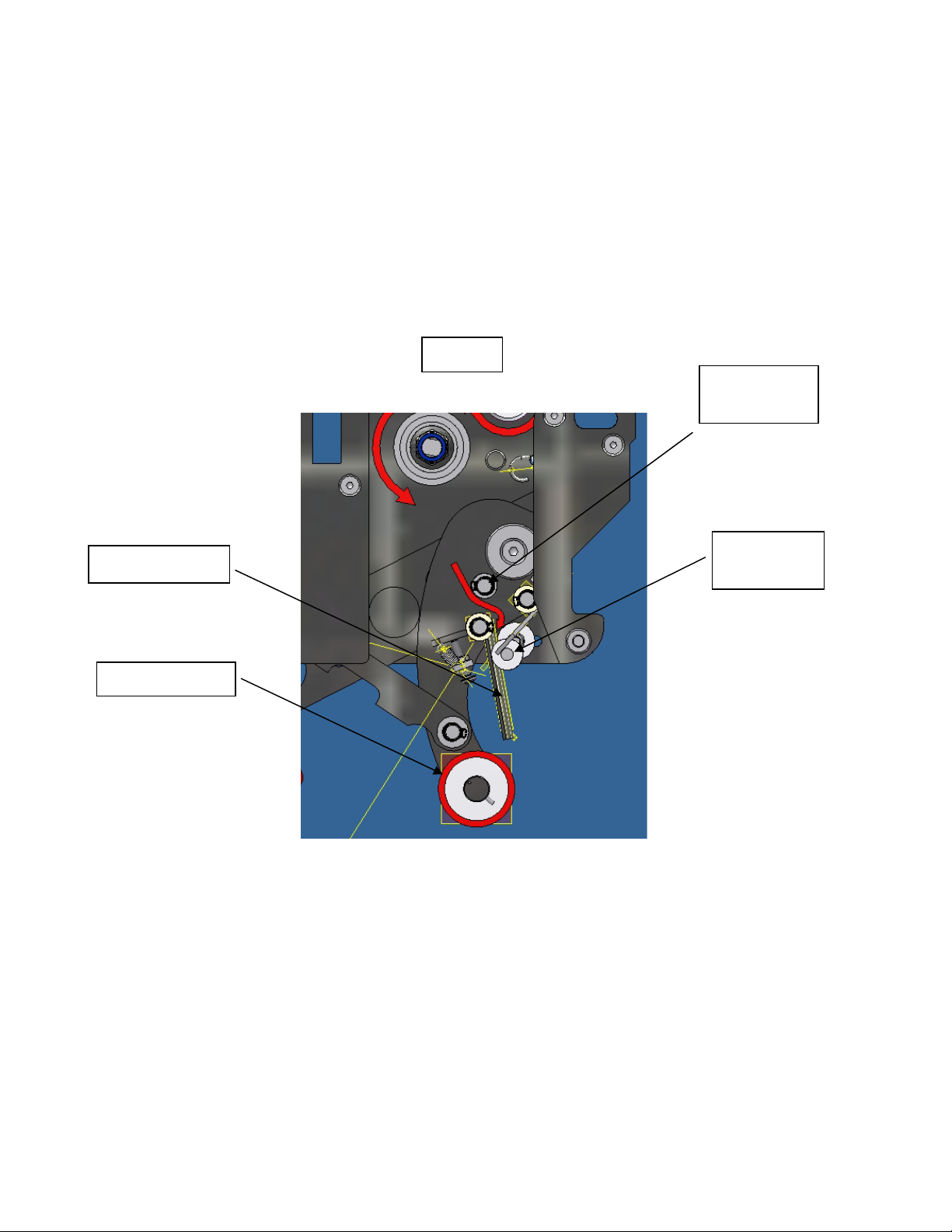
Theory of Operation: (Pneumatic Cartridge)
Pressure sensitive tape is applied to the corrugated box as it passes by the
cartridge. The box will contact the front arm roller which has pressure sensitive
tape adhesive side facing outward towards the oncoming box. The front leading
side of the box will contact the front roller arm and the tape will adhere to the
box. As the box continues to move forward the front roller arm and knife arm will
be rotated into the frame of the cartridge. At this box position the leading edge
of the box will trigger a photo eye. The photo eye will energize a solenoid valve
which will switch air pressure to the two cylinders in the tape cartridge. One
cylinder acts against or balance out the knife arm spring the other acts against
or balances out the main spring that biases the front roller arms. The amount of
force the biased arms place on top of the box can be adjust with and air
regulator. The front arm initial application force can be set to accommodate the
strength of the box as well as the sturdiness of the contents in the box.
As the front arm application roller transitions from the leading panel of the box
to the top major flaps a separate wipe down spring is engaged. The sole
purpose of this spring is to add speed to the rear wipe roller actuation to insure
the rear tape tab is completely wiped to the rear trailing panel of the box. At this
time the knife arm is retracted into the cartridge and the knife blade guard is
fully retracted uncovering the blade. As the knife arm rotated into the cartridge
the knife activation spring extends, generating cut force.
As the box proceeds pass the cartridge the front arm roller will no longer
contact the major flaps of the box, but the rear wipe roller will still contact the
major flaps. At this point the box will move past the photo eye the engaged the
pneumatic balance. The solenoid valve will de-energize and all of the air
pressure will be evacuated and the normal spring biasing will apply pressure to
the box. Eventually as the box travels the knife arm will completely stop
contacting the major flaps of the box. This will allow the knife arm to travel back
towards its home position allowing the knife blade to puncture and cut through
the tape. As the box continues to move the rear wipe arm roller will no longer
contact the major flaps of the box. This will allow the wipe arm roller to spring
out of the cartridge and contact the rear tab length of tape and press against the
trailing panel of the box. The rear wipe arm roller booster spring starts the wipe
and the main cartridge spring finishes the wipe sequence.
The box travelling pass the cartridge is the vehicle which pulls the tape through
the cartridge. The cartridge is design to run most pressure sensitive tapes with