TABLE OF CONTENTS
1ACCIDENT PREVENTION AND SAFETY REGULATION..................................................................1
1.1 Advice for the operator.........................................................................................................................1
1.2 The electrical equipment according to European Standard" CENELEC EN 60204-1"........................1
1.3 Warning labels .....................................................................................................................................1
1.4 Emergencies according to European Standard “CENELEC EN 60204-1”..........................................1
2MACHINE TRANSPORTATION AND INSTALLATION.......................................................................2
2.1 Machine dimensions ............................................................................................................................2
2.2 Transporting the machine....................................................................................................................2
2.3 Minimum requirements for housing the machine.................................................................................2
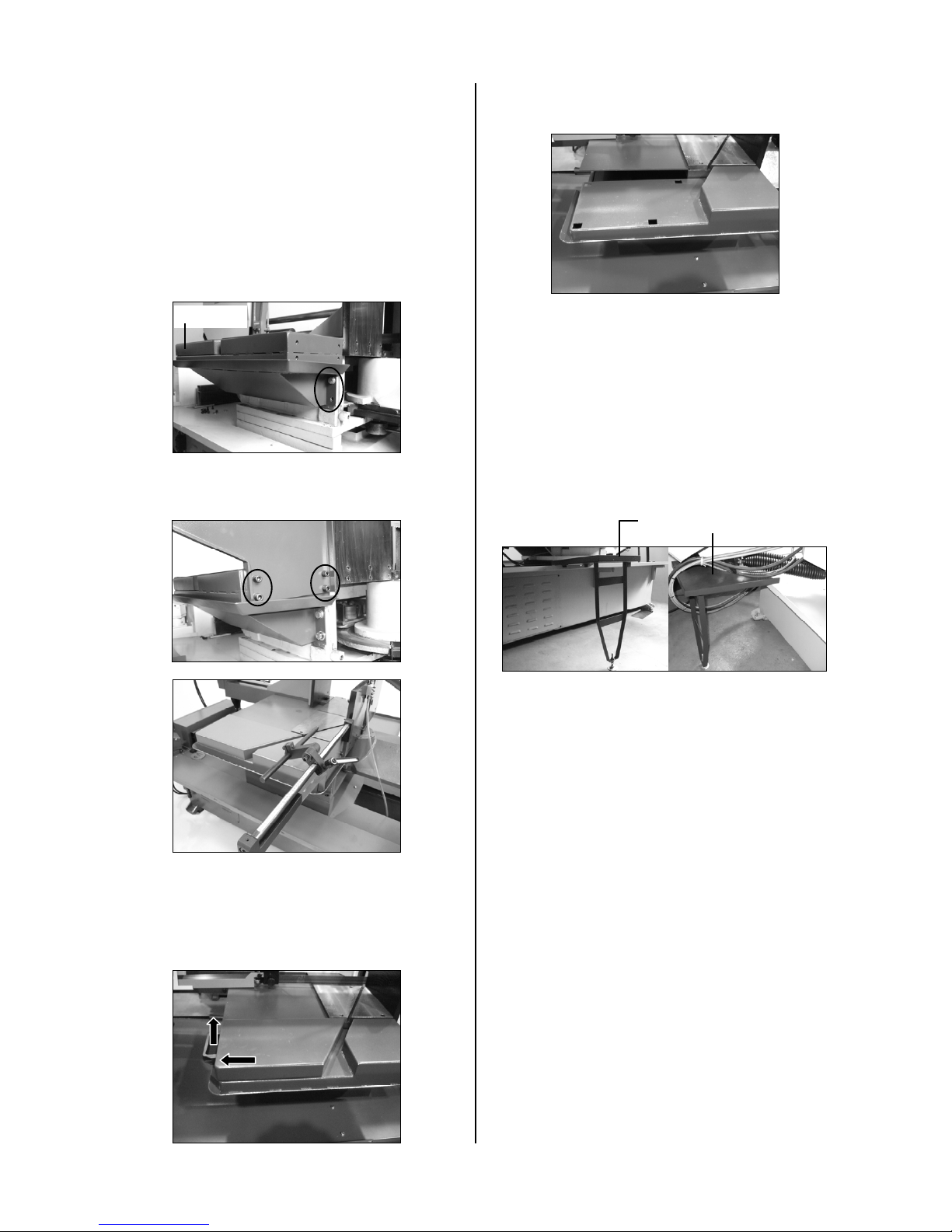
2.4 Installing the rear coolant return tray...................................................................................................2
2.5 Install the outlet tray, length stop device and mobile coolant trays. ....................................................3
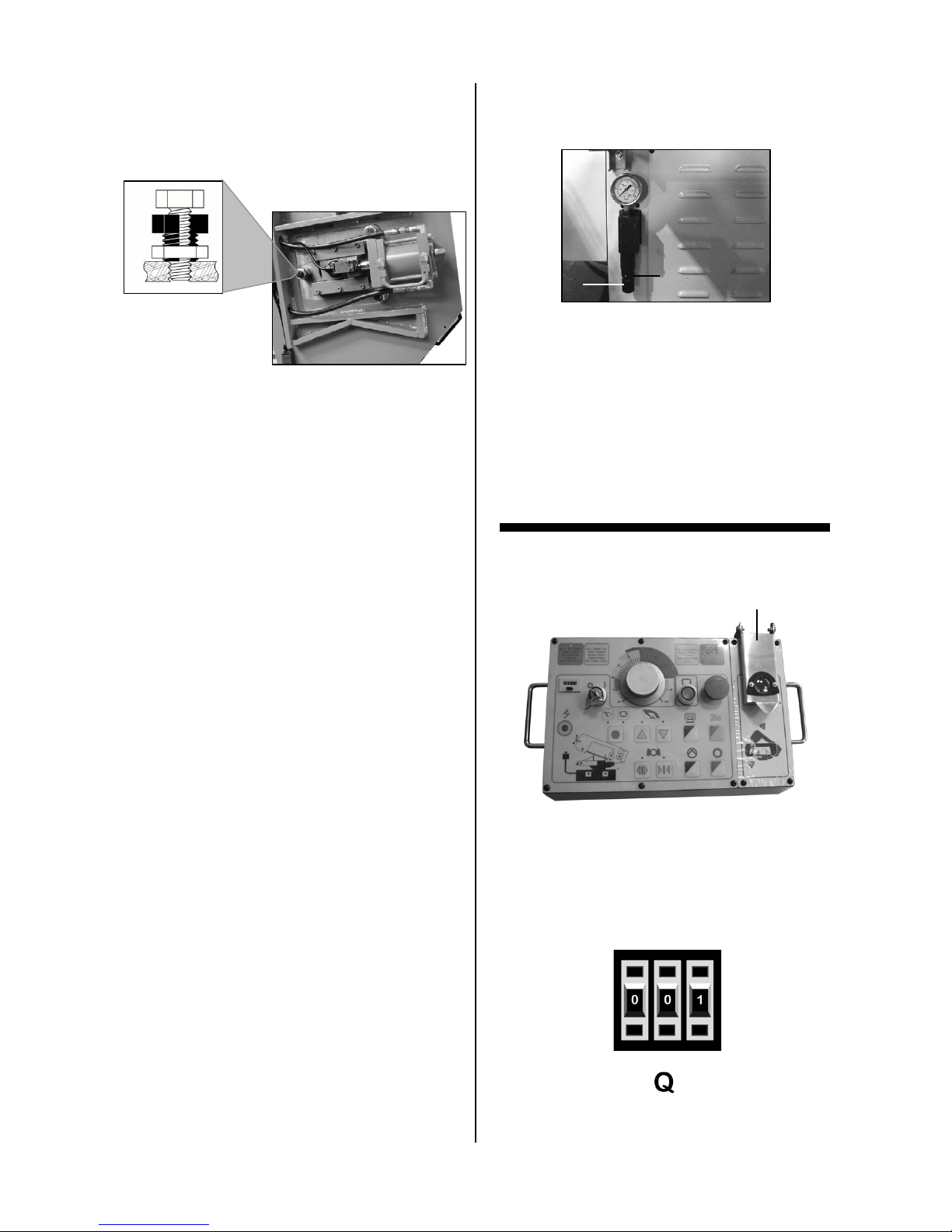
2.6 Securing to foundation.........................................................................................................................3
2.7 Leveling the machine...........................................................................................................................3
2.8 Deactivation of machine.......................................................................................................................4
3DESCRIPTION OF MACHINE PARTS................................................................................................4
3.1 Control panel........................................................................................................................................4
3.2 Indicator lights......................................................................................................................................4
3.3 The saw bow........................................................................................................................................5
3.4 The vise system...................................................................................................................................5
3.5 The base..............................................................................................................................................5
3.6 Chip tray...............................................................................................................................................5
3.7 Blade broken micro switch...................................................................................................................5
3.8 Chip brush............................................................................................................................................5
3.9 Blade speed indicator ..........................................................................................................................5
3.10Open Blade Cover Safety Device........................................................................................................6
3.11Speed change dial ...............................................................................................................................6
3.12Blade angle scale.................................................................................................................................6
3.13Attached coolant device.......................................................................................................................6
4SET UP AND PRE-OPERATIONS......................................................................................................6
4.1 Adjusting the tungsten carbide guides.................................................................................................6
4.2 Thrust Roller Adjustment .....................................................................................................................7
4.3 Guide Roller adjustment ......................................................................................................................7
4.4 Adjusting the cutting precision.............................................................................................................7
4.5 Blade tracking adjustment (Manual blade tension type)......................................................................7
4.6 Blade tracking adjustment (Hydraulic blade tension type)...................................................................8
4.7 Placing the saw blade onto the drive wheel and flywheel....................................................................8
4.8 Hydraulic vise pressure........................................................................................................................8
5OPERATION PREPARATIONS...........................................................................................................8
5.1 Setting the stroke limit..........................................................................................................................8
5.2 Positioning the vise..............................................................................................................................9
5.3 Angle cutting ........................................................................................................................................9
5.4 Using the vise.......................................................................................................................................9
5.5 Adjusting the blade speed....................................................................................................................9
5.6 Changing the transmission belt............................................................................................................9
5.7 Selecting Automatic and Manual operation.......................................................................................10
5.8 Changing the blade (Manual blade tension type)..............................................................................10
5.9 Changing the blade (Hydraulic blade tension type)...........................................................................10
5.10Laser guide device (optional).............................................................................................................11
5.11Install the vertical press on the vise jaws for bundle cutting (optional)..............................................11
6OPERATION CYCLE.........................................................................................................................12
6.1 Operation cycle..................................................................................................................................12
6.2 Stopping or emergency stopping.......................................................................................................12
6.3 Automatic shutoff during machine operation .....................................................................................12
7ROUTINE AND SPECIAL MAINTENANCE.......................................................................................13
7.1 Daily maintenance..............................................................................................................................13
7.2 Weekly maintenance..........................................................................................................................13
7.3 Monthly maintenance.........................................................................................................................13
7.4 Six-monthly maintenance...................................................................................................................13
7.5 Oils for lubricating coolant..................................................................................................................13
7.6 Oil disposal.........................................................................................................................................13
7.7 Special maintenance..........................................................................................................................13
7.8 Changing gear oil...............................................................................................................................13
8TECHNICAL CHARACTERISTICS....................................................................................................14
8.1 Table of cutting capacity and technical details ..................................................................................14
8.2 NOISE TESTS ...................................................................................................................................14