bestimmungsgemäße Verwendung
Als nicht bestimmungsgemäß gilt jede andere Verwendung als die unter „Bestimmungsgemäße
Verwendung“ angegeben. Eigenmächtige Umbauten oder Veränderungen der Leistungssteigerung sind
nicht zulässig.
Bezeichnung Wartungsstation BRS-CC
Einschlägige EG-Richtlinien Maschinen 2006/42/EG
Angewandte harmonisierte Norm DIN EN ISO 12 100
Tab. 1 EU-Konformitätserklärung
DE - 3
2 Produktbeschreibung BRS-CC
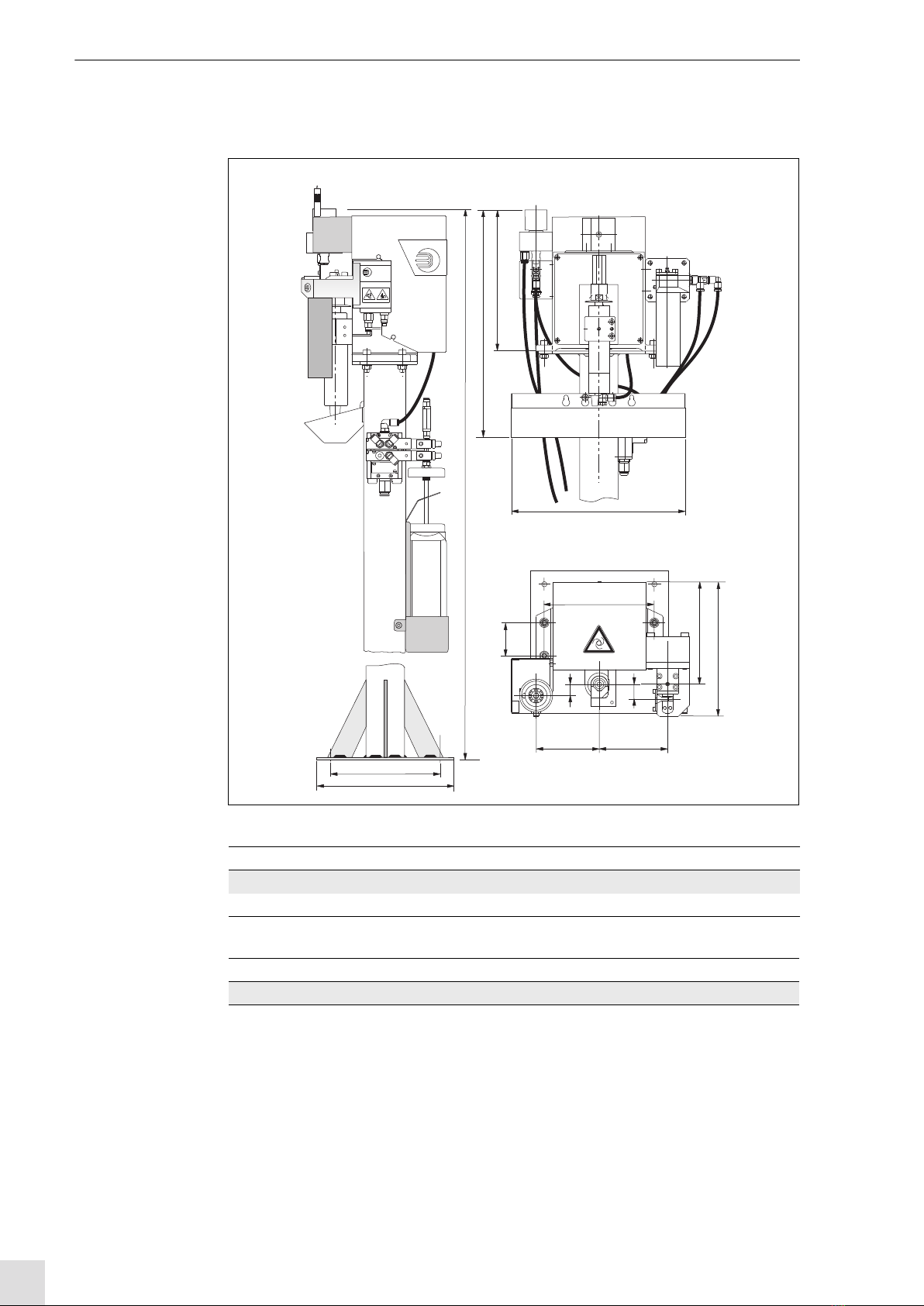
2.3 Technische Daten
Abb. 1 Technische Daten
Umgebungstemperatur + 5 °C bis + 50 °C
Transport und Lagerung - 10 °C bis + 55 °C
Relative Luftfeuchtigkeit bis 90 % bei 20 °C
Tab. 2 Temperatur
Gewicht ca. 16 kg
Abmessung LxBxH 250x320x1058
Tab. 3 Allgemeine Angaben
1058
396
258
200
320
186
244
60
21
29
115
124
250
ø 9
200
BRS-CC 2 Produktbeschreibung
DE - 4
2.4 Abkürzungen
Druckluftanschluss G1/4“
Lichte Weite min. ø6 mm
Nenndruck 6 bar
Arbeitsdruck 6 - 8 bar
Druckluftqualität (ISO 8573-1:2010) min. Klasse 4
Tab. 4 Pneumatik Verteilerblock
4 Eingänge der 5/2 Wegeventile
Ansteuerung 24 V DC
Leistungsaufnahme 4,5 W
Tab. 5 Eingänge zur Ansteuerung der Wegeventile
1 Ausgang von induktiven Näherungsschalter Schließer (pnp)
Betriebsspannung 10 - 30 V DC
Zulässige Restwelligkeit Vss < 10 %
Dauerstrom max. 200 mA
Stromaufnahme ca. 4 mA (24 V)
Spannungsabfall ca. 1,2 V (200 mA)
Tab. 6 Elektrik Klemmblock
HINWEIS
• Um die maximale Leistung und Standzeit der Brennerwartungsstation zu gewährleisten, betreiben Sie
diese mit gereinigter und geölter Luft.
Tab. 7 Reinigungseinheit BRS-LC auf Seite DE-4
Pneumatikmotor / Nenndrehzahl mit geölter Luft ca. 650 U/min
Nenndrehzahl mit ungeölter Luft ca. 550 U/min
Luftverbrauch ca. 380 l/min
Tab. 7 Reinigungseinheit BRS-LC
Einsprüheinheit VI 1 Liter
Tab. 8 Einsprüheinheit VI
Schnittleistung bei 6 bar
Massivdraht bis 1,6 mm
Fülldraht bis 3,2 mm
Schneidezeit 0,5 Sekunden
Tab. 9 Drahtabschneidevorrichtung DAV (Option)
BRS-CC Kurzkennzeichnung der vollständigen Wartungsstation (Connect Clean)
BRS-LC Reinigungsstation
VI Einsprüheinheit
DAV Drahtabschneidevorrichtung
TCP Werkzeugmittelpunkt (Tool Center Point)
Tab. 10 Abkürzungen
DE - 5
2 Produktbeschreibung BRS-CC
2.5 Typenschild
Die Wartungsstation BRS-CC ist mit einem Typenschild am Gehäuse gekennzeichnet.
Beachten Sie für alle Rückfragen folgende Angaben:
• Gerätetyp, Gerätenummer, Identnummer, Baujahr
2.6 Klassifizierung
Die in der Betriebsanleitung verwendeten Warnhinweise sind in vier verschiedene Ebenen unterteilt und
werden vor spezifischen Arbeiten angegeben. Geordnet nach abnehmender Wichtigkeit bedeuten sie
folgendes:
2.7 Angaben für den Notfall
Unterbrechen Sie im Notfall sofort folgende Versorgungen:
• Strom, Druckluft, Gas
Weitere Maßnahmen entnehmen Sie der Betriebsanleitung "Stromquelle" oder der Dokumentation weiterer
Peripheriegeräte.
2.8 Kennzeichnung Sicherheitszeichen
Die nachfolgend aufgeführten Sicherheitszeichen sind deutlich sichtbar und lesbar an der
Wartungsstation BRS-CC angebracht.
GEFAHR
Bezeichnet eine unmittelbar drohende Gefahr. Wenn sie nicht gemieden wird, sind Tod oder schwere
Verletzungen die Folge.
WARNUNG
Bezeichnet eine möglicherweise gefährliche Situation. Wenn sie nicht gemieden wird, können schwerste
Verletzungen die Folge sein.
VORSICHT
Bezeichnet eine möglicherweise schädliche Situation. Wenn sie nicht gemieden wird, können leichte
oder geringfügige Verletzungen die Folge sein.
HINWEIS
Bezeichnet die Gefahr, dass Arbeitsergebnisse beeinträchtigt werden oder Sachschäden an der
Ausrüstung die Folge sein können.
Symbol Bedeutung
Betriebsanleitung lesen und beachten!
Augenschutz benutzen!
Warnung vor automatischem Anlauf!
Warnung vor Handverletzung!

BRS-CC 3 Lieferumfang
DE - 6
3 Lieferumfang
Ausrüst- und Verschleißteile separat bestellen. Bestelldaten und Identnummern der Ausrüst- und
Verschleißteile entnehmen Sie den aktuellen ABICOR BINZEL Ersatz- und Verschleißteilpreislisten.
Kontakt für Beratung und Bestellung finden Sie im Internet unter www.binzel-abicor.com.
3.1 Transport
Der Lieferumfang wird vor dem Versand sorgfältig geprüft und verpackt, jedoch sind Beschädigungen
während des Transportes nicht auszuschließen.
• Wartungsstation BRS-CC komplett montiert • Anschluss-Set mit Rückschlagventil
• Antispritzerschutzmittel (1 Liter Flasche) • Leerflasche
• 1 Abstandshülse bis Gasdüsen NW 15,5 • 1 Abstandshülse für Gasdüsen NW 16 bis19
• Betriebsanleitung
Tab. 11 Lieferumfang
HINWEIS
• Zur Erstausrüstung und Funktionsfähigkeit der Wartungsstation werden ein Spannprisma und ein
Fräser benötigt. Diese sind abhängig von der Brenner- und Gasdüsengeometrie.
Eingangskontrolle Kontrollieren Sie die Vollständigkeit anhand des Lieferscheins!
Bei Beschädigungen Überprüfen Sie die Lieferung auf Beschädigung (Sichtprüfung)!
Bei Beanstandungen Ist die Lieferung beim Transport beschädigt worden, setzen Sie sich sofort mit dem letzten Spediteur in
Verbindung! Bewahren Sie die Verpackung auf zur eventuellen Überprüfung durch den Spediteur.
Verpackung für den
Rückversand
Verwenden Sie nach Möglichkeit die Originalverpackung und das Originalverpackungsmaterial. Bei
auftretenden Fragen zur Verpackung und Transportsicherung nehmen Sie bitte Rücksprache mit Ihrem
Lieferanten.
Tab. 12 Transport
DE - 7
4 Funktionsbeschreibung BRS-CC
3.2 Lagerung
Physikalische Bedingungen der Lagerung im geschlossenen Raum:
Tab. 2 Temperatur auf Seite DE-3
4 Funktionsbeschreibung
Für den Reinigungsvorgang wird der Brenner mit dem zylindrischen Teil der Gasdüse in der
Spannvorrichtung geklemmt. Der auf die Gasdüsen- und Brennergeometrie abgestimmte Fräser fährt mit
Hilfe von Druckluft in den Gasdüseninnenraum und löst dort anhaftende Schweißspritzer. In Verbindung mit
der Ausblasfunktion (Option) durch das Schlauchpaket wird der Reinigungsprozess optimiert.
Anschließend wird der gereinigte Gasdüseninnenraum durch den Fräser, mit einer dosierten Menge
Antispritzerschutzmittel vorbeugend gegen Spritzeranhaftung eingesprüht. In der DAV wird der
Schweißdraht auf TCP-Länge abgeschnitten. Im Gehäuse ist eine Schelle für die Zugentlastung der
Verbindung zwischen Steuerung und Reinigungseinheit integriert.
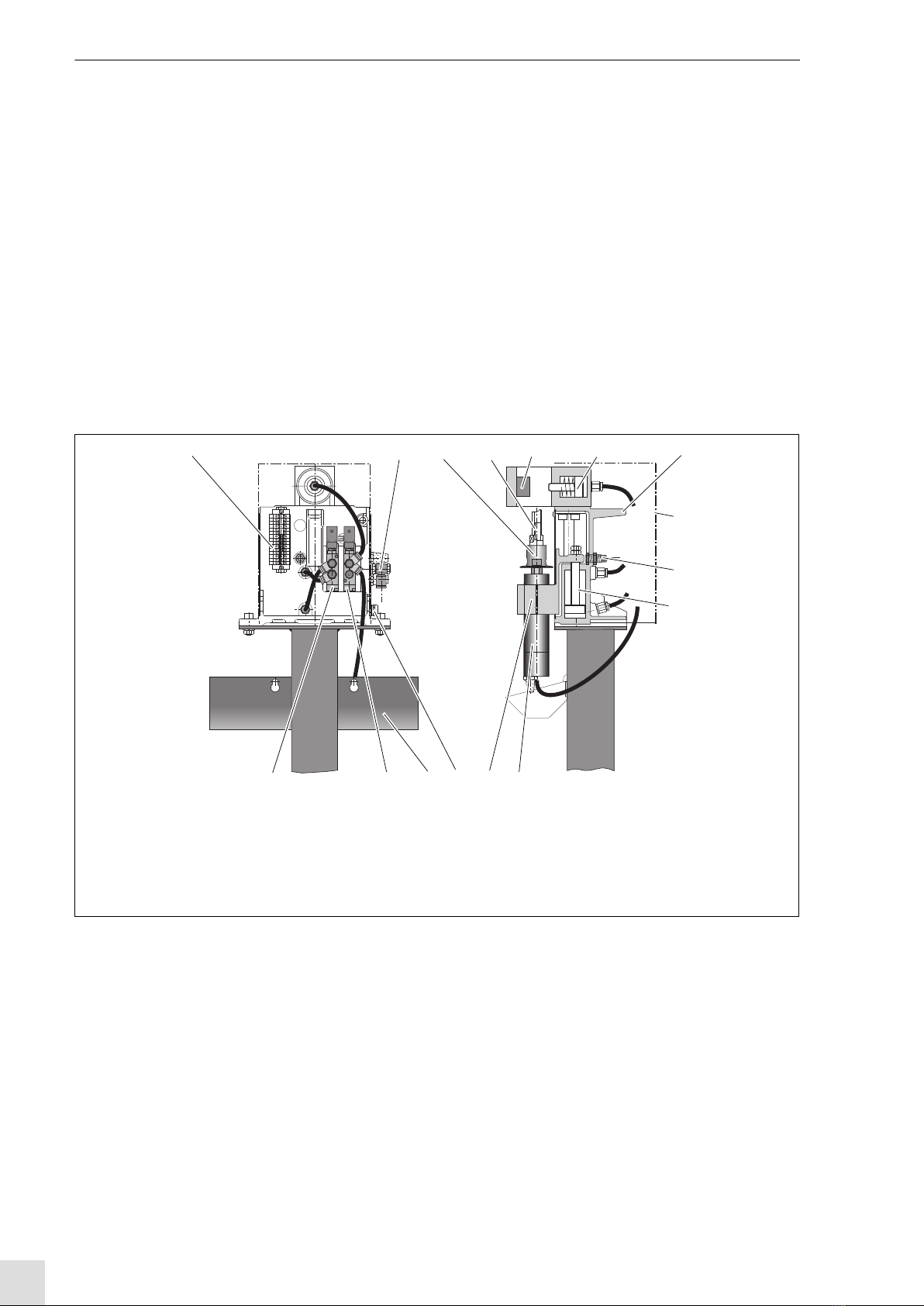
4.1 Baugruppe Reinigungseinheit
1Klemmblock zum Anschluss der
Steuerleitung
2Druckluftanschluss G1/4“
3Fräseraufnahme, auswechselbar
4Fräser , brennerspezifisch
5Spannvorrichtung mit Spannprisma,
brennerspezifisch
6Zylinder, brennerspezifisch
7Alu-Gußgehäuse mit integrietem
Hubzylinder (10) und Anschlussplatte für
den Ventilanbau
8Gerätehaube
9Induktiver Näherungsschalter (Hub unten
10 Hubzylinder
11 Druckluftmotor
12 Führungsschlitten mit Motorhalterung, Hub 50 mm
13 Anschlussverschraubung für Steuerleitung
14 Schmutz-Auffangwanne
15 5/2 Wegeventil für Spannvorrichtung (spannen-
lösen) und Motor (ein-aus)
16 5/2 Wegeventil für Fräserhub (unten-oben)
Abb. 2 Baugruppe Reinigungseinheit BRS-LC
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
124356
7
8
9
10
11
12131415
16

BRS-CC 4 Funktionsbeschreibung
DE - 8
4.2 Baugruppe Einsprüheinheit VI
4.3 Baugruppe Drahtabschneidevorrichtung DAV
1Schmutzteller
2Außenhülle und Injektor für Gasdüse NW13 - NW19
35/2 Wegeventil für Einsprüheinheit (ein-aus)
4Rücklauf Sammelbehälter (1 Liter Flasche)
51 Liter Vorratsflasche mit
Antispritzerschutzmittel
6Rückschlagventil
7Drosselventil zum Einstellen des
Antispritzerschutzmittels
8Vakuumgeber VG
Abb. 3 Baugruppe Einsprüheinheit VI
1
8
7
6
5
2
3
4
1Deckel mit Schmiernippel
2Halter
3Backen
4Kurzhubzylinder
55/2 Wegeventil für DAV (ein-aus)
6Schmutz-Auffangwanne
7Drahtführung für
Drahtabschnitte
8Druckfeder
9Messer
10 Schieber
11 Gehäuse
Abb. 4 Baugruppe Drahtabschneidevorrichtung DAV
123
4
5
6
7
8
91011

DE - 9
5 Inbetriebnahme BRS-CC
4.4 Baugruppen Optionen/Zubehör
5 Inbetriebnahme
In diesem Kapitel erhalten Sie alle Informationen, die bei der Inbetriebnahme zu berücksichtigen sind.
Prisma Verdrehsichere Befestigung mit einer Zylinderschraube M5x20 in der Spannvorrichtung.
Fräser Fräserabmaße werden durch Gasdüsen- und Brennergeometrie bis max. 50mm Eintauchtiefe be-
stimmt. Lieferbar für alle Standard WH- und Robobrennerausführungen von NW 13-19.
Magnetventil (24 V DC) Ident-Nr. 832.0005
Zum Ausblasen des Gasdüseninnenraums während dem Reinigen.
Wartungseinheit Ident-Nr. 830.0075
Bestehend aus Filterregler und Öler.
Die Wartungseinheit reinigt die Druckluft von festen Bestandteilen und mischt ihr feinst vernebeltes Öl
zur Schmierung der druckluftbetrieben Komonenten hinzu.
Tab. 13 Optionen/Zubehör
GEFAHR
Verletzungsgefahr durch unerwarteten Anlauf
Für die gesamte Dauer von Wartungs-, Instandhaltungs-, Demontage- und Reparaturarbeiten ist folgendes
zu beachten:
• Schalten Sie die Stromquelle aus und sperren Sie die Druckluftzufuhr ab.
• Sperren Sie die Gaszufuhr ab und ziehen Sie den Netzstecker.
HINWEIS
• Die Inbetriebnahme darf nur durch geschultes Personal erfolgen.
• Achten Sie darauf, dass der Reinigungsvorgang durch die Auffangwanne und die Flaschenhalterung
nicht beeinträchtigt wird.
BRS-CC 5 Inbetriebnahme
DE - 10
5.1 Reinigungsstation BRS-LC
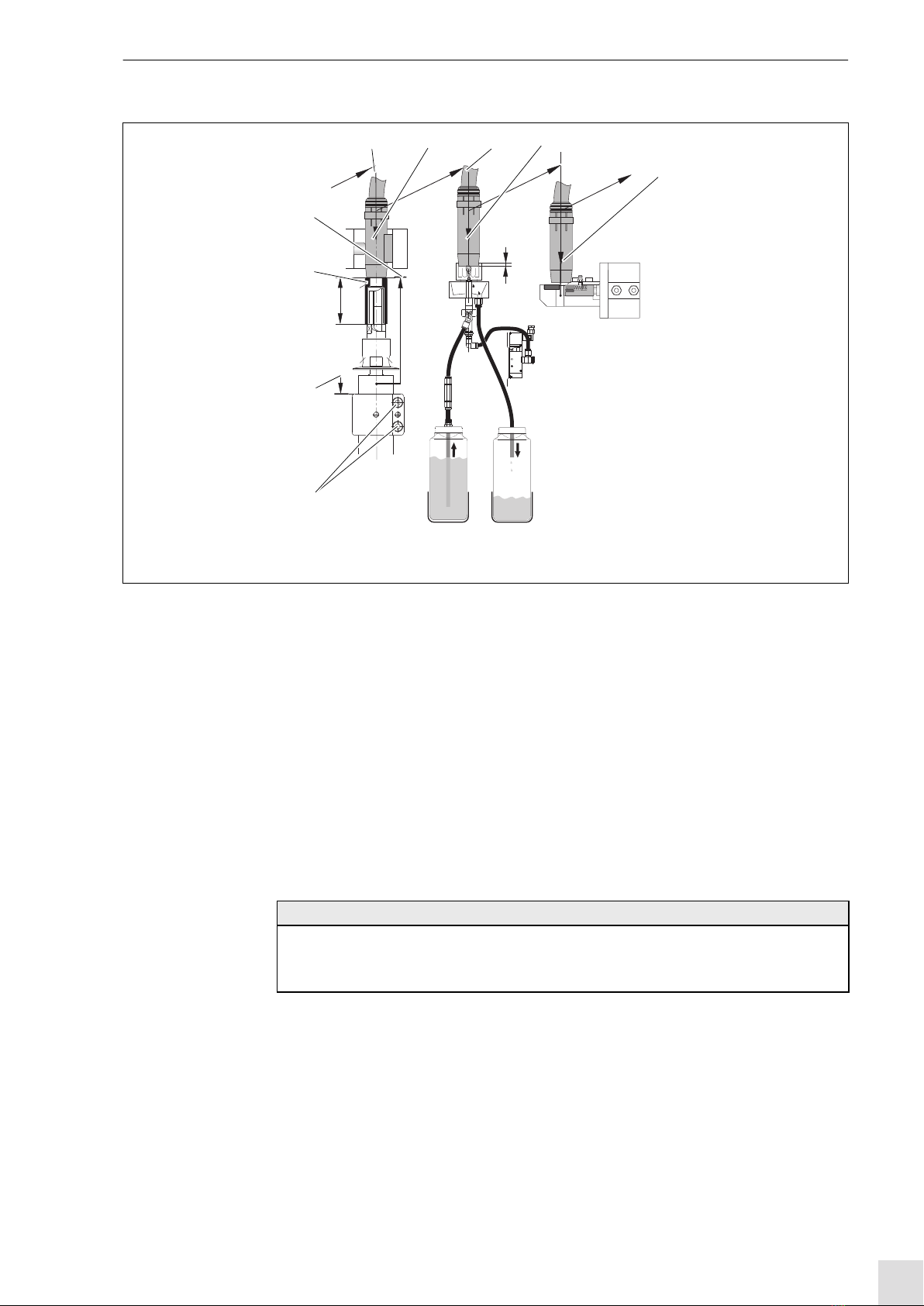
Siehe Abb. 5 Inbetriebnahme auf Seite DE-10
1Brenner mit der Gasdüse senkrecht zur Werkzeugachse über die BRS-LC fahren (1).
2In Spann-Position (2) fahren. Die Gasdüse muss mit dem zylindrischen Teil gleichmäßig am Spannprisma
anliegen. Dadurch können beim Spannvorgang keine Verwindungen am Brenner auftreten.
3Motorklemmung (6) lösen.
4Motor und Führungsschlitten in die unterste Stellung (7) schieben.
5Entsprechende Abstandhülse (8) auf Fräser setzten.
6Führungsschlitten in unterster Stellung halten und gleichzeitig den Motor mit aufgesteckter Abstandshülse
zur Anlage an die Gasdüse (9) bringen.
7Da die BRS-LC im drucklosen Zustand eingerichtet wird, muss zum Abnehmen der Abstandhülse zuerst
die Gasdüse wieder aus der Spann-Position (2) herausgefahren werden.
5.2 Einsprüheinheit VI
Siehe Abb. 5 Inbetriebnahme auf Seite DE-10
1Brenner mit der Gasdüse senkrecht über die Injektordüse Position 3 (3) und dann in Position 4 (4) fahren.
Eintauchtiefe für optimales Einsprühen: ca. 1mm
Der Einsprühvorgang ist mit dem Ansteuern des zugehörigen 5/2 Wegeventils aktiviert.
1Position 1
2Spann-Position P2
3Position 3
4Position 4
5Position 5
6Motorklemmung
7unterste Stellung (Hub unten)
8Abstandhülse
9Gasdüse
Abb. 5 Inbetriebnahme
1
ca. 1 mm
50 mm
234
5
6
7
8
9
HINWEIS
• Programmieren Sie während dem Reinigungsvorgang auch: „Ausblasen durch das Schlauchpaket“.
Der gelöste Schmutz wird von innen herausgeblasen.
Siehe 4.4 Baugruppen Optionen/Zubehör auf Seite DE-9

DE - 11
5 Inbetriebnahme BRS-CC
5.3 Drahtabschneidevorrichtung DAV
Siehe Abb. 5 Inbetriebnahme auf Seite DE-10
1Mit dem freien Drahrende den Brenner so in den Schneidbereich der Drahtschere fahren, dass der Draht
am feststehenden Backen anliegt und die Gasdüse unmittelbar über dem Messer steht (5).
2Programmieren Sie die Wegpunkte und Befehle gemäß dem Ablaufdiagramm.
5.4 Prisma befestigen
1Prisma (2) von oben in die Spannvorrichtung (1) einführen.
2Zylinderschraube (3) einschrauben.
5.5 Fräser montieren
1Fräser (2) in Spannvorrichtung (1) stecken.
2Fräser (2) mit Werkzeug (3) sichern.
HINWEIS
• Einströmende Druckluft saugt das Antispritzerschutzmittel an und vermischt es mit dem Druckluftstrom
(Venturi-Prinzip). Empfohlene Verweildauer: ca. 1 sec.
1Spannvorrichtung 2Prisma 3Zylinderschraube
Abb. 6 Prisma befestigen
12
3
1Spannvorrichtung 2Fräser 3Werkzeug
Abb. 7 Fräser montieren
12
3
HINWEIS
• Verwenden Sie für den Fräserwechsel nur Werkzeuge mit passender Schlüsselweite.
Fräseraufnahme SW 27, Fräser SW 17.

BRS-CC 5 Inbetriebnahme
DE - 12
5.6 Spannposition einrichten
Siehe auch Abb. 5 Inbetriebnahme auf Seite DE-10
1Brenner mit Gasdüse (1) senkrecht zur Werkzeugachse (Fräserachse) über die BRS-CC (3) führen (P1).
2Spannposition (P2) anfahren. Achten Sie darauf, dass der zylindrische Teil der Gasdüse (1) gleichmäßig
am Prisma (2) anliegt.
5.7 Druckluftmotor einrichten
Siehe auch Abb. 5 Inbetriebnahme auf Seite DE-10
1Motorklemmung im Führungsschlitten (4) mit den Schrauben (3) lösen.
2Druckluftmotor (5) in seiner Halterung zurückziehen.
3Erforderliche Abstandshülse (7) auf den Fräser (6) stecken.
4Brenner mit der Gasdüse (2) in Spannposition (P2) fahren.
5Führungsschlitten (4) in der unteren Position (Hub unten) halten.
6Druckluftmotor (5) mit aufgesteckter Abstandshülse (7) gegen Gasdüse (2) stellen.
7Eingestellte Motorposition mit den Schrauben (3) klemmen.
8Brenner aus Spannvorrichtung (1) fahren und Abstandshülse (7) vom Fräser (6) abnehmen.
1Gasdüse 2Prisma 3Wartungsstation BRS-CC
Abb. 8 Spannposition einrichten
12
3
1Spannvorrichtung
2Gasdüse
3Schrauben
4Führungsschlitten
5Druckluftmotor
6Fräser
7Abstandshülse
Abb. 9 Druckluftmotor einrichten
12
3
45
6
7

DE - 13
5 Inbetriebnahme BRS-CC
5.8 Elektroanschluss herstellen
Zur Ventilansteuerung sind vier Roboterausgänge 24 V DC sowie ein Robotereingang 24 V DC
erforderlich.
HINWEIS
• Die Reinigungsstation muss während der Einrichtarbeiten druck- und spannungsfrei sein und bleiben!
• Der Gasdüsendurchmesser muss mit dem des Prismas übereinstimmen.
• Die Abstandshülse muss mit der Gasdüsennennweite übereinstimmen.
• Der Fräser muss exakt auf den Brennertyp abgestimmt sein.
Abb. 10 Elektroanschluss
XPE1
PE
1325476981110 1312 1514
Y4Y2 Y3Y1 S1
X1
S1 Y4
X5.1
X5.2
X1.4
Y2
X3.2
X3.1
X1.2
Y3
X4.2
X4.1
X1.3
Y1
X2.1
X2.2
X1.1
Signale: Hub unten
Ventile: Spannen, Motor
Schere
Hub
Einsprühen
lmax < 200 mA
lmax < 200 mA
lmax < 200 mA
lmax < 200 mA
lmax < 200 mA
24 V DC
GND

BRS-CC 5 Inbetriebnahme
DE - 14
5.9 Ablaufdiagramm
Abb. 11 Ablaufdiagramm
Y1 5/2 Wegeventil Hub AUF - AB
Y2 5/2 Wegeventil Spannzylinder SPANNEN - LÖSEN und Druckluftmotor EIN - AUS
Y3 5/2 Wegeventil Drahtschere EIN - AUS
Y4 5/2 Wegeventil Injektor EIN - AUS
Option Ausblasen Ausblasen durch das Schlauchpaket EIN - AUS
Ready Ausgangsstellung Reinigungsstation (Hubzylinder unten, S1 aktiviert)
Tab. 14 Erläuterungen
Reinigen &
Einsprühen
Position P1
anfahren
Position P2
anfahren
Ausgang
Y2 = I
Wartezeit
ca. 0,5 sek.
Ausgang
Y1 = I
Wartezeit
ca. 2 sek.
Ausgang
Y1 = 0
Position P3
anfahren
Ausgang
Y4 = 1
nein
ja
Input
Ready = 1
Option
Ausblasen = 1
Input
Ready = 1
Position P4
anfahren
Ausgang
Y4 = 0
Position P3
anfahren
Ausgang
Y3 = I
Wartezeit
ca. 0,5sek.
Option
Ausblasen = 0
Ausgang
Y3 = 0
Ausfahren aus
Wartungsstation
Ursache feststellen
u. beseitigen nein
ja
Ursache feststellen
u. beseitigen
Ausgang
Y2 = 0
Wartezeit
ca. 1 sek.
Position P5
anfahren
DE - 15
5 Inbetriebnahme BRS-CC
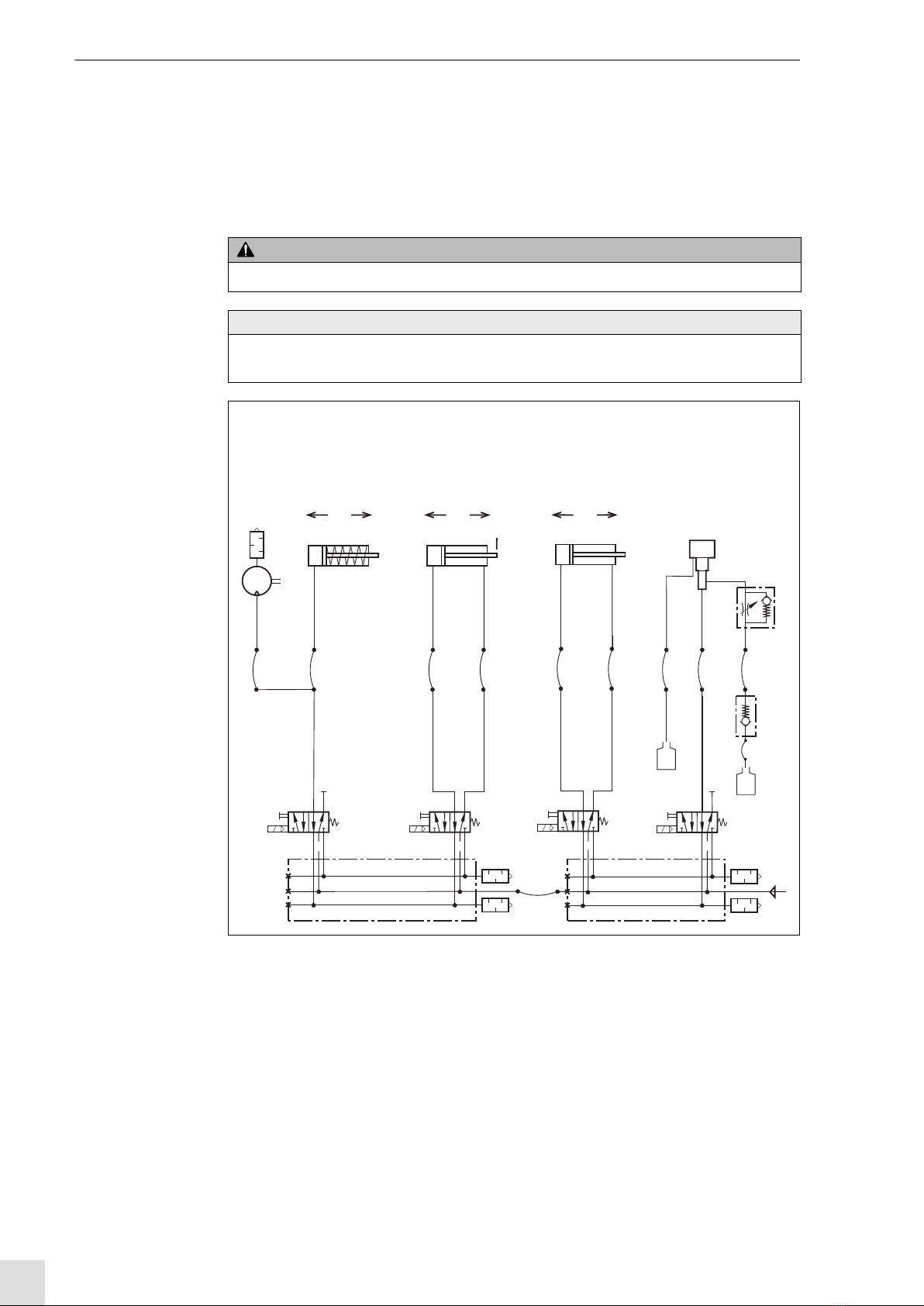
5.10 Pneumatik anschließen
Für die Zuleitung ist ein Druckluftschlauch min. ø 6mm Lichte Weite erforderlich, der mittels
Anschlussverschraubung (nicht im Lieferumfang erhalten) an der Anschlussplatte am Ständer befestigt wird.
Vorteilhaft ist ein Absperrventil in der Zuleitung. Damit kann die BRS-CC für eventuelle Installations- und
Wartungsarbeiten schnell und einfach drucklos geschaltet werden.
WARNUNG
Bis zur vollständigen Installation muss die Wartungsstation BRS-CC druckfrei bleiben.
HINWEIS
• Die Schnittleistung der DAV ist abhängig vom Betriebsdruck, der Motordrehzahl und der Zerstäubung
des Antispritzschutzmittels. Ermitteln Sie die günstigste Einstellung in einem Testlauf.
Abb. 12 Pneumatik anschließen
Y4
Y3
5
2
3
4
1214
1
5
2
3
4
1214
1
Y1
5
2
3
4
1214
1
Y2
5
2
3
4
1214
1
LW 6 LW4 LW4 LW4 LW4 LW4 LW6 LW4 LW4
LW6
Z2 Z1 Z3
M
S1
Motor
aus ein
und
Spannzylinder
lösen spannen
Hubzylinder
ab zu
auf auf
Drahtschere
ein aus
Injektor
BRS-CC 6 Betrieb
DE - 16
6 Betrieb
1Robotersteuerung einschalten.
2Schweißvorgang starten.
3Schweißvorgang beenden.
7 Außerbetriebnahme
1Robotersteuerung ausschalten.
8 Wartung und Reinigung
Regelmäßige und dauerhafte Wartung und Reinigung sind Voraussetzung für eine lange Lebensdauer und
eine einwandfreie Funktion. Beachten Sie dabei folgendes:
8.1 Wöchentlich reinigen
1Zustand des Fräser überprüfen.
2Reinigung der Spanneinheit bzw. des Fräsers.
3Messerführung nach ca. 2000 Schnitten am Schmiernippel ölen.
HINWEIS
• Da die Wartungsstation BRS-CC in ein Schweißsystem eingebunden ist, müssen Sie im Betrieb die
Betriebsanleitungen der schweißtechnischen Komponenten z.B. Schweißbrenner und
Robotersteuerung beachten.
• Stellen Sie sicher, dass die Wartungsstation BRS-CC nur mit Frontblech betrieben wird.
HINWEIS
• Da die Wartungsstation BRS-CC in ein Schweißsystem eingebunden ist, richtet sich die
Außerbetriebnahme nach der Robotersteuerung. Beachten Sie dabei die Abschaltprozeduren aller im
Schweißsystem vorhandenen Komponenten.
GEFAHR
Verletzungsgefahr durch unerwarteten Anlauf
Für die gesamte Dauer von Wartungs-, Instandhaltungs-, Demontage- und Reparaturarbeiten ist folgendes
zu beachten:
• Schalten Sie die Stromquelle aus und sperren Sie die Druckluftzufuhr ab.
• Ziehen Sie den Netzstecker.
GEFAHR
Stromschlag
Gefährliche Spannung durch fehlerhafte Kabel.
• Überprüfen Sie alle spannungsführenden Kabel und Verbindungen auf ordnungsgemäße Installation.
• Tauschen Sie schadhafte, deformierte oder verschlissen Teile aus.
HINWEIS
• Die angegebenen Wartungsintervalle sind Richtwerte und beziehen sich auf den Einschichtbetrieb.
• Wartungs- und Reinigungsarbeiten düfen nur von qualifizierten und ausgebildeten Fachkräften
durchgeführt werden.
• Tragen Sie während der Wartungs- und Reinigungsarbeiten immer Ihre persönliche Schutzkleidung.

DE - 17
9 Störungen und deren Behebung BRS-CC
8.1.1 Messer wechseln
Die Messerstandzeit beträgt ca. 20.000 Schnitte. Diese Angabe ist ein Richtwert und wurde im
Versuchsaufbau mit Stahldraht 1,0mm (Typ SG 2) ermittelt. Bei anderen Drahtelektroden sind
Abweichungen möglich.
1Deckel mit Schmiernippel vorsichtig abschrauben.
2Messer abschrauben und wechseln.
3Deckel wieder aufschrauben.
4Feststehenden Backen auf Verschleißerscheinungen überprüfen, ggf. wenden oder auswechseln.
8.2 Monatlich reinigen
Eine monatliche Grundreinigung ist empfehlenswert, bei extremen Arbeitsbedingungen notwendig.
9 Störungen und deren Behebung
9.1 Reinigungseinheit BRS-LC
9.2 Einsprüheinheit VI
HINWEIS
• Führen die angegebenen Maßnahmen nicht zum Erfolg, wenden Sie sich bitte an Ihren Fachhändler
oder an den Hersteller.
• Beachten Sie auch die Betriebsanleitungen der schweißtechnischen Komponenten wie z.B.
Stromquelle, Druckluftleitung.
Störung Ursache Behebung
Druckluftmotor läuft nicht • Druckluftzuführung / Schlauchverbindung
unterbrochen
• Wegeventil Y1 oder Y2 schaltet nicht
• Ventilschieber hängt
• Alle Zuleitungen zum Zylinder und
Verschraubungen überprüfen
• Motor defekt, austauschen
• Signalausgang Robotersteuerung überprüfen
• Wegeventil austauschen
Mangelhafte Reinigung • Fräser defekt oder stumpf • Fräser austauschen
Brennerteile werden
beschädigt
• Falsche Ausrüstteile • Brennerabhängige Teile überprüfen
• Brenner- Eintauchtiefe überprüfen
Keine Sprühfunktion • Füllstand überprüfen
• Druckluftzuführung / Schlauchverbindungen
unterbrochen
• Wegeventil Y4 schaltet nicht
• Ventilschieber hängt
• Antispritzerschutzmittel nachfüllen
• Alle Zuleitungen zum Zylinder und
Verschraubungen überprüfen
• Signalausgang Robotersteuerung überprüfen
• Wegeventil austauschen
Tab. 15 Störungen und deren Behebung BRLS-LC
Störung Ursache Behebung
Keine Sprühfunktion • Füllstand prüfen
• Druckluftzuführung / Schlauchverbindung
unterbrochen
• Wegeventil Y4 schaltet nicht
• Ventilschieber hängt
• Antispritzerschutzmittel nachfüllen
• Alle Zuleitungen zum Zylinder und
Verschraubungen überprüfen
• Signalausgang Robotersteuerung überprüfen
• Wegeventil Y4 austauschen
Zu viel / wenig Sprühnebel • Einstellung Dosiermenge fehlerhaft • Einstellung Drosselschraube ändern
• Einstellung Druckregler überpprüfen:
min. 4 bar/max. 8 bar
Tab. 16 Störungen und deren Behebung VI
BRS-CC 10 Demontage
DE - 18
9.3 Drahtabschneidevorrichtung DAV
10 Demontage
Die Demontage darf nur von Fachpersonal durchgeführt werden. Achten Sie darauf, dass vor Beginn der
Demontagearbeiten die Abschalt-prozeduren unbedingt eingehalten werden. Beachten Sie dabei auch die
im Schweißsystem eingebundenen Komponenten.
1Schrauben lösen und Reinigungseinheit und Auffangwanne entfernen.
2Schrauben lösen und Ständer von Boden entfernen.
11 Entsorgung
Um die Wartungsstation BRS-CC ordnungsgemäß zu entsorgen, müssen Sie es zuerst demontieren. Bei der
Entsorgung sind die örtlichen Bestimmungen, Gesetze, Vorschriften, Normen und Richtlinien zu beachten.
Siehe Kapitel 10 Demontage auf Seite DE-18
Kein Sprühnebel • Flasche leer • Flasche austauschen
Störung Ursache Behebung
Tab. 16 Störungen und deren Behebung VI
Störung Ursache Behebung
Keine Schneidfunktion • Druckluftzuführung / Schlauchverbindung
unterbrochen
• Wegeventil Y3 schaltet nicht
• Ventilschieber hängt
• Alle Zuleitungen zum Zylinder und
Verschraubungen überprüfen
• Signalausgang Robotersteuerung überprüfen
• Wegeventil Y3 austauschen
Schlechte Schneidleistung • Zu geringer Arbeitsdruck
• Schwergängiger Schieber
• Schneidkante verschmutzt
• Abgenutzte Schneidkante
• Einstellung Druckregler überprüfen:
min. 4 bar/max. 8 bar
• Bewegliche Teile ausbauen, reinigen und ölen
• Reinigungsintervalle verkürzen
• Reinigen
• Anfahrposition P1 verändern
• Messer wechseln
Freies Drahtende wird
verbogen
• Draht liegt nicht am feststehenden Backen
• Gegenhalter klemmt
• Anfahrposition des Schweißbrenners korrigieren
• Bewegliche Teile ausbauen, reinigen und ölen
• Befestigungsschrauben anziehen
Tab. 17 Störungen und deren Behebung DAV
GEFAHR
Verletzungsgefahr durch unerwarteten Anlauf
Für die gesamte Dauer von Wartungs-, Instandhaltungs-, Demontage- und Reparaturarbeiten ist folgendes
zu beachten:
• Schalten Sie die Stromquelle aus und sperren Sie die Druckluftzufuhr ab.
• Schalten Sie die gesamte Schweißanlage aus.
• Ziehen Sie den Netzstecker.
HINWEIS
• Beachten Sie die Informationen in Kapitel 7 Außerbetriebnahme auf Seite DE-16.

DE - 19
11 Entsorgung BRS-CC
11.1 Werkstof fe
Dieses Produkt besteht zum größten Teil aus Kunststoffen, Stahl und Buntmetallen. Stahl und Buntmetalle
können in Stahl- und Hüttenwerken wieder eingeschmolzen werden und sind dadurch nahezu unbegrenzt
wiederverwertbar. Die verwendeten Kunststoffe sind gekennzeichnet, so dass eine Sortierung und
Fraktionierung der Materialien zum späteren Recycling vorbereitet ist.
11.2 Betriebsmittel
Öle, Schmierfette und Reinigungsmittel dürfen nicht den Boden belasten und in die Kanalisation gelangen.
Diese Stoffe müssen in geeigneten Behältern aufbewahrt, transportiert und entsorgt werden. Beachten Sie
dabei die entsprechenden örtlichen Bestimmungen und die Hinweise zur Entsorgung der vom
Betriebsmittelhersteller vorgegebenen Sicherheitsdatenblätter. Kontaminierte Reinigungswerkzeuge
(Pinsel, Lappen usw.) müssen ebenfalls entsprechend den Angaben des Betriebsmittelherstellers entsorgt
werden.
11.3 Verpackungen
ABICOR BINZEL hat die Transportverpackung auf das Notwendigste reduziert. Bei der Auswahl der
Verpackungsmaterialien wird auf eine mögliche Wiederverwertung geachtet.
Other manuals for BRS-CC
2
Table of contents
Languages:
Other BINZEL-ABICOR Industrial Equipment manuals



Popular Industrial Equipment manuals by other brands







Vahle
Vahle VKS10 Mounting instructions - Maintenance

Honeywell
Honeywell Enraf 1010 CB Programming manual

Tronair
Tronair 06-5042 Series Operation & service manual

Une
Une ZHERO manual

Festo
Festo CP Factory Original operating instructions

Pentair Flotec
Pentair Flotec EVO-MULTIPRESS 340 SX DIGIPRESS Use and maintenance manual

Kitagawa
Kitagawa AP-20 instruction manual

Graco
Graco PR70 Series instructions

PCB Piezotronics
PCB Piezotronics IMI SENSORS RH044M14 Installation and operating manual

JBI
JBI Alphadoc Setup Procedures

schmersal
schmersal AZM300Z-I2-ST-SD2P-A Instructions for operation

Hunter
Hunter AutoComp Elite Operation instructions