G4003G Gunsmith's Lathe -1-
Table of Contents
INTRODUCTION ............................................... 2
Foreword ........................................................ 2
Contact Info ................................................... 2
Machine Data Sheet ...................................... 3
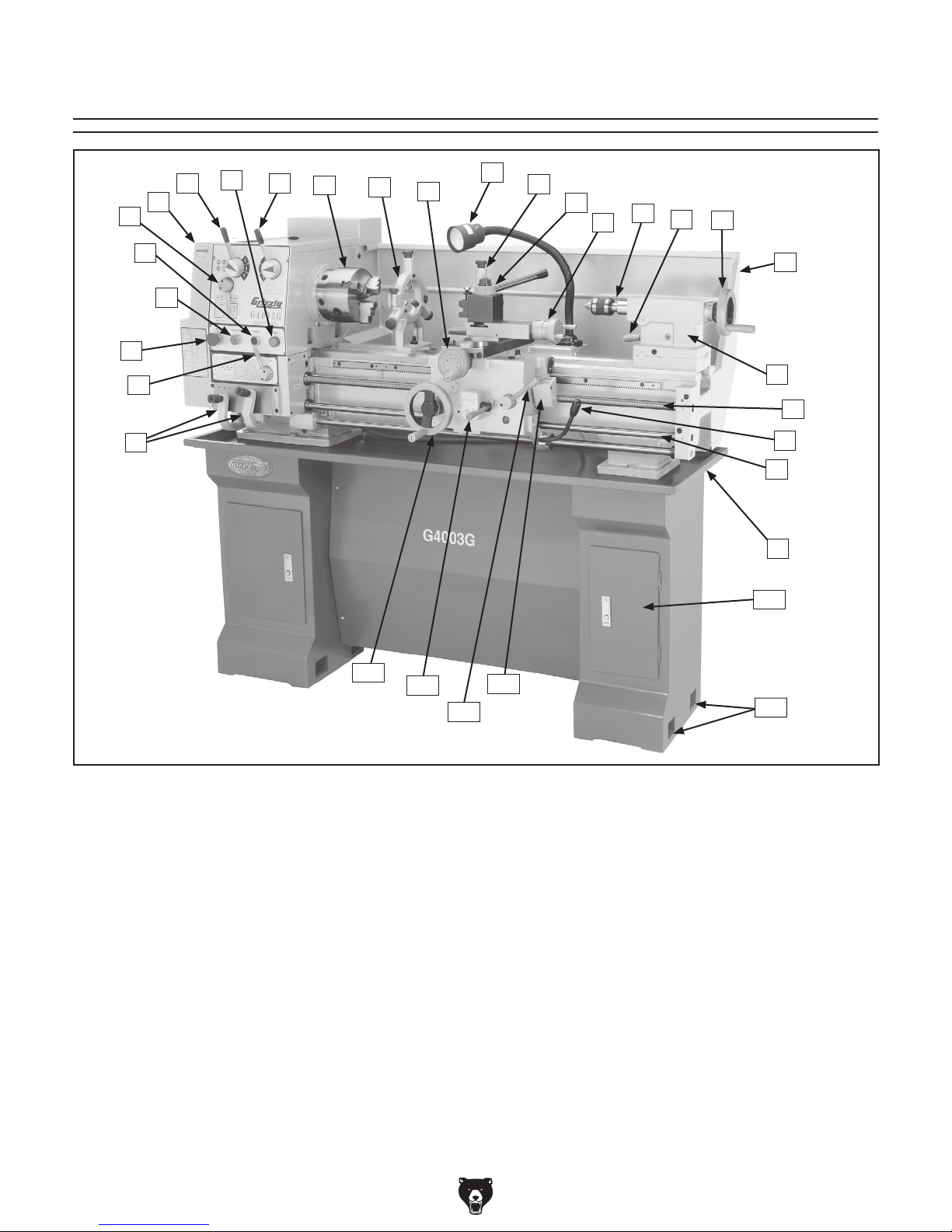
Identification ................................................... 5
SECTION 1: SAFETY ....................................... 6
Additional Safety Instructions for Lathes ....... 8
Glossary of Terms ......................................... 9
SECTION 2: CIRCUIT REQUIREMENTS ...... 10
220V Single-Phase ...................................... 10
SECTION 3: SETUP ....................................... 11
Setup Safety ................................................ 11
Items Needed for Setup ............................... 11
Unpacking .................................................... 11
Inventory ...................................................... 12
Site Considerations ...................................... 13
Clean Up ...................................................... 13
Mounting to Shop Floor ............................... 14
Cabinet Base Assembly ............................... 14
Lifting & Moving ........................................... 15
Test Run & Break-In ................................... 16
Tailstock Setup ............................................ 17
SECTION 4: OPERATION .............................. 19
Operation Safety .......................................... 19
Spindle Speeds ............................................ 19
Mounting Chuck and Faceplate .................. 20
Centers ........................................................ 22
Spider ........................................................... 22
Steady Rest ................................................. 23
Follow Rest .................................................. 23
Feed Direction Lever ................................... 24
Feed Rod Lever ........................................... 24
Gearbox Levers ........................................... 25
Feed Rate Chart .......................................... 25
Carriage/Cross Feed Lever ......................... 26
Half-Nut Lever and Inch Threading ............. 26
Change Gears and Metric Threading .......... 28
Carriage Handwheels .................................. 29
Tool Post & Holder ...................................... 30
Tailstock Controls ........................................ 30
SECTION 5: ACCESSORIES ......................... 31
SECTION 6: MAINTENANCE ......................... 33
Basic Maintenance ...................................... 33
Lubrication ................................................... 33
SECTION 7: SERVICE ................................... 35
Troubleshooting ........................................... 35
Gibs .............................................................. 37
Bearing Preload ........................................... 38
Wiring—Electrical Box ................................ 41
Wiring—Motor & Control Panel .................. 43
Wiring—Plug, Light & Spindle Switch ......... 45
SECTION 8: PARTS ....................................... 47
Components ................................................. 47
Gearbox Gearing ......................................... 48
Gearbox Shifters .......................................... 50
Quick Change System ................................. 52
Apron ........................................................... 54
Saddle .......................................................... 56
Compound Slide .......................................... 58
Tailstock ....................................................... 59
Lathe Bed & Motor ....................................... 60
Base ............................................................. 61
Feed Rod ..................................................... 63
Machine Labels ............................................ 64
Electrical Components ................................. 65
Steady & Follow Rest Assemblies ............... 66
WARRANTY AND RETURNS ........................ 69