Instruction Manual
D103606X012
CVX Valve
June 2017
7
valve and replace the gaskets (key 43). If the packing box leaks, tighten hex nuts (key 68). If leakage continues,
replace the packing (key 64). Be sure to properly isolate the CVX valve prior to disassembly of valve or packing.
Maintenance
It is recommended that diagnostic tests be performed on the valve 3-6 months prior to scheduled maintenance
shutdowns. Complete valve disassembly is recommended if tests performed on the valve indicate leakage, sticking or
substandard operation. If diagnostics indicate normal valve operation, complete disassembly and inspection of the
CVX is recommended during every other regularly scheduled outage or after 24-36 months, whichever comes first.
Table 2 identifies the recommended inspection tips and diagnostics that can be performed with corresponding repair
and replacement information.
Table 2. Inspection Summary
Key Part Description Inspection Tips and Diagnostics Repair Replacement
1Valve Body Inspect for erosion, thermal fatigue, and other
damage.
Consult your local Emerson Service Center for a recommendation on
necessary weld repair or replacement if damage exists.
6 Bonnet
Inspect gasket surfaces for damage that could indicate
gasket leakage. Inspect packing box to ensure no
galling, scoring, or particulate is present.
If damage exists consult your local Emerson Service Center for a
recommendation on necessary weld repair or replacement.
20 Nozzle Body Flange Inspect gasket surfaces for damage that could indicate
gasket leakage when spray nozzles are replaced. Replacement Only As needed
21 Cage
Inspect cage bore for excessive wear, galling damage,
particulate damage, and flow passage damage or
clogging.
Consult your local Emerson Service
Center for a recommendation on
necessary repair or replacement if
damage exists.
As needed for optimal
performance
22 Plug
Inspect for seat erosion, excessive wear, galling
damage, and particulate damage, paying close
attention to the seating and guiding surfaces.
Re-cutting/machining of seating
surfaces can be performed by your
local Emerson Service Center.
As needed for optimal
performance
23, 53 Stem and Stem Pin Inspect stem for dings, scoring, and galling. Inspect
valve stem connection for tightness.
Valve stem connection can be
repaired by your local Emerson
Service Center.
As needed
24 Seat Inspect for seat erosion, particulate damage, galling,
and proper bolt torque (if applicable, refer to table 5).
Re-cutting/machining of seating
surfaces can be performed by your
local Emerson Service Center.
As needed to maintain proper
shutoff
25 Plug Retainer Inspect for excessive wear, galling, and other damage. Repair can be performed by your
local Emerson Service Center. As needed
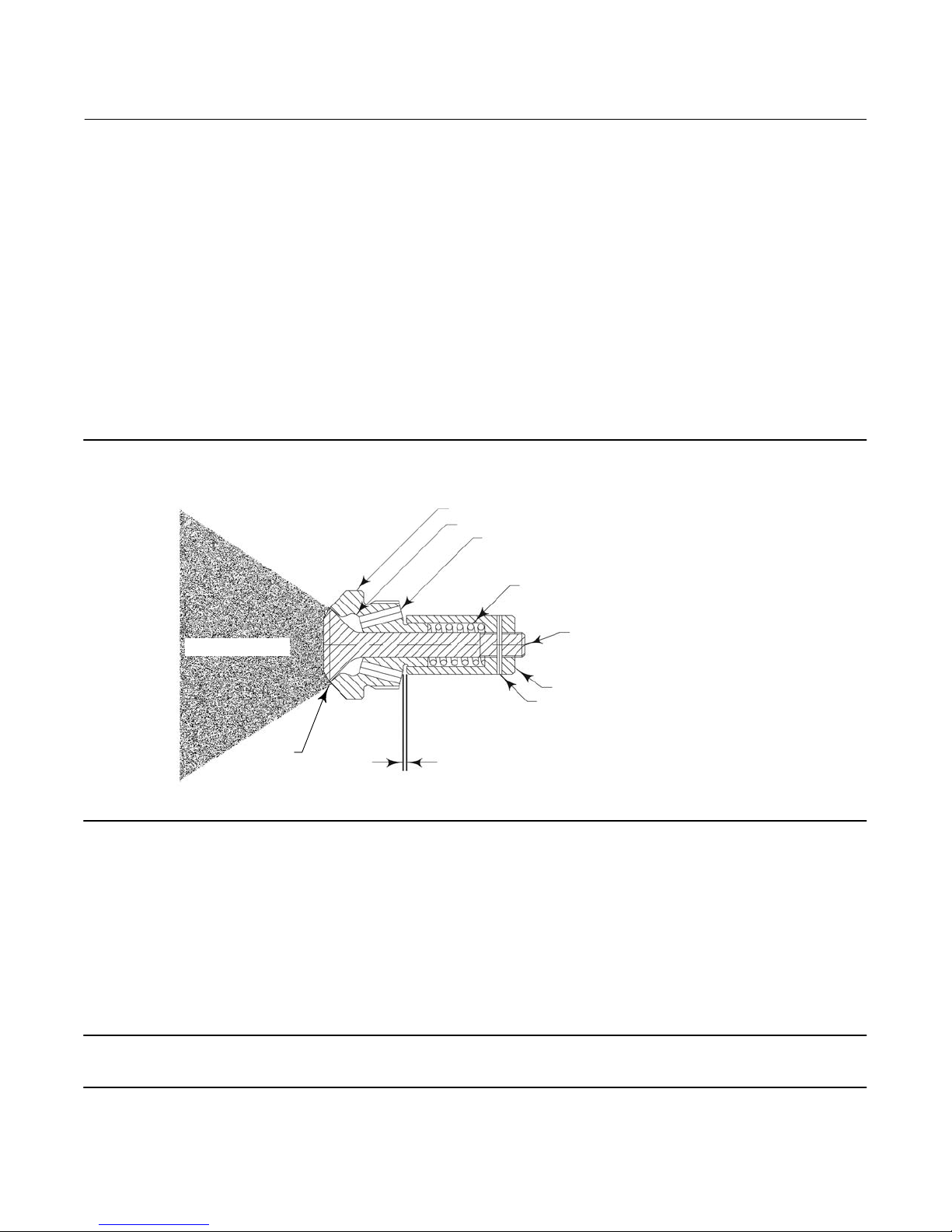
30 Spray Nozzle Refer to Nozzle Maintenance Section. Replacement every 24-36 months
for optimal performance
37 Nozzle Sleeve Inspect for particulate or magnetite buildup when
spray nozzles are replaced. Clean if necessary As needed
43, 47, 48,
75 All Gaskets Every valve disassembly requires replacement of
gaskets. Replacement Only Every valve disassembly
45 Piston Ring
Inspect for particulate buildup, scoring, and excessive
wear. Ensure piston ring is free to expand and contract
in the groove.
Replacement Only As needed
46 Bore Seal Ring Inspect for excessive wear, galling, signs of leakage,
and other damage. Replacement Only Every 36 months for optimal
performance
63 Packing Box Ring Inspect for scoring, galling, and other damage. Replacement Only As needed
64 Packing Set Every valve disassembly requires replacement of the
packing set. Replacement Only Every valve disassembly
65 Packing Follower Inspect for scoring, galling, and other damage. Replacement Only As needed
66 Packing Flange Inspect for scoring, galling, and other damage. Replacement Only As needed
77 Bolted Diffuser Inspect for thermal fatigue, erosion, particulate
damage, and flow passage damage or clogging. Clean if necessary As needed
N/A Welded Diffuser Inspect for thermal fatigue, erosion, particulate
damage, and flow passage damage or clogging. Clean if necessary Consult your local Emerson Service
Center if replacement is necessary.