3
Table of Contents
Warranty and Service............................................................................................................................................2
Table of Contents..................................................................................................................................................3
Warning.................................................................................................................................................................4
Introduction ...........................................................................................................................................................6
Specifications........................................................................................................................................................6
Features and Terminology ....................................................................................................................................7
Unpacking .............................................................................................................................................................8
Shipping Contents.................................................................................................................................................8
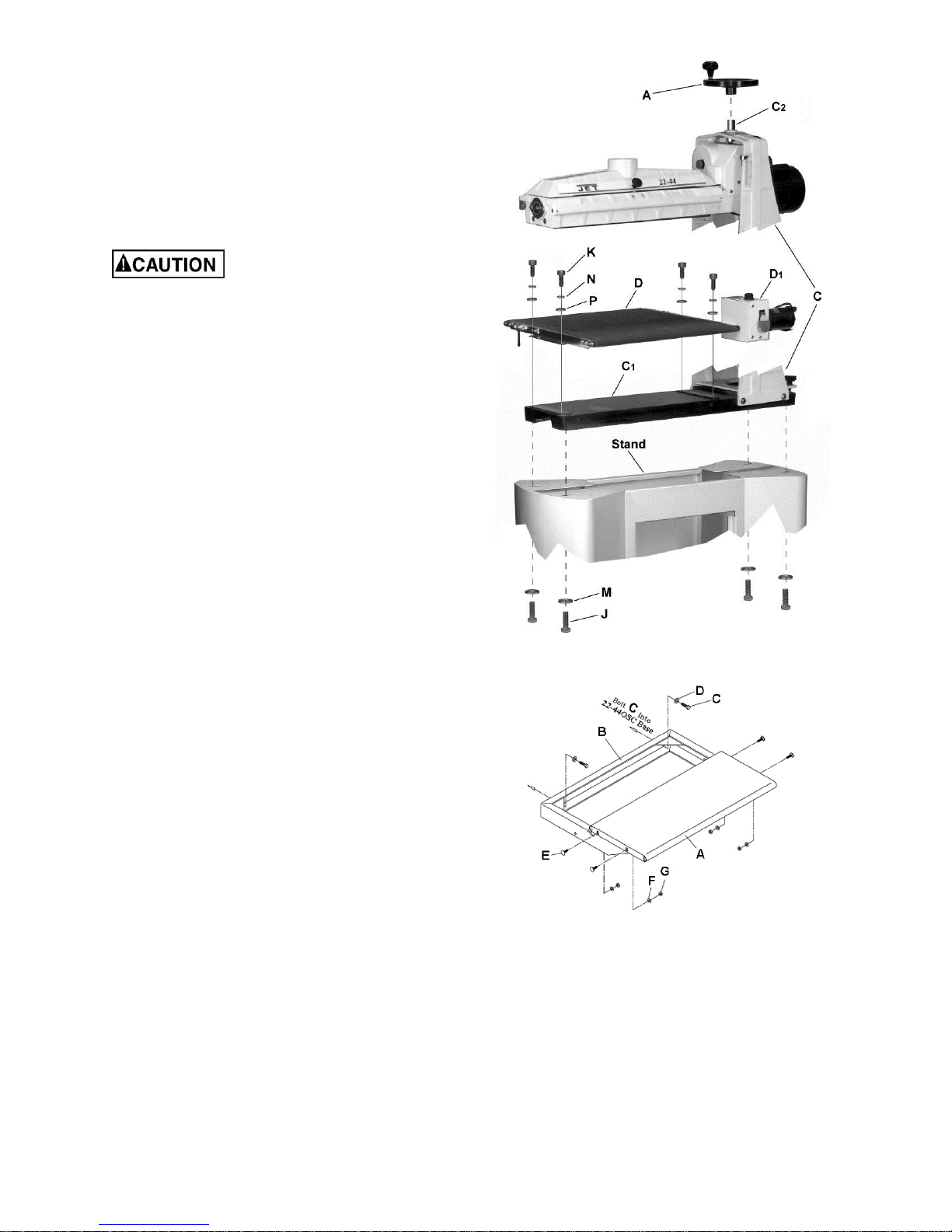
Assembly...............................................................................................................................................................9
Stand Assembly ................................................................................................................................................9
Drum Head Installation....................................................................................................................................10
Conveyor Table Installation.............................................................................................................................10
Installing Accessories..........................................................................................................................................10
Infeed and Outfeed Tables..............................................................................................................................10
Dust Cover ......................................................................................................................................................11
Dust Collection ................................................................................................................................................11
Installing Abrasives .........................................................................................................................................11
Grounding Instructions........................................................................................................................................13
Extension Cords..............................................................................................................................................13
Operating Controls..............................................................................................................................................14
On/Off Switch (Sanding Drum)........................................................................................................................14
Switch Lockout ................................................................................................................................................14
Conveyor.........................................................................................................................................................14
Drum Height Control........................................................................................................................................14
Oscillator Switch..............................................................................................................................................14
Adjustments ........................................................................................................................................................15
Depth Gauge...................................................................................................................................................15
Conveyor Belt Tension and Tracking ..............................................................................................................15
Trackers ..........................................................................................................................................................15
Conveyor Belt Replacement............................................................................................................................16
Checking Drum Alignment...............................................................................................................................16
Fine Tuning Drum Alignment...........................................................................................................................17
Tension Roller Alignment ................................................................................................................................17
Tension Roller Pressure Adjustment...............................................................................................................18
Drum Height Control Adjustment.....................................................................................................................18
Operation ............................................................................................................................................................19
Basic Operating Procedure .............................................................................................................................19
Setting Depth of Cut........................................................................................................................................19
Establishing Proper Drum Height....................................................................................................................19
Selecting SandSmart™ Feed Rates ...............................................................................................................19
Tips for Maximum Performance......................................................................................................................20
Maintenance........................................................................................................................................................21
Tracker Kit...........................................................................................................................................................22
Abrasives ............................................................................................................................................................23
Abrasive Selection Guide................................................................................................................................23
Optional Accessories ..........................................................................................................................................24
Troubleshooting ..................................................................................................................................................24
Troubleshooting – Motor and Electrical Problems...........................................................................................24
Troubleshooting – Mechanical Problems ........................................................................................................25
Troubleshooting – Operational Problems........................................................................................................26
Replacement Parts..............................................................................................................................................26
Drum Head Assembly – Exploded View..........................................................................................................27
Drum Head Assembly – Parts List ..................................................................................................................28
Conveyor and Motor Assembly – Exploded View ...........................................................................................30
Conveyor and Motor Assembly – Parts List ....................................................................................................31
Gearbox Assembly..........................................................................................................................................32
Closed Stand Assembly..................................................................................................................................33
Infeed and Outfeed Tables..............................................................................................................................34
Wiring Diagram ...................................................................................................................................................35