INHALT
1. VORWORT...................................................................................................................... 3
1.1. Produktvorstellung..................................................................................................... 3
2. INBETRIEBNAHME........................................................................................................ 3
2.1. Aufstellungsbedingungen .......................................................................................... 3
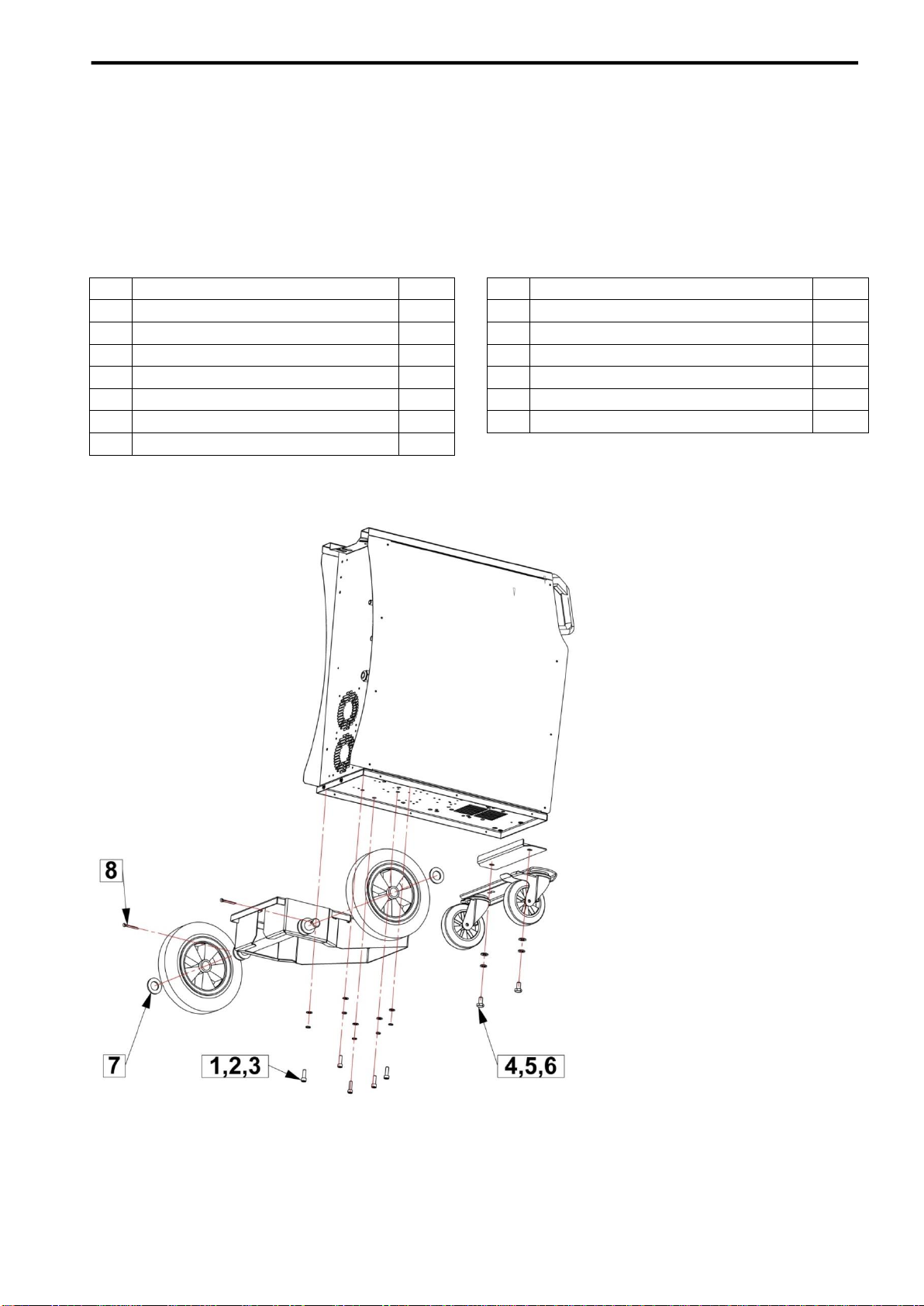
2.2. Kontrolle des Zubehörs.............................................................................................. 4
2.3. Montage des Zubehörs.............................................................................................. 4
2.4. Netzanschluss ........................................................................................................... 5
2.5. Anschließen des Brenners......................................................................................... 5
2.6. Teile der Drahtvorschubeinheit.................................................................................. 5
2.7. Anschluss der Schutzgasflasche............................................................................... 6
2.8. Anschluss des Werkstückes ...................................................................................... 6
2.9. Schweißnahtvorbereitung .......................................................................................... 6
3. HINWEISE ZUM ARBEITS UND BRANDSCHUTZ ........................................................ 7
3.1. Arbeitsschutz............................................................................................................. 7
3.2. Beseitigung von Brandgefahren................................................................................. 8
3.3. Umgang mit Gasflaschen .......................................................................................... 8
3.4. Schutz vor elektrischen Unfällen................................................................................ 9
3.5. Besondere Gefährdung durch Schweißarbeiten...................................................... 10
4. BEDIENUNG................................................................................................................. 10
4.1. Einschalten der Maschine........................................................................................ 10
4.1.1. Einschaltsequenz auf dem Eingabesystem....................................................... 10
4.2. Das Fronteingabesystem......................................................................................... 11
4.3. Funktionsbeschreibung............................................................................................ 11
4.3.1. Betriebsartenschalter ........................................................................................ 11
4.3.2. Manueller Modus / Synergy Modus................................................................... 12
4.3.3. Drahtgeschwindigkeitseinstellung ..................................................................... 12
4.3.4. Zeiteinstellung für Punkt- und Intervall Betrieb.................................................. 12
4.3.5. Einstellung Drahtrückbrandzeit ......................................................................... 12
4.4. Schweißstrom / Schweißspannung Display............................................................. 13
5. EINSTELLUNGS- UND SCHWEIßANWEISUNGEN .................................................... 13
5.1. Einstellung - Schweißspannung............................................................................... 13
5.1.1. Tabelle der Lehrlaufspannung für die einzelnen Schweißstufen: ...................... 13
5.2. Drahteinfädelfunktion............................................................................................... 13
5.3. 2-TAKT Modus / 4-TAKT Modus.............................................................................. 14
5.4. Einstellung der Drahtgeschwindigkeit...................................................................... 15