6862661-R1
ERIODIC MAINTENANCE
P
2
WARNING: After completing any service
procedure, always test the attachment
through five complete cycles. First test
the attachment empty, then test with a load
to make sure the attachment operates
correctly before returning it to the job.
2.1 100-Hour Maintenance
Every time the lift truck is serviced or every 100 hours
of truck operation, whichever comes first, complete the
following maintenance procedures:
• Check for loose or missing bolts, worn or damaged
hoses and hydraulic leaks.
• Check edges of contact pads for wear or sharp nicks
that could damage or tear paper rolls. Grind edges
smooth.
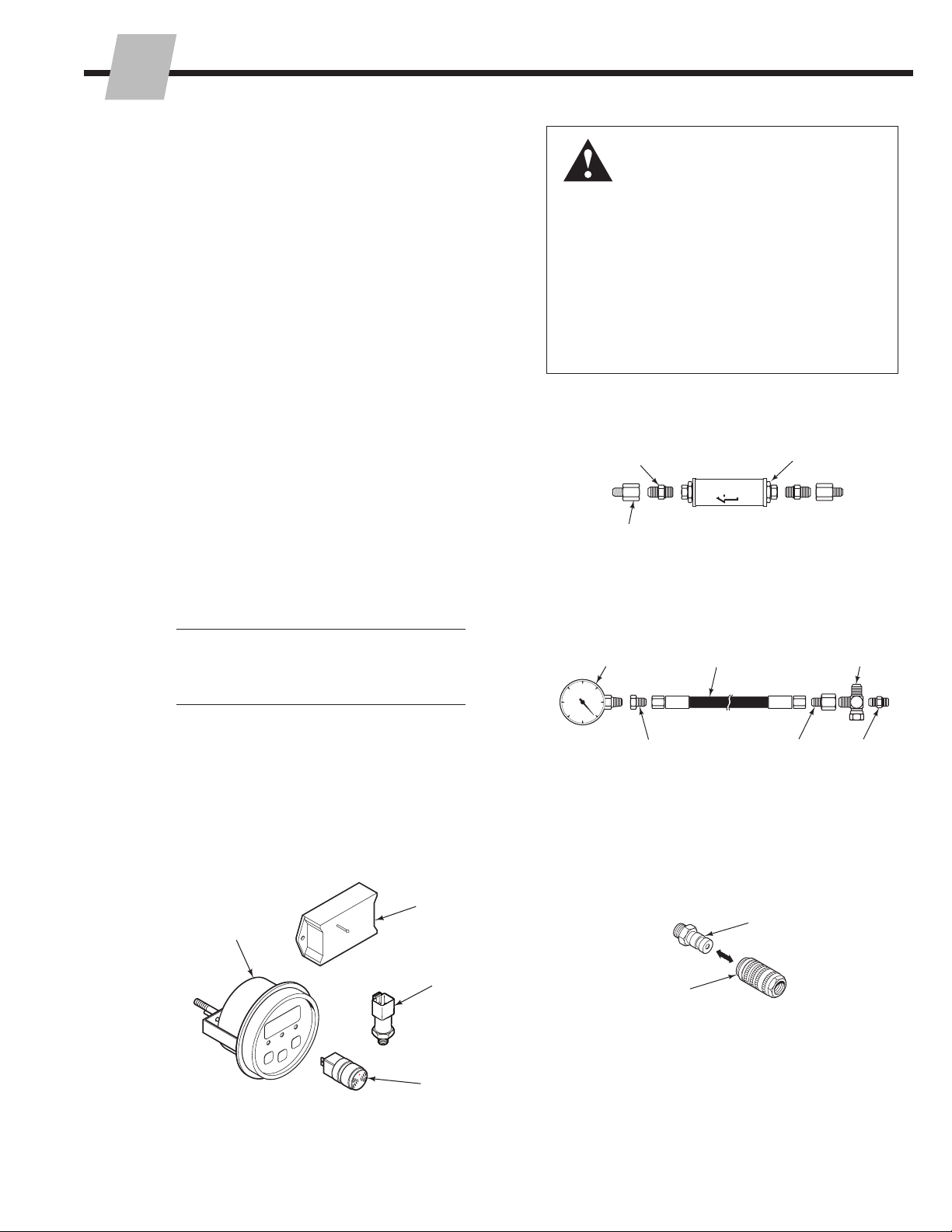
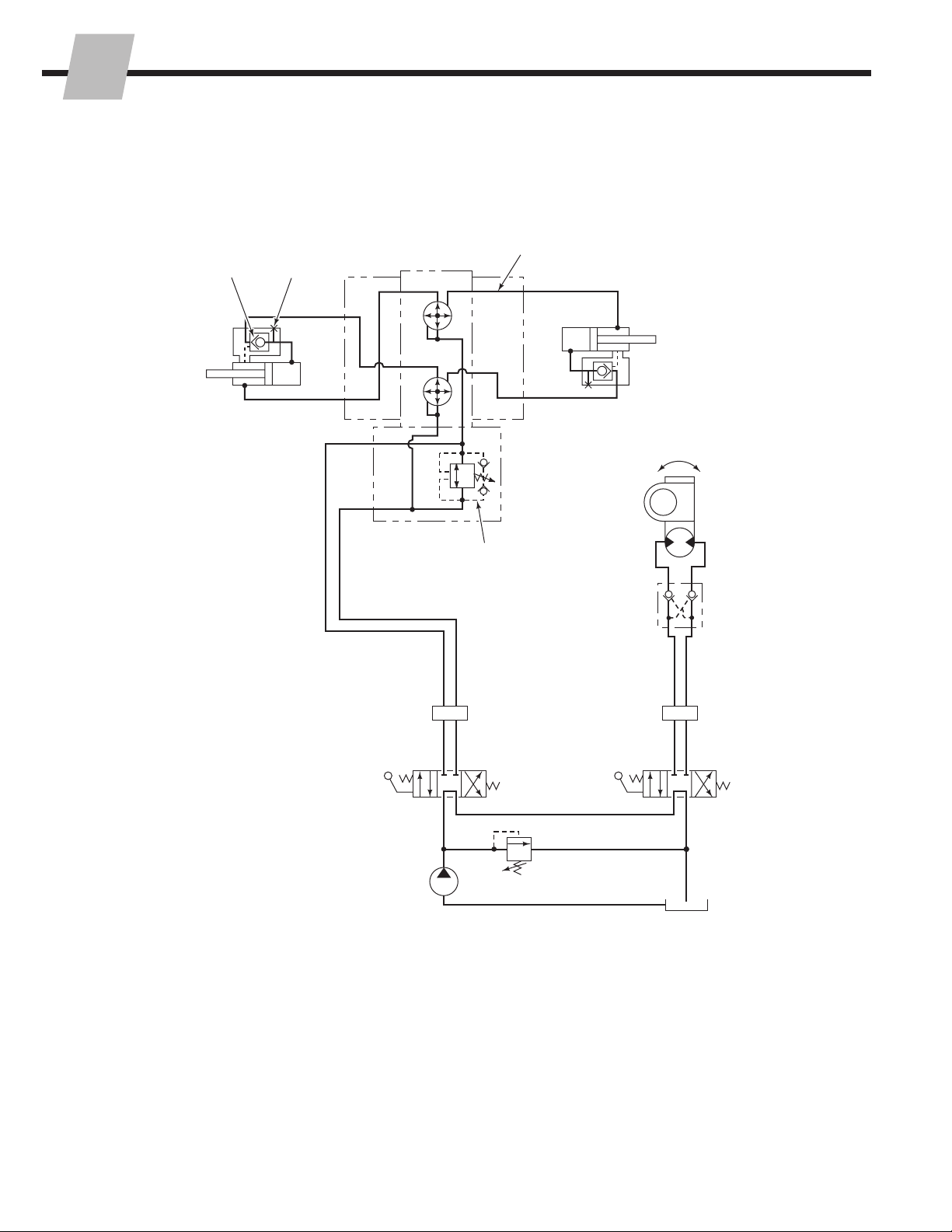
• Check that load-holding hydraulic system is functioning
properly. For this test, Cascade Clamp Force Indicators
300G-DFI-812C and 300G-CFI-812C are available.
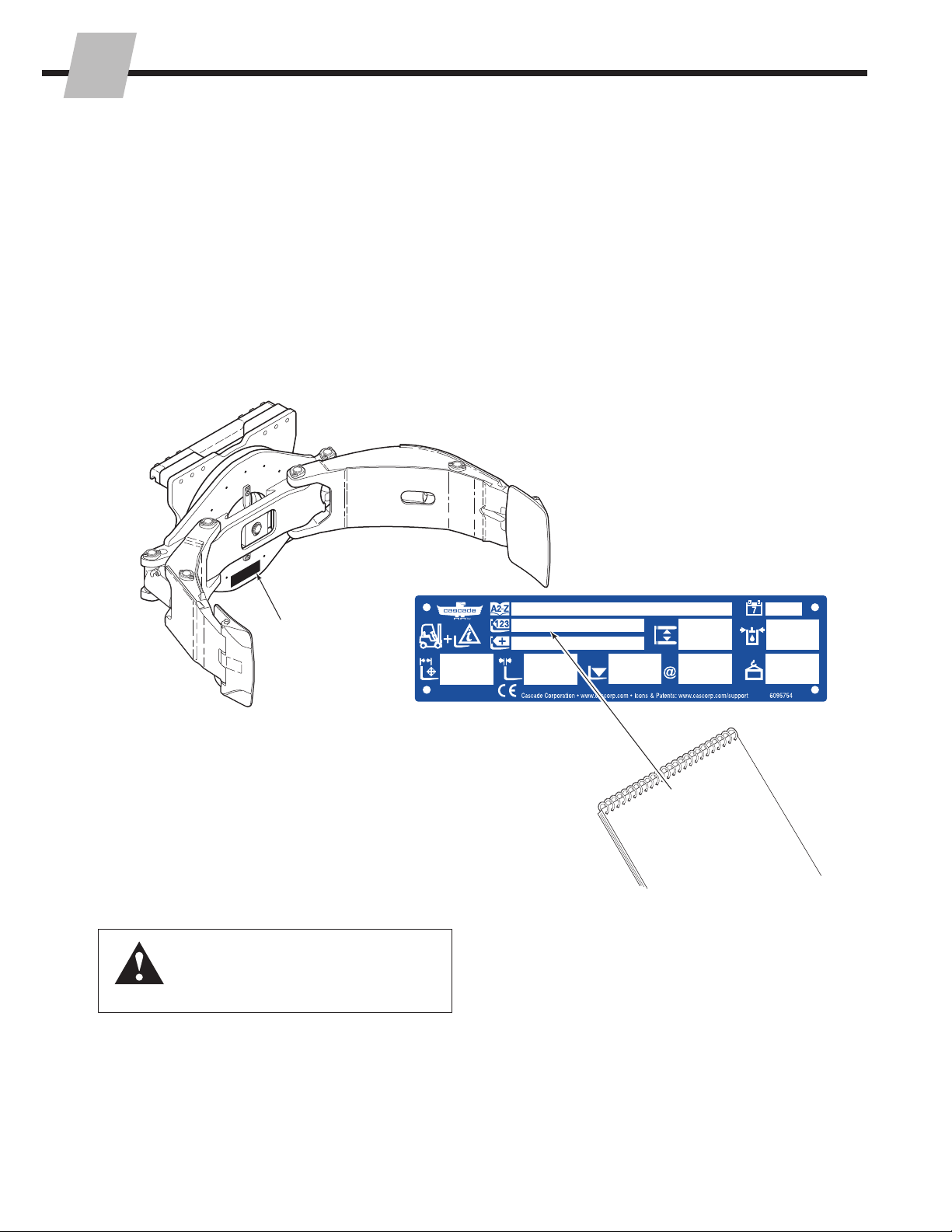
• Check decals and nameplate for legibility.
2.2 500-Hour Maintenance
After each 500 hours of truck operation, in addition to the
100-hour maintenance, perform the following procedures:
• Tighten lower mounting hook capscrews to 122 ft.-lbs.
(165 Nm).
• Tighten rotator drive capscrews to 24 ft.-lbs. (32 Nm).
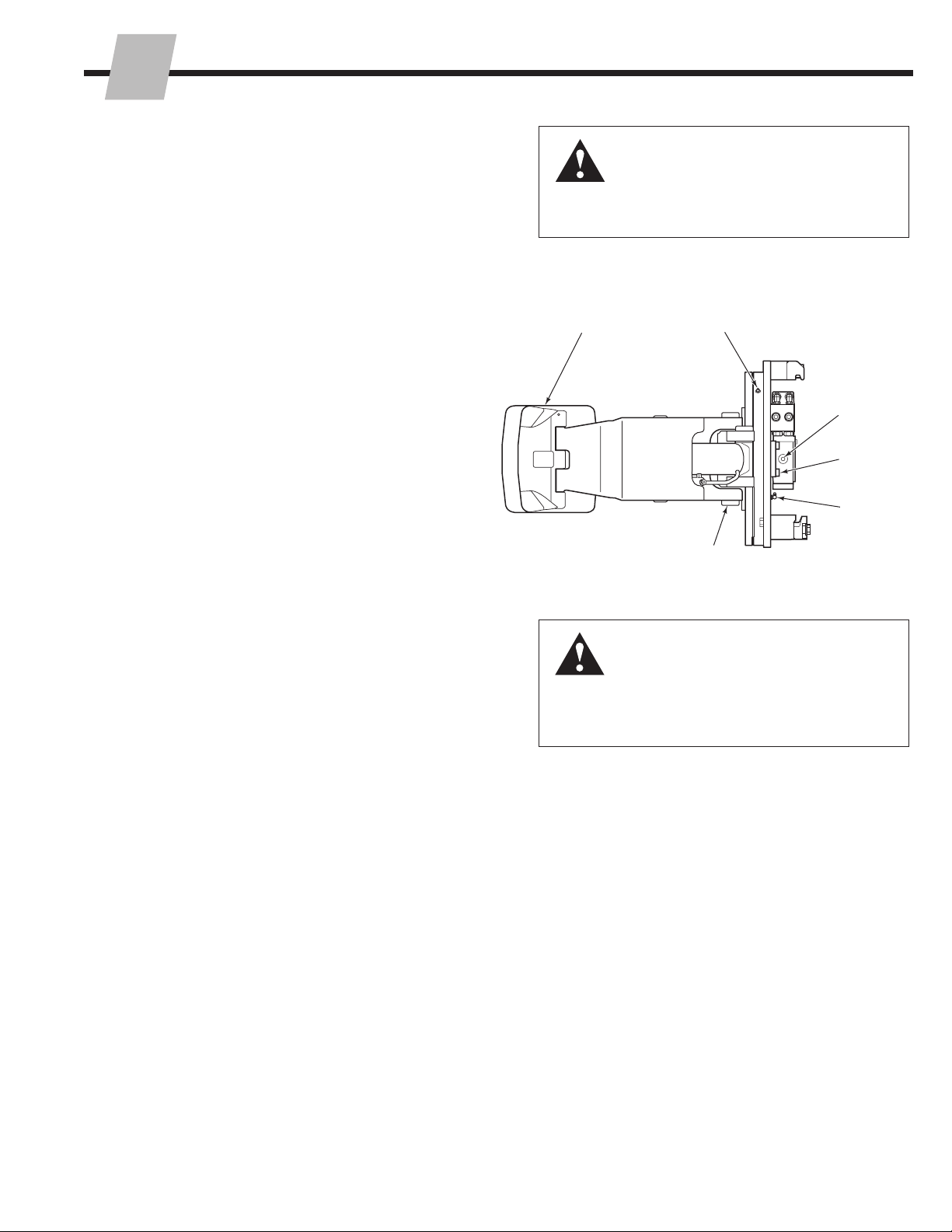
• Lubricate rotator bearing assembly ball race (A) and
gear (B) with EP-2 grease. (Whitmore 'Omnitask' or
equivalent). Rotate attachment in 90° increments and
grease in each position.
• Initial 500 Hours – Check rotator drive gearcase
lubricant level (remove vent cap). Oil should be filled
up to the bottom of the fill plug hole. Add oil through
the fill plug hole. If necessary, fill with Cascade Rotator
Drive Lubricant, Part No. 656300 or SAE 90 wt. gear
lube (AGMA 'mild' 6 EP Gear Oil). Replace the plug.
• Inspect all arm, frame and cylinder pivot bushings for
wear. Replace if necessary.
• Inspect all load-bearing structural welds on arms,
arm pivots and cylinder pivot areas for visual cracks.
Replace components as required.
• Inspect wear tile, arm tips and contact pads for wear
and damage. Replace or repair, as needed. Refer to
Section 4.2.
Contact Pad
Edges
Fill and
Level Hole
Rotator
Drive
Capscrews
Gear
Grease
Filling (B)
Ball Race Grease
Fitting (A)
Arm, Cylinder
Pivot Joints
WARNING: A sampling of rotation
capscrews must be checked for proper
torque at 500 hours (see TB183). A
complete inspection is required every
2000 hours. Failure to keep the capscrews
tightened can result in attachment damage
and serious injury.
10H
Left Side