English English
5
Digital communications for accurate and reliable
performance.
PC boards are potted in epoxy for the ultimate in
outdoor protec- tion.
Connectors are filled with environmental protective
grease.
Designed for the Power Wave®AC/DC 1000 SD
series of prod- ucts for the best arc in the industry.
Wire feed speed accuracy calibrated to within 2%.
Digital display of voltage and wire feed speed.
Tachometer controlled wire drive motor.
Flux Fill Switch.
Bright, high intensity digital read-outs.
Option to convert to hand-held pendant included.
Recommended Processes and
Equipment
The MAXsa™ 10 CONTROLLER is best suited for
submerged arc welding only with the Power Wave®
AC/DC 1000 SD, the MAXsa™ 22 or the MAXsa™
29 Feed Heads.
SAW
Welding Voltage
Wire feed parts are electrically live while welding and
while inching wire (with Touch Sense feature selection).
The electrically live parts are listed below:
Electrode Electrode Reel
Wire Drive Motor Drive Rolls
Gear Box Cross-seam Adjuster
Wire Straightener Welding Nozzle
Welding Cables Welding Cable Terminal
WARNING
Do not touch electrically live parts or electrodes with
your skin or wet clothing.
Insulate yourself from the work and ground.
Always wear dry insulating gloves.
MECHANICAL HAZARDS
Welding fixture or wire feeder will move during
welding or inching. Keep away from pinch points.
Electrode reel and drive rolls turn during welding or
inching. Keep gloved hands away from areas that
may catch the glove
Location and Mounting
The MAXsa™ 10 Controller will operate in harsh
environments and can be used outdoors with an IP 23
rating. Even so, it is important that simple preventative
measures are followed in order to assure long life and
reliable operation. The MAXsa™ 10 Controller must be
located where there is little risk of impacts to the
Controller.
This equipment is for industrial use only and it is not
intended for use in residential locations where the
electrical power is provided by the pub- lic low-voltage
supply system. There can be potential difficulties in resi-
dential locations due to conducted as well as radiated
radio-frequency disturbances. The EMC or RF
classification of this equipment is Class A.
High Frequency Protection
Locate the MAXsa™ 10 Controller away from radio
controlled machinery. The normal operation of the
MAXsa 10 Controller may adversely affect the operation
of RF controlled equipment, which may result in bodily
injury or damage to the equipment.
Auxiliary Equipment Input Power
Connection
The MAXsa 10 Controller has the ability to control
auxiliary equipment such as feeders, flux hoppers and
travel motors using solid state relays. There are three
relays (CR1,CR2 &CR3) in the MAXsa 10 Controller,
controlled by two independent coil drivers. The coils of
CR1 and CR2 are in parallel, therefore, they must turn
ON and OFF at the same time. The CR1 and CR2 relays
are designated for driving travel motors to control
motion. CR3 is driven separately, and is designated to
control flux hopper operation.
MAXsa 10 Controller Relay Ratings:
Coil: 12Vdc, resistance = 86 ohms at 25° C
Normally Closed (N.C.) Contacts: 3A @ 277VAC
Normally Open (N.O.) Contacts: 30A @ 277VAC
The MAXsa 10 Controller does not provide the input
power to feed any equipment, other than the MAXsa 22
or the MAXsa 29 feeders. Therefore a separate power
feed must be provided by the end user. The MAXsa 10
Controller has been shipped standard with all of the
wiring and connectivity to operate the Lincoln K325 TC-3
Travel Carriage (4-pin cable connector) and the Lincoln
K219 Automatic Flux Hopper (3-pin cable connector).
The CR2 Relay is wired to the 4-pin travel connector,
and the CR3 Relay is wired to the 3-pin flux connector,
both located on the bottom of the MAXsa 10 Controller.
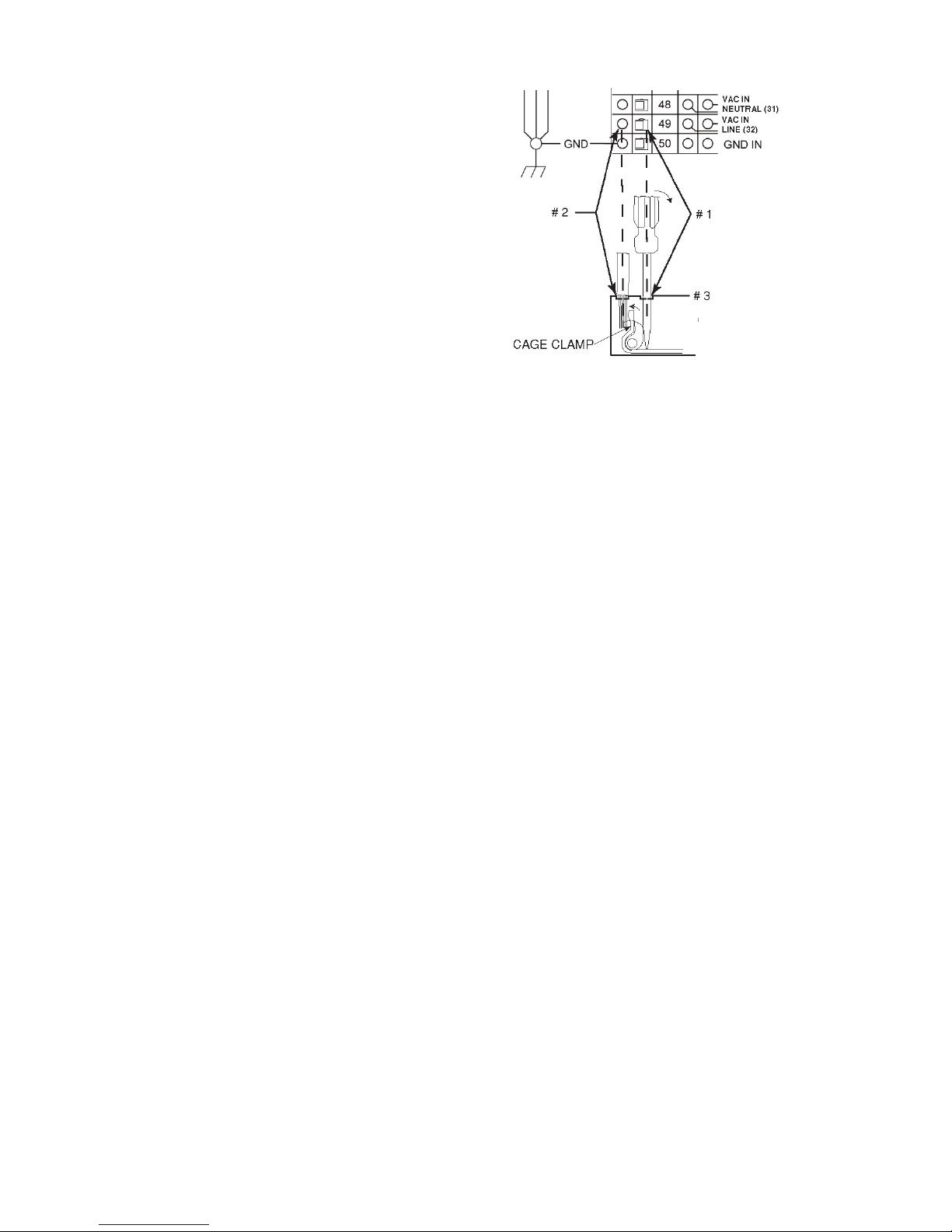
If either of these is to be used with the MAXsa 10
Controller, the end-user must provide the 115VAC input
power to the terminal strip located inside the MAXsa 10
Controller. Access to the terminal strip may be obtained
via one of the two .875” dia. (22.2mm) access holes in
the bottom of the MAXsa 10 Controller. These access
holes are shipped with plug buttons installed. Remove
the plug button and install a suitable strain relief to
protect the wires. See Figure #1
WARNING
Although input power to MAXsa 10 Controller is turned
off, the customer installed auxiliary input may be
energized! Ensure that all input power to the MAXsa 10
Controller is turned off before opening the cover.
1. STATUS LIGHT
2. PENDANT CONNECTOR
3. MAXsa™ 22 or 29 WIRE DRIVE CONNECTOR
(14-PIN)
4. POWER WAVE®AC/DC 1000 ARCLINK
CONNECTOR
5. FLUX HOPPER CONNECTOR
6. TC-3 TRAVEL CARRIAGE CONNECTOR
7. ACCESS HOLE
Figure #1: MAXsa 10 Connections