It is important that the permanent position of
the grinder unit provides clearance of several
feet behind, to either side, and approximately
eight feet or more in front of the grinder unit.
If the grinder is set on a stand, or leg extensions
are attached, an adequate platform must be
provided to provide safe access to the grinder
unit. It will be necessary to have an approved
platform or device to provide access so the unit
can be properly sanitized, disassembled,
assembled, and maintained. Consideration must
be given to allow for complete service to the
grinder unit.
Platforms should be so designed not to make
the hopper guard, or other guarding, ineffective.
The hopper guard is not a hopper for holding a
large amount of material, it is designed to keep
the operator away from the feedscrew. If the
location of this grinder unit compromises this
feature, special guarding may be necessary.
Consult your Safety Engineer, Plant Engineer,
and O.S.H.A. for all regulations related to the
guarding of this machine.
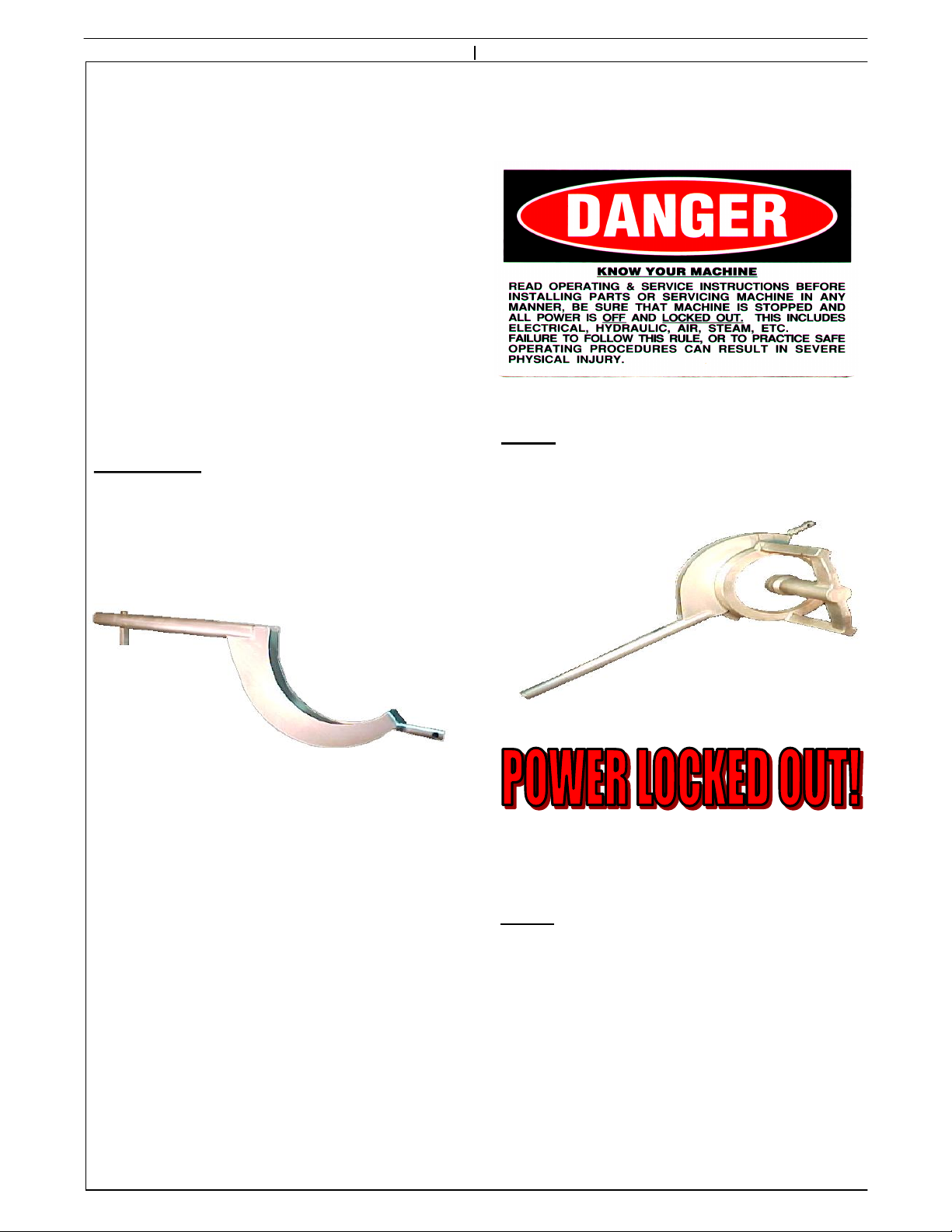
Only the feedscrew puller and ring lift can be
attached to the grinder unit directly. Do not use
the grinder frame to support other equipment
without prior approval from Dixie Grinders Inc.
The grinder frame is not to be used as a
personal stand, and under no circumstances
should anyone be allowed to climb on it or use it
as a platform. Remember to Work Safely!
LIFT EQUIPMENT REQUIRED:
We recommend using a 5,000 pound capacity
fork lift with 48" or longer forks. Do not
attempt to unload the grinder unit from a
commercial van from ground level! Only
authorized and properly trained equipment
movers should attempt to unload the grinder
unit. Remember to Work Safely!
PRE-UNLOADING INSPECTION:
Before the grinder unit is unloaded, inspect the
unit for any damage before unloading. If the
machine is damaged consult your management,
the trucking company, and Dixie Grinders Inc.
before unloading the machine!
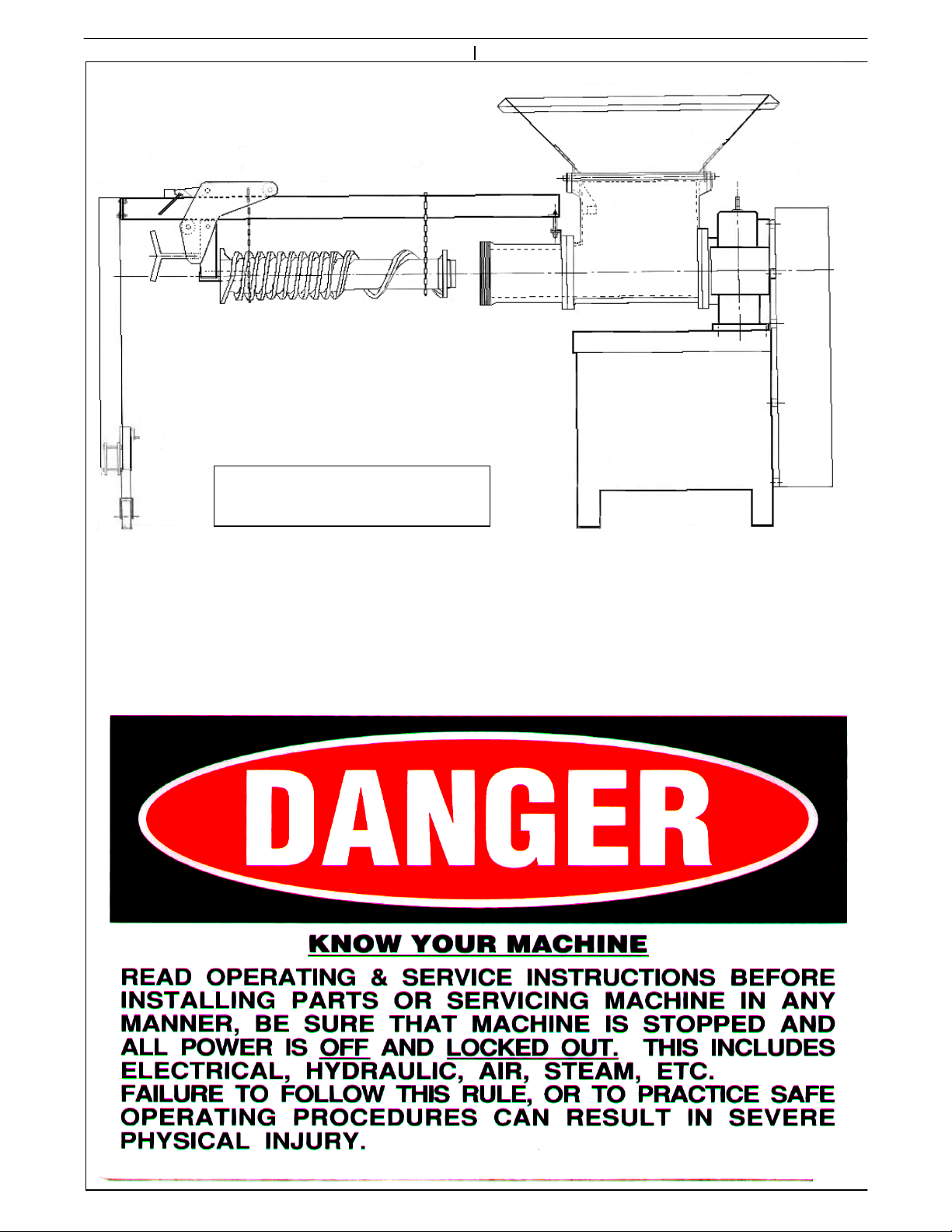
UNLOADING GRINDER UNIT:
With the commercial van properly chocked and
secured to the loading dock, and using only
approved and adequate dock plates should any
attempt be made to unload this machine. Lift
only under the grinder frame, never attempt to
pick up a grinder from the hopper or gearbox.
The forks should be long enough to extend
beyond the end of the frame a safe distance.
Unload the grinder unit and all parts that have
been shipped with the grinder unit. Consult the
packing slip to insure that all pieces have been
unloaded.
UNPACKING:
When the grinder has been properly unloaded it
should be placed in a suitable location for
unpacking. The belt guard protector and the
shipping skids may be removed. Remove any
spare parts that may have been shipped in the
grinder hopper. Use appropriate equipment
and appropriate personal safety equipment in
this process. Remember to Work Safely!