SW4000 USER’S MANUAL
VER5.13 1
Contents
Chapter 1. INTRODUCTION.................................................................................................3
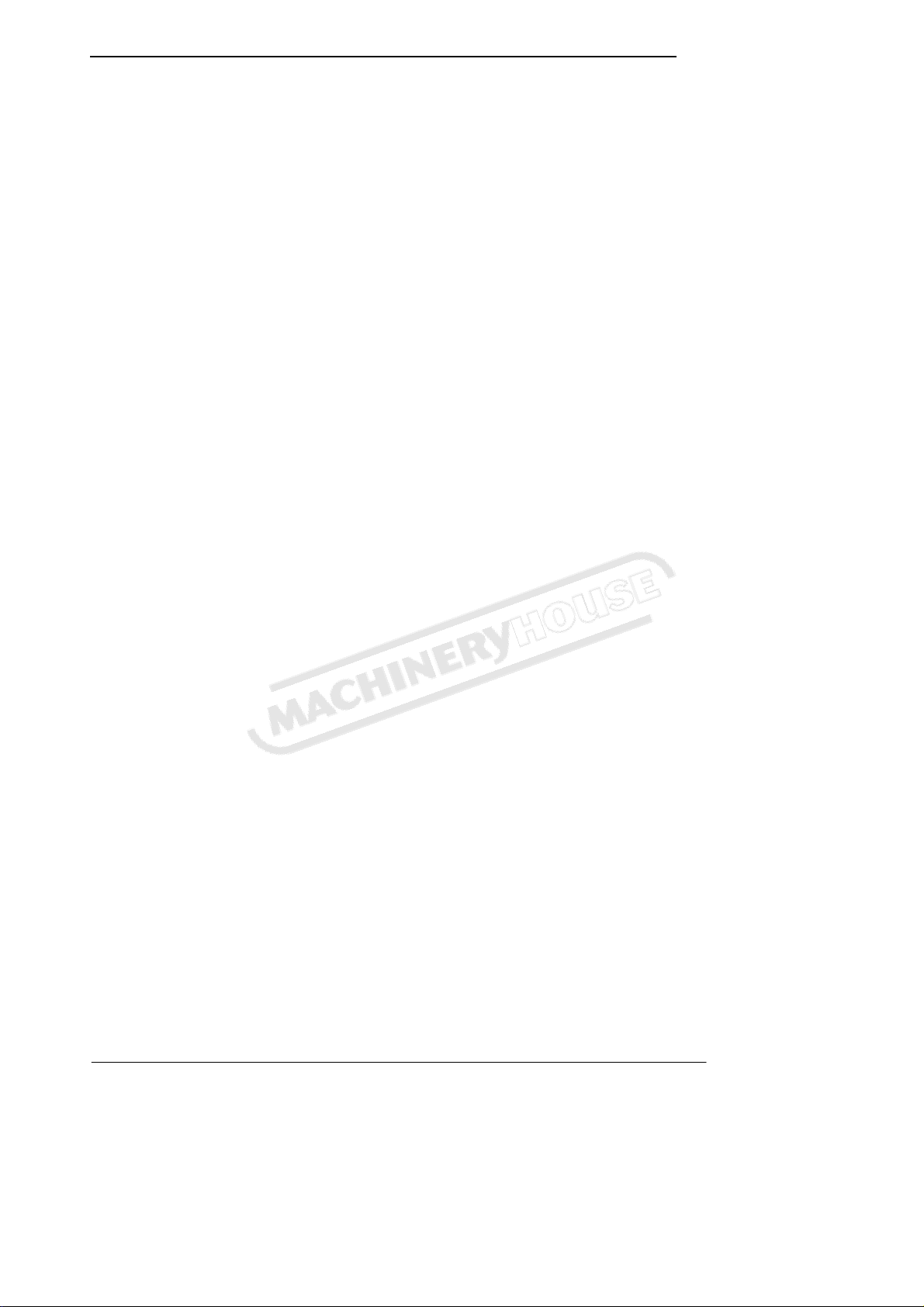
1.1 Front Panel.............................................................................................................3
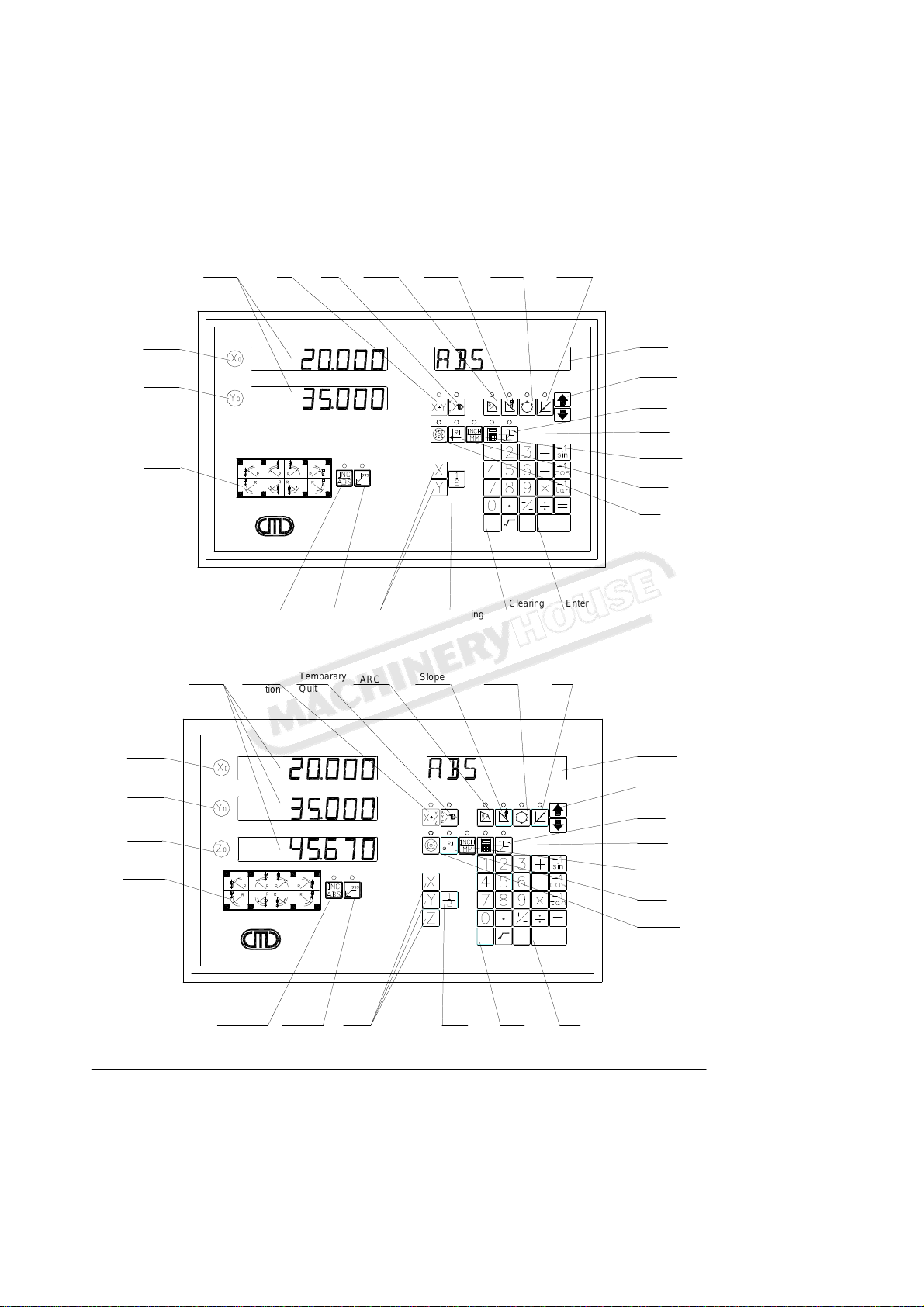
1.2 Back Panel..............................................................................................................4
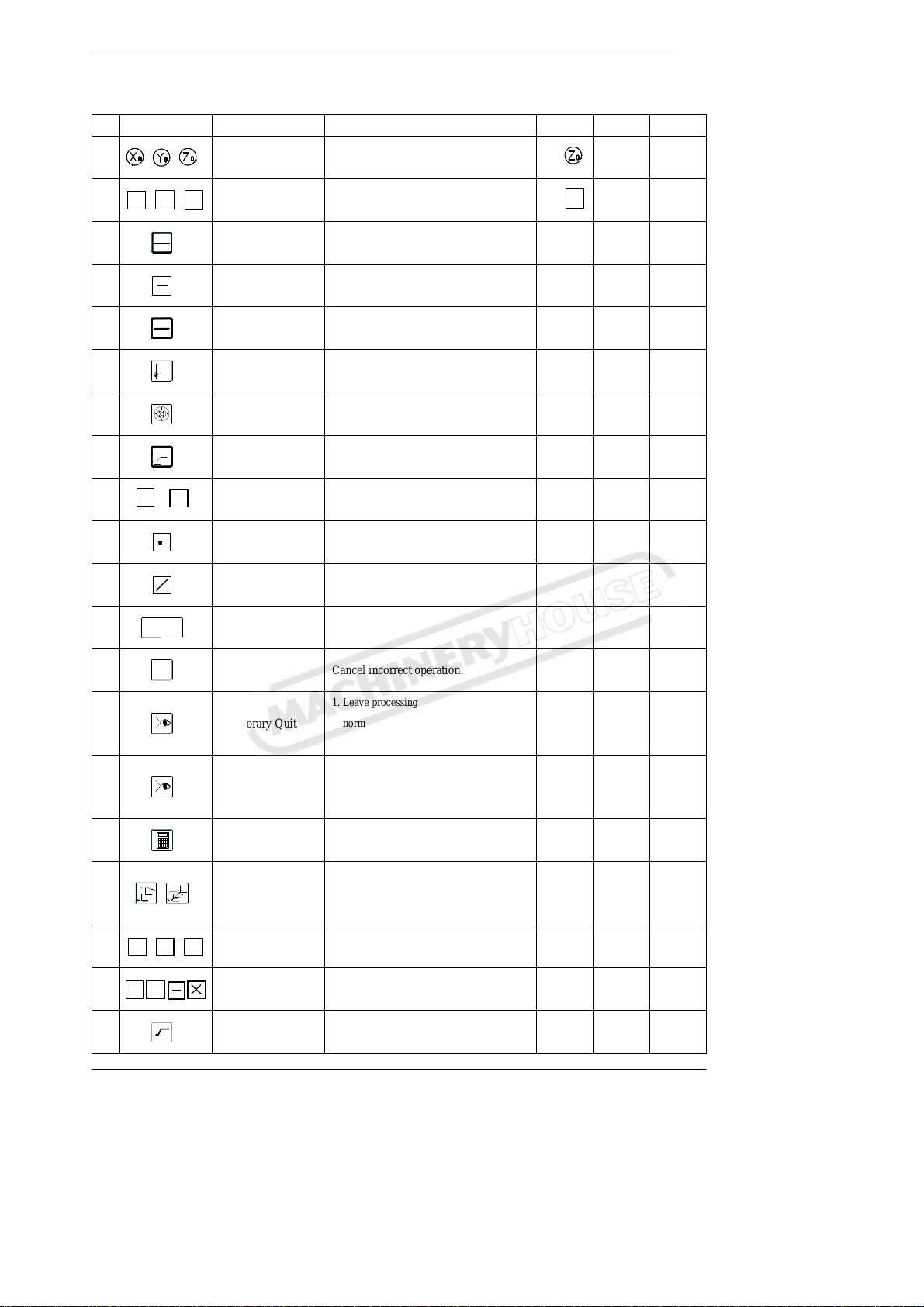
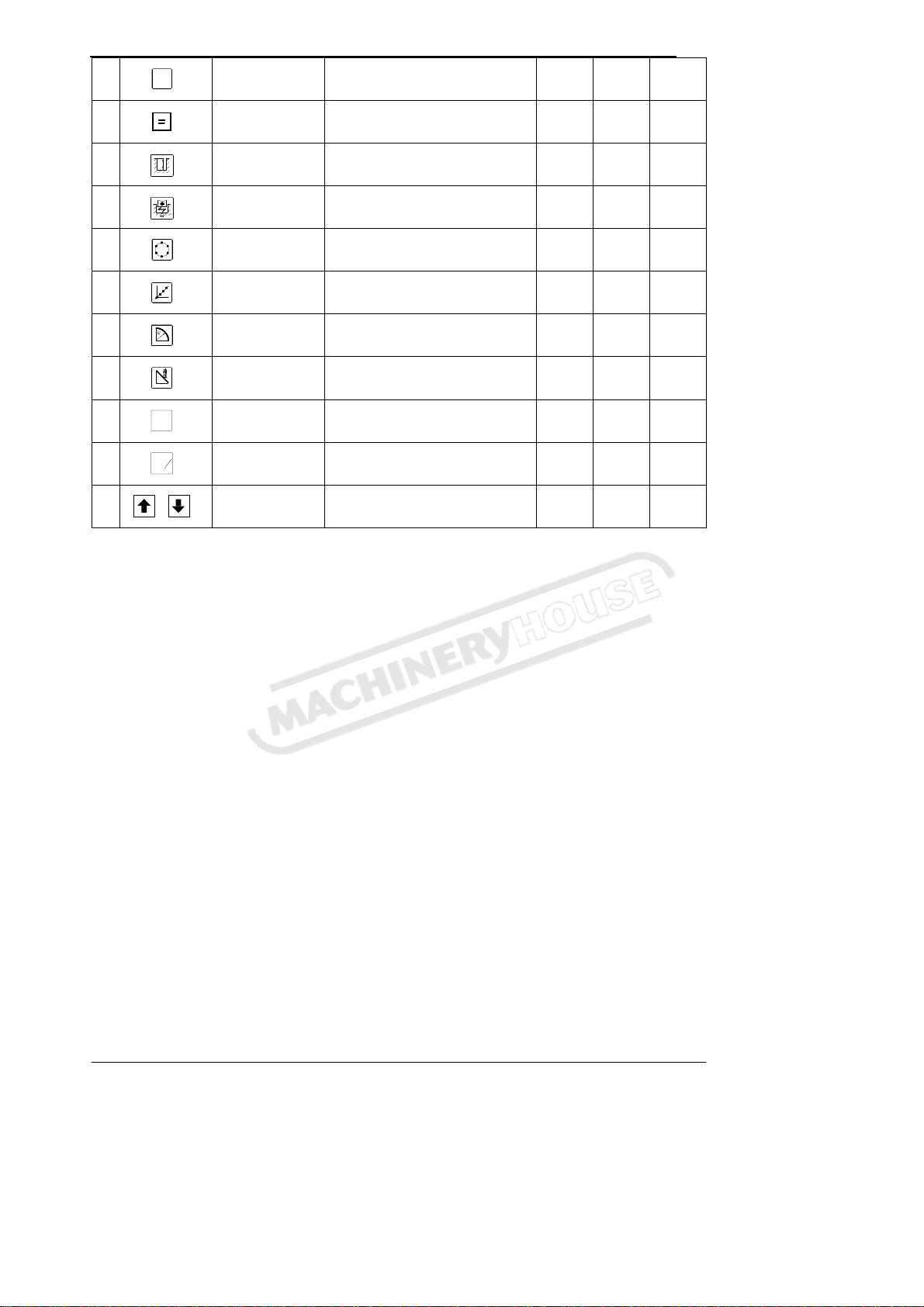
1.3 Description of Key Function..................................................................................5
1.4 Interface..................................................................................................................7
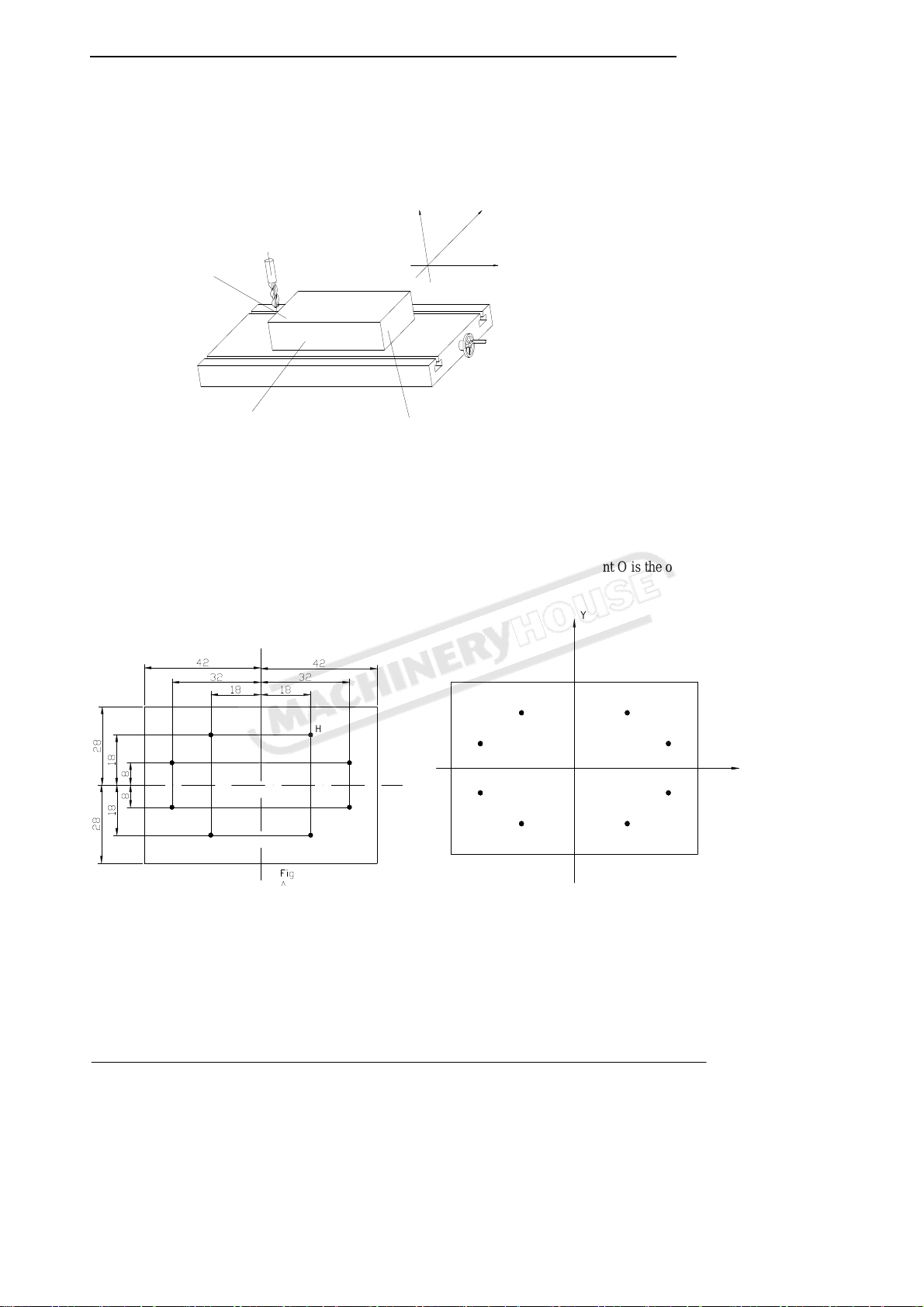
1.5 Coordinate System .................................................................................................8
Chapter 2. BASIC OPERATION............................................................................................9
2.1 Power on.................................................................................................................9
2.2 Zeroing...................................................................................................................9
2.3 Preset Data to Designated Axis............................................................................10
2.4 Toggle display unit between mm and inch...........................................................11
2.5 Mid-point Calculation..........................................................................................11
2.6 Set the Shrinkage Mode.......................................................................................12
2.7 Absolute / Incremental / 1000 groups SDM ........................................................13
2.8 Clear All SDM Datum..........................................................................................14
2.9 Search the Absolute Reference Point of Scale (RI) .............................................15
2.10 Clear the Error message .......................................................................................16
2.11 Lathe Function .....................................................................................................16
2.12 Filter display value...............................................................................................17
Chapter 3 1000 groups SDM coordinate...............................................................................18
3.1 Zeroing at the Current Point.................................................................................18
3.2 Preset datum of SDM Coordinate ........................................................................20
Chapter 4 SPECIAL FUNCTION.........................................................................................22
4.1 Bolt Hole Circle ...................................................................................................22
4.2 Bolt Hole Line......................................................................................................24
4.3 ARC Processing...................................................................................................26
4.4 Slope Processing..................................................................................................30
4.5 Auto Edge Detection............................................................................................33
Chapter 5. EDM....................................................................................................................35
5.1 Setting EDM Parameters......................................................................................36
5.2 EDM machining...................................................................................................37
5.2.1 Example for Mode 1 with Plus Depth..................................................................37
5.2.2 Example for Mode 1 with Minus Depth ..............................................................38
5.2.3 Example for Mode 2.............................................................................................40
5.2.4 Example for Mode 3.............................................................................................41
5.2.5 Example for Mode 4 with Minus Depth ..............................................................42
5.2.6 Example for Mode 6.............................................................................................44
5.2.7 Example for Mode 7.............................................................................................45
5.3 Combination of BHC: BHL and EDM Function .................................................47
Chapter 6 CALCULATOR FUNCTION ............................................................................49
6.1 Enter and exit Calculator Function ......................................................................49
6.2 Calculating Example............................................................................................49
6.3 Transferring the Calculated Results to Selected Axis..........................................49
6.4 Transferring the Current Display Value in Window to Calculator.......................50
Chapter 7 INITIAL SYSTEM SETTINGS...........................................................................51
7.1 Enter/Exit Initial System Settings........................................................................51