July 2016
P 2
da Vinci
Jr.2.0 Mix
The purpose of this user manual is to help users understand and use the da Vinci Jr. 2.0 Mix 3D printer correctly. It contains
the operating instructions, maintenance information and application skills of the da Vinci Jr. 2.0 Mix 3D printer. To learn
more about the latest news of the da Vinci Jr. 2.0 Mix 3D printer, please contact local dealers or visit the ofcial website of
XYZprinting: http://www.xyzprinting.com
Trademarks
All trademarks and registered trademarks are the property of their respective owners.
Print History
New editions of this manual incorporate new and changed material different from previous editions. Minor corrections and
updates may be incorporated into reprints of the current edition without releasing additional announcements or documenta-
tion regarding the updated version. The User Manual is for user reference only. If you need to obtain the latest information,
you are welcomed to visit the XYZprinting website: www.xyzprinting.com
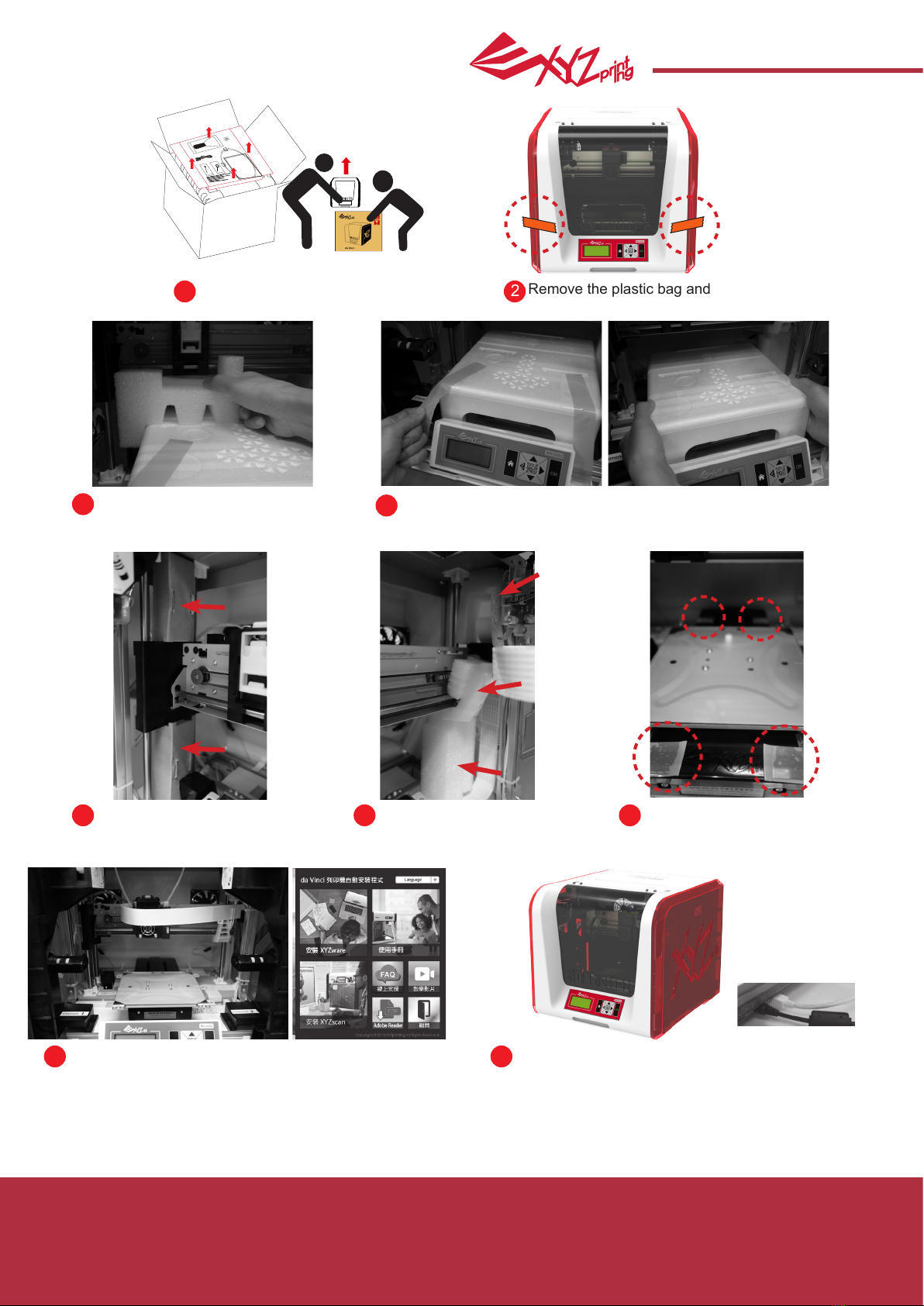
Before using this printer, please first remove
the xed materials from the printing module and
printing bed. Switching on the printer's power
without removing these fixed materials may
damage the machine.
Registration via XYZware before your rst print
is strongly recommended. When registered with
XYZprinting, you will receive latest technical
supports and updates. To register, simply click
"Register Now" to begin.
You may use XYZware to initiate manual updates to the printer
rmware and software. When using the printer for the rst time,
we recommend connecting to the Internet and performing manual
update once to obtain the latest resources.
The optimal room temperature for printing is 15-26 ◦C (60-78 ◦F).
Printing quality may be affected if room temperature is higher or
lower.
If you need more detailed technical support and program
resources, visit the website:
http://support.xyzprinting.com/global_en/Support
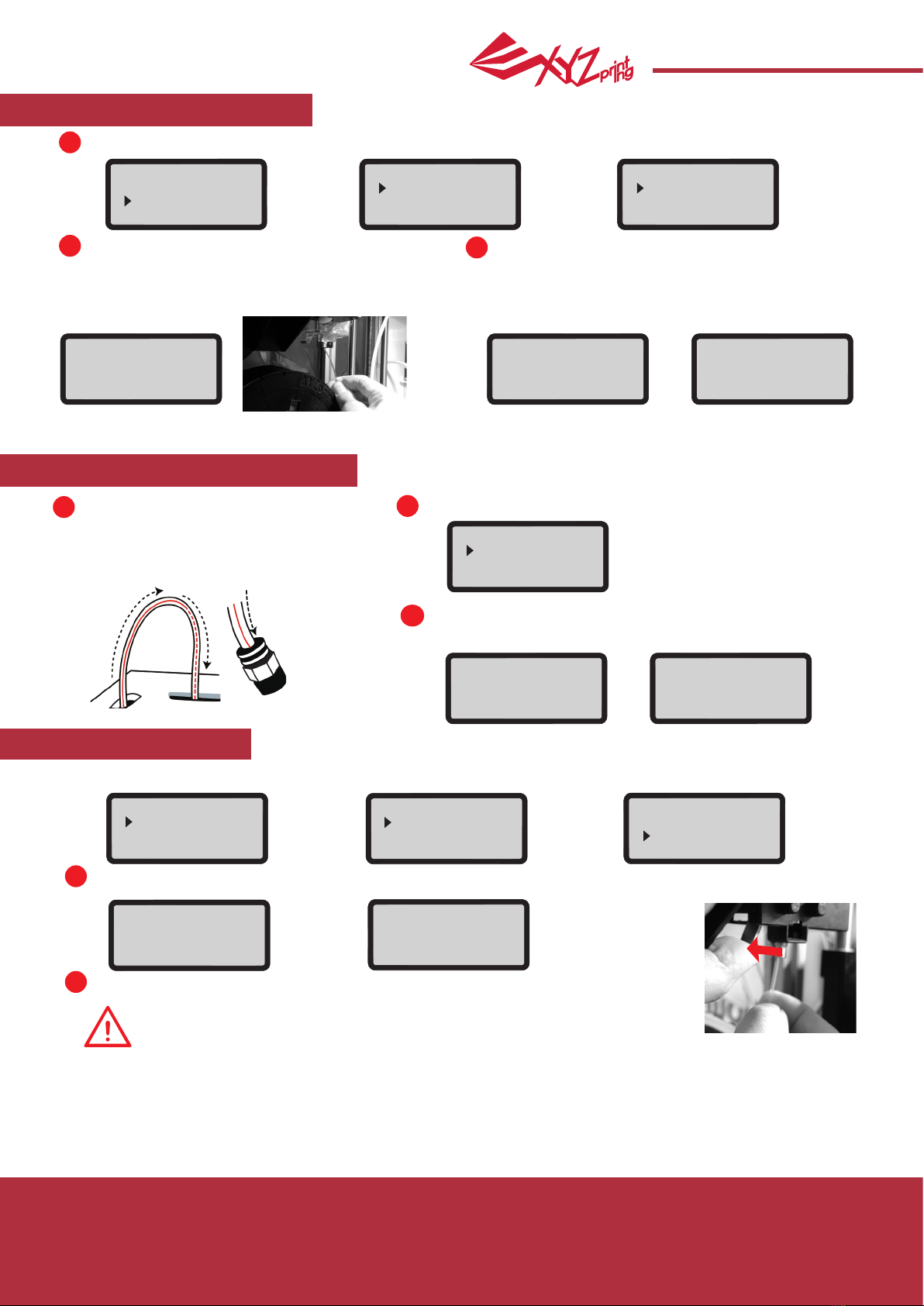
Before operating the printer, insert the SD card in the SD card port
to make sure that the printing program is able to run properly.
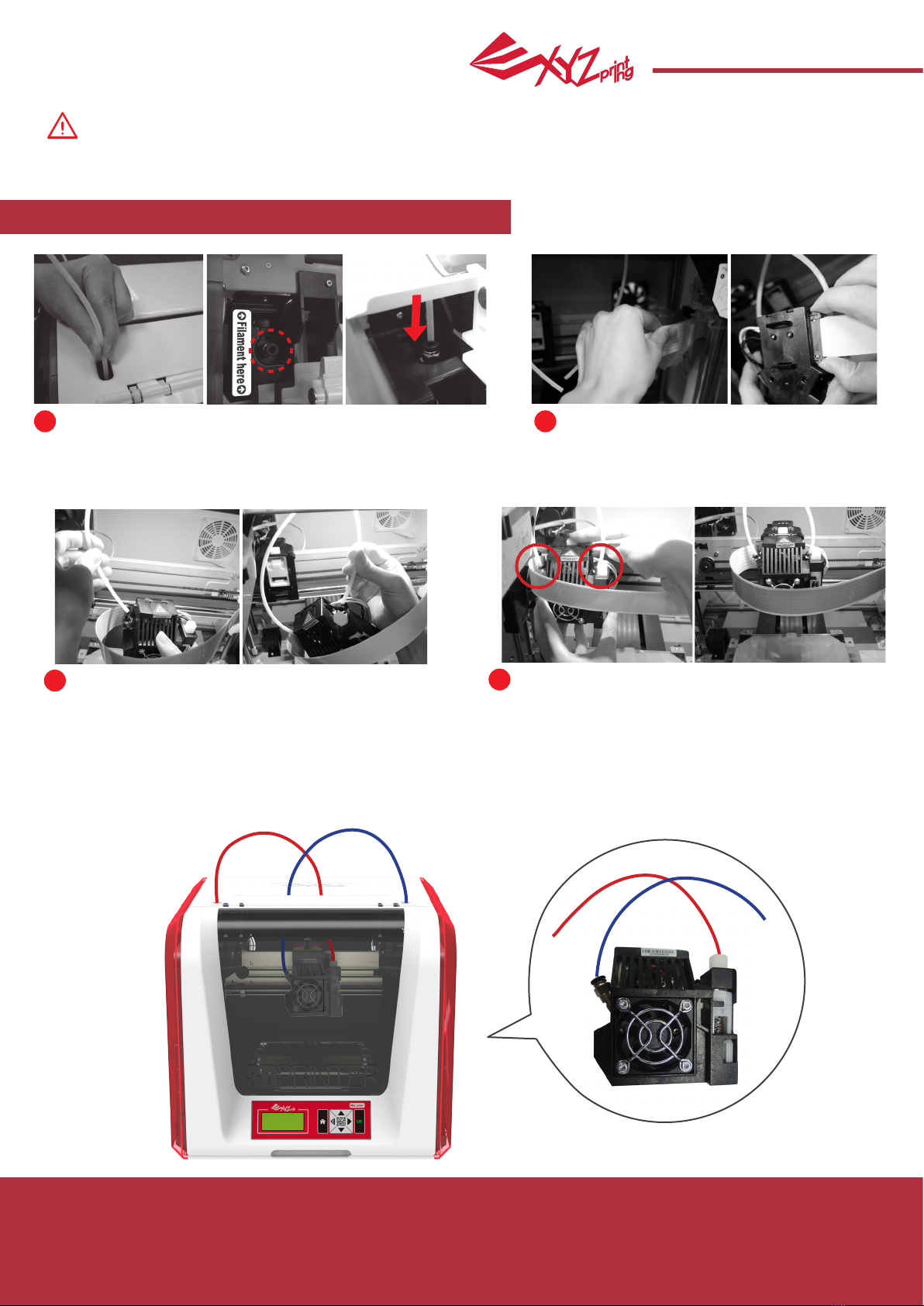
Before you start printing, please afx the bed tape on the print
bed. The bed tape may be removed after printing is complete. (Bed
tape can be reused.)
Before launching XYZware, connect the PC to with printer
using the USB cable. For a better user
experience, it is strongly advised to follow the proper
procedure for using the product.
Please carefully read the contents of the product
instruction manual before using this product.
2
3
4
5
5
1
6
7
8
8
3